(54; УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения длины проката | 1974 |
|
SU584812A3 |
| Измеритель длины проката | 1977 |
|
SU778839A1 |
| Устройство для автоматического контроля металла в поле допусков по толщине | 1982 |
|
SU1077676A1 |
| Измеритель длины проката | 1980 |
|
SU1075073A1 |
| Устройство для измерения длины проволоки и сортового проката | 1980 |
|
SU868329A1 |
| Способ регулирования толщины проката и устройство для его осуществления | 1989 |
|
SU1620168A1 |
| Система управления реверсивным станом холодной прокатки | 1983 |
|
SU1156755A1 |
| Измеритель длины проката | 1974 |
|
SU496458A1 |
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1982 |
|
SU1228978A1 |
| Устройство для регулирования соотношений скоростей клетей непрерывного трубопрокатного стана | 1984 |
|
SU1186306A1 |
Изобретение относится к измерению технологических параметров при прокатке, в частности к измерению длины проката на листовых реверсивньах станках горячей прокатки.
.Известно устройство для измерения длины проката, содержащее два датчика фиксации полосы, генератор импульсов, связанный с рабочим валками, блок фиксаций полосы, очетчик. и счетно-решакнцее устройство 13.
Недостатком устройства является то, что оно не осуществляет | измерения длины передней разнотолщинной части проката, отрезаемой впоследствии для фиксации начала годного проката.
Наиболее близким по технической супшости к изобретению является устройство для измерения длины проката, содержащее верхний и нижний рабочие валки, закрепленные в опорах, два датчика давления металла на валки, измеритель усилий прокатки, регулируемый источник постоянного напряжения, реле напряжения, редуктор с регулируемым передаточным числом, блок регулирования передаточного чирна, два преобразователя угла поворота валка, счетчик годной части проката, первыйвход редуктора с регулируемым передаточным числом связан с блоком регулирования передаточного числа, а второй его вход - с нижним рабочим валком, к первбму выходу редуктора с регулируемым переда- точным числом подсоединен первый преобразователь угла поворота валка, а к второму его выходу - второй преоб10разователь угла поворота валка, первый вход/измерителя усилий прокатки соединен с выходом датчика давления металла на валки, установленного пол первой опорой нижнего рабоче.го вал15ка, а второй его вход соединен с выходом датчика давления металла на валки, установленного под второй опорой этого же рабочего валка, к выходу измерителя усилий прокатки
20 подсоединен первый вход реле напряжения, второй вход которого подсоединен к выходу регулируемого источника постоянного напряжения 2.
Недостаток известного устройства
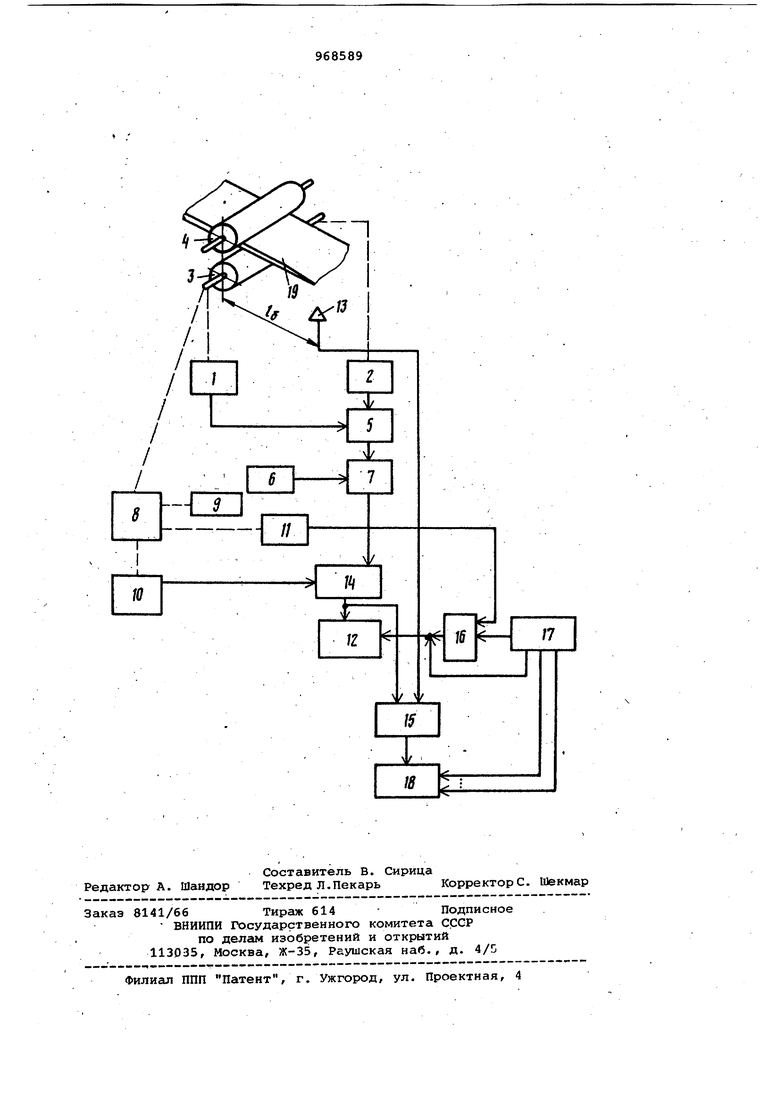
25 заключается в том, что устройство не учитывает длину отрезаемой впоследствии передней обрези, что не позволяет определить координаты начала годной части проката для исклю30чения брака при раскрое проката. Целью изобретения является расши рение функциональных возможностей за счет измерения длины передней об рези. Цель изобретения достигается тем что устройство снабжено датчиком по ложения переднего конца проката, ус тановленньом за клетью в направлении движения проката на расстоянии, пре вышающем наибольшую щЛту обрези, тремя элементами И, блоком управления и счетчиком длины передней обре зи, один вход первого .элемента И по соединен к выходу реле напряжения, другой его вход - к выходу первого преобразователя угла поворота валка, а выход подсоединен к первому входу второго элемента И и к счетно му входу счетчика годной части проката, на вход установки в нуль кото рого подсоединены первый выход блока управления и выход третьего элемента И, первый вход которого соеди нен с выходом второго преобразователя угла поворота валка,а к второму его входу подсоединен второй выход блокаJуправления, третьи выходы которого соединены с установочны ми входами счетчика длины передней обрези, счетный вход которого соеди нен с выходом второго элемента И, второй вход которого соединен с дат .чиком положения переднего конца про ката. На чертеже приведена блок-схема устройства. Устройство содержит датчики 1 и давления металла на нижний и верхний рабочие валки 3 и 4, измеритель усилий прокатки, источник 6 (регули руемого ) постоянного напряжения, ре ле 7 напряжения, редуктор 8 с регулируемьм передаточным числом, блок регулирования передаточного числа, преобразователи 10 и 11 угла пово.рота валка, счетчик 12 годной части проката, датчик 13 положения переднего конца проката, установленный за клетью в направлении движения проката на расстоянии, превышающем наибольшую, длину передней обрези, три элемента И 14 - 16, блок 17 управления и счетчик 18 длины передней обрези. Первый вход редуктора 8 с регулируемым передаточным числом связан с блоком 9 регулирования передаточного числа, а второй его вход связан с нижним рабочим валком 3. К первому выходу редуктора 8 с регулируемым передаточным числом подсоединен преобразователь 10 угла поворота валка, а к второму его выходу подсоединен преобразователь 11 угла поворота валка. Первый вход измерителя 5 усилий прокатки соединен с выходом датчика 1 давления металла на валки, установленного под первой опо рой рабочего валка 3, а второй его вход соединен с выходом датчика 2 давления металла на валки, установленного под второй опорой этого же рабочего валка. К выходу- измерителя 5 усилий прокатки подсоединен первый вход реле 7 напряжения, второй вход которого подсоединен к выходу источника б регулируемого ) постоянного напряжения, а к выходу реле 7 напряжения подсоединен первый вход элемента И 14, второй вход которого подсоединен к выходу преобразователя 10 угла поворота валка, а выход - к первому входу .элемента И 15 и счетному входу счетчика 12 годной части проката, на вход установки в нуль которого подсоединены первый выход блока 17 управления и выход элемента И 16, первый вход которого соединен с выходом преобразователя 11 угла поворота валка, а второй его вход соединен .с вторым выходом блока 17 управления, третьи выходы которого соединены с установочными входами счетчика 18 длины передне,й обрези, счетный вход которого соединен с выходом элемента и 15, второй вход которого соединен с. датчиком 13 переднего конца проката. Устройство измеряет длину проката 19 и имеет режим калибровки и режим работы. Устройство работает следующим образом. В режиме калибровки от блока 17 управления подается разрешающий сигнал на второй вход элемента И 16. . При вращении нижнего рабочего валка 3 преобразователи .10 и 11 угла поворота валка выраба.тывают импульсы. При этом преобразователь 10 угла поворота валка вьщает за один оборот нижнего рабочего валка 3 количество импульсов, определяемое передаточным числом редуктора 8 с регулируемым передаточным числом. Преобразователь 11 угла поворота валка выдает один импульс за,каждый оборот нижнего рабочего валка 3. На. источнике б регулируемого ) постоянного напряжения в режиме калибровки устанавливают уровень напряжения, соответствующий напряжению с выхода измерителя 5. усилий прокатки при отсутствии металла в рабочих валках 3 и 4. При этом реле 7 напряжения срабатывает и на первый вход элемента И 14 подается сигнал, разрешающий прохождение импульсов с выхода преобразователя 10 угла поворота валка на счетный вход счетчика 12 годной части проката. Так как на второй вход элемента И 16 подан разрешающий сигнал с блока 17 управления, то импульсы от преобразователя 11 угла поворота валка, поступающие на первый вход эле-
мента И 16, пропускаются им на вход установки в нуль счетчика 12 годной части проката. Таким образом, в конце каждого оборота нижнего рабочего валка 3 эти импульсы будут обнулять счетчик 12 годной части проката. Регулируя передаточное число редуктора 8 с регулируемым передаточным числом с помощью блока 9 регулирования передаточного числа добиваются, чтобы число импульсов, записанных в счетчик 12 годной части проката, равнялось длине (например, в сантиметрах ) окружности нижнего рабочего валка 3. В резу льтате в режиме калибровки измеряемая устройством длина проката 19 будет определяться в единицах измерения длины проката 19. В режиме работы сигнал на втором входе элемента И 16 с выхода блока 17 управления отсутствует, и на вход установки в нуль счетчика 12 годной части проката импульсы не поступают с преобразова теля 11 угла поворота валка. На источнике 6 (регулируемого ) постоянного напряжения устанавливают напряжение, которое обеспечит срабатывание реле 7 напряжения,
когда толцина проката в процессе прокатки будет находиться в пределах допуска.
Перед началом измерения по сигналам с блока 17 управления происходит обнуление счетчика 12 годной части проката, а в счетчик -18 длины передней обрезки записывается число, равное длине базового расстояния (Bg) установки датчика 13 положения переднего конца проката от оси Н1«снего рабочего валка 3. .
В основу работы устройства положено изменение давления металла на рабочие валки на концах проката, а там, где разнотолщинность проката находится в пределах допуска, давление остается практически неизменным. Поэтому, если усилие прокатки, определяемое датчиками 1 и 2, давления металла на нижний и. верхний рабочие валки 3 и 4 и измерителем 5 усилий прокатки достигает постоянной величины, находящейся в пределах измерения усилия прокатки при соблюдении допуска на толщину проката, это соответствует годной части проката. Эта постоянная величина И устанавливается на источнике 6 (регулируемого ) постоянного напряжения.
Измерение годной части проката 19 происходит при достижении его толщины допускаемых значений. При этом срабатывает реле 7 напряжения и импульсы с преобразователя 10 угла поворота валка поступают через элемент и 14 на счетный вход счетчика 12 годной части проката, где, они суммируются.
На участках переднего и заднего конца проката 19 его толщина выходит за пределы допуска, и поэтому реле 7 напряжения будет отключено, так как напряжение с выхода измерителя 5 усилий прокатки ниже напряже.ния с выхода источника 6 (регулируемого ) постоянного напряжения, и эта часть, полосы не измеряется, потому, что импульскГ преобразователя 10 угла поворота валка не проходят на
счетный, вход счетчика 12 годной части проката.
Таким образом, после прохода проката 19 между рабдчими валками 3
5 и 4 в счетчике 12 годной части проката будет подсчитана длина 1 год- , ной части проката 19.
Определение координаты начала годной части проката осуществляется счетчиком 18 длины передней обрези одновременно с измерением длины годной части проката. Пока реле 7 напря кения не сработает,элемент И 14 не пропускает импульсы на вход
5 элемента И 15 до тех пор, пока передний конец проката 19 не достигнет датчика 13 положения переднего конца проката, он выдает сигнал на второй вход элемента И 15. Поэтому
0 при срабатывании реле 7 напряжения импульсы с преобразователя 10 угла поворота валка поступят на счетный вход счетчика 18 длины передней обрезки, где они вычитаются из содержимого счетчика 18 длины передней
5 обрези.
Учитывая, что в начале измерения : в счетчике 18 длины передней обрези была записана длина , то при про ождении переднего конца проката
расстояния между осью рабочих валков. 3 и 4 и датчиком 13 положения переднего конца проката в счетчике 18 длины передней обрези будет записана длина
5 L Вб - .
где L - величина передней обрези (и соответственно координата начала годной части проката относительно переднего кон0 ца проката ).
После срабатывания датчика 13 положения переднего конца проката прохождение импульсов от преобразоваf теля 10 угла поворота валка в счетчик 1:8 длины передней обрези запрещается. При этом отметим, что для правильной раборы предлагаемого устройства требуется выполнение соотношения h 1, которое можно выполнить для большинства прокатных станов.
Таким образом, после окончания цикла измерения (или выхода прока- . та 19 из рабочих валков 3 и 4 ) в
5 счетчике 12 годной части проката записана длина годной части прокат / э в счетчике 18 длины передней обрези записана координата качала годной части проката относительно переднего конца проката.
Информация в счетчиках 12 и 18. хранится до момента приведения их в исходное состояние.
Снабжение устройства датчиком переднего конца проката,тремя элем нта-г ми И, блоком управления и счетчиком дли.ны передней обрези позволяет определит координаты начала годной части проката за счет чего расширяются функциональные возможности устройства-, и снизить количестве) металла, идущего в обрезь и брак при отрезании передней обрези.. ,
Формула изобретения
Устройство для измерения длины проката, содержащее верхний и нижний рабочие валки, закрепленные в опорах, два датчика давления металла на валки, измеритель усилий прокатки, регулируемый источник постоянного напряжения, реле напряжения, редуктор с регулируемым передатрчным числом, блок регулирования передаточного числа, два преобразователя угла поворота валка, счетчик ГОДНОЙ части , первый вход редук.тора с регулируемым,передаточинам числом связан с блоком регулирования передаточного числа, а второй его вход - с нижним рабочим валком, к первому выходу редуктора с регулируемым передаточным числом подсоединен первый преобразователь угла поворота валка, а к второму его выходу - второй преобразователь угла поворота валка первый вход измерителя усилий про катки, соединен с вы ходом датчика давления металла на валки, установленного под первой опо
рой нижнего рабочего валка,- а второй его вход - с выходом датчика давления металла на валки, установлен ного под второй опорой этого же рабочего §алка, к выходу измерителя усилий прокатки подсоединен первый вход реле напряжзния, второй вход которого подсоединен к выходу регулируемого источника постоянного напряжения, отличающееся тем, что, с целью расширения функциональных возможностей за счет измерения длинны передней обрези, оно снабжено датчиком положения переднего конца проката, установленным за клетью в направлении движения проката на расстоянии, превышающем наибольшую длину передней обрези, тремя элементами И, блоком управления и счетчиком длины передней обрези, один вход пер вого элемента И подсоединен к выходу реле напряжения, другрй его входк выходу первого преобразователя угла поворота валка, а выход - к первому входу второго элемента И и к счетному входу счетчика годной части проката, на вход установки в нуль которого подсоединены первый выход блока управления и выход третьего эл:емента..,И, первый вход которого соединен с выходом второго преобразователя угла.поворота валка, а к второму его входу подсоединен вто-. рой выход блока управления, третьи выходы которого соединены с установочньоми входами счетчика длины передней обреэи, ;Счетнь1й5 вход которого соединен с выходом второго эле- . мента И, второй вход которого соединен с датчиком положения переднего конца проката.
Источники информации, принятые во внимание при экспертизе
