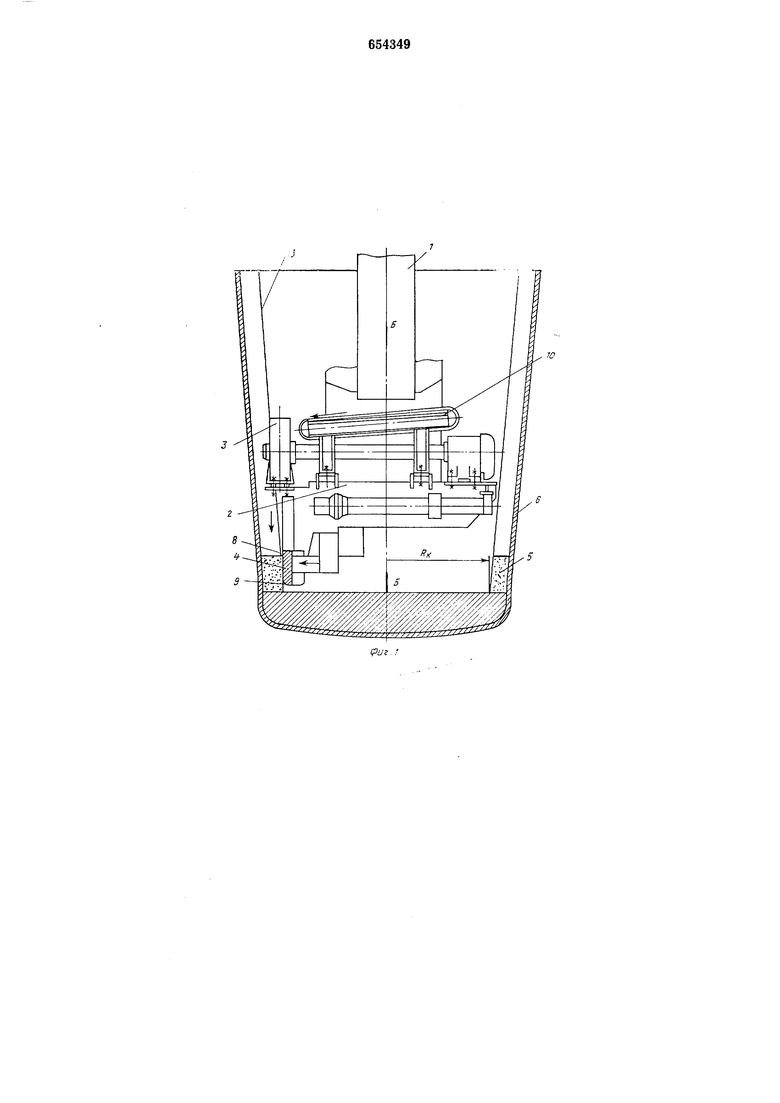
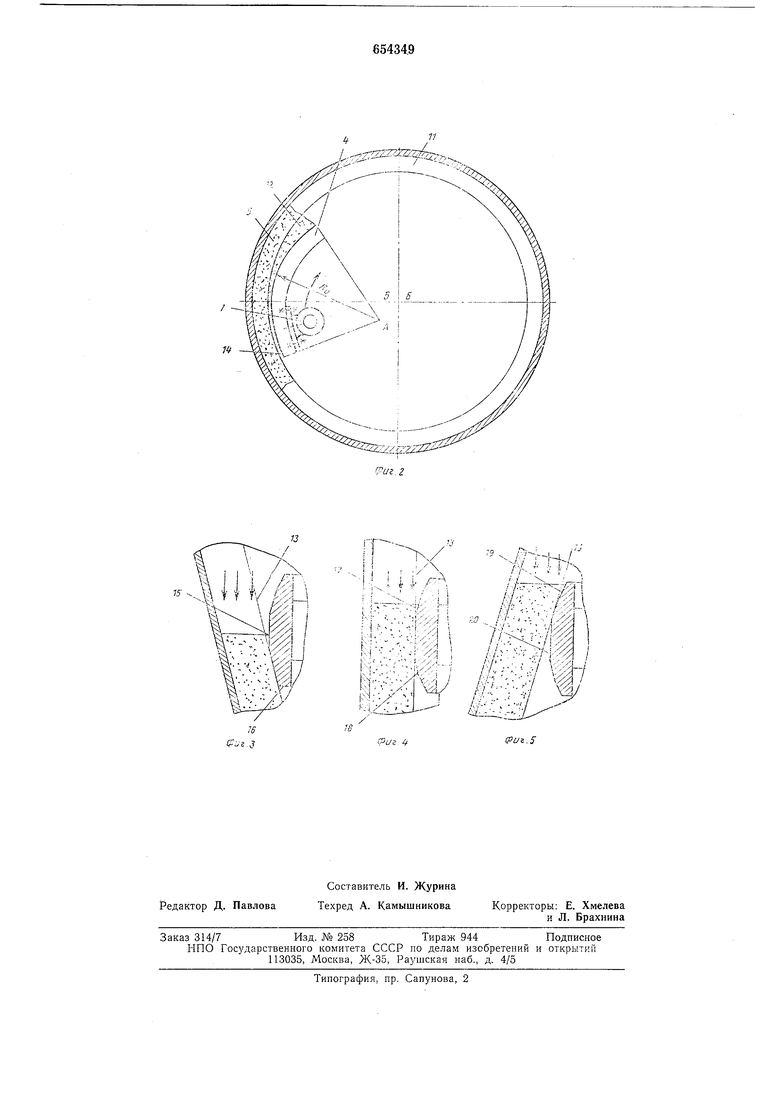
Изобретение относится к области металлургии н может быть использовано для футеровки металлургических ковшей. Известна машина для футеровки металлургически.х ковшей на поворотном стенде с подачей формовочной массы в зазор между ковшом и сменным шаблоном. Недостаток этой машины заключается в неравномерности прочностных характеристик футеровки по ее высоте, так как расстояние между пескометной головкой и уровнем подачи материала меняется в процессе набивки. Наиболее близким техническим решением является машина, включаюшая пеекометную головку и формуюшую опалубку в виде сменного сектора, установленную поворотно относительно вертикальной оси, совпадающей с вертикальной осью ковша. Недостаток этой конструкции заключается в том, что сменный сектор расположен концентрично относительно вертикальной оси врандения. Это приводит к тому, что уплотнение футеровки выполняется за счет пескометной головки, которая не уплотняет материал по всей толшипе футеровки, что в конечном счете снижает качество набиваемой футеровки и ее стойкость. Кроме того, нижняя и задняя формующие кромки при отрыве от футеровки за счет сил ецепления вырывают формовочный материал из поверхностных слоев, что так же качество набиваемой футеровки. Цель изобретения - повышение качества набивной футеровки. Это достигается тем, что сменный сектор расположен эксцентрично относительно вертикальной оси и снабжен вибратором, при этом рабочая поверхность сменного сектора выполнена со скосами, симметричными относительно горизонтальной плоскости. На фиг. 1 показана машина для футеровки металлургических ковшей, общий вид; на фиг. 2 - формующая опалубка, в плане; на фиг. 3-5 - варианты выполнения скосов на сменном секторе. Предлагаемая машина включает полую штангу 1, на которой крепится опорная плита 2 с пескометной головкой 3 и формующей опалубкой в виде сменного сектора 4. Сменный сектор 4 выиолнен в горизонтальной плоскости с радиусом кривизны RO и расположен эксцентрично относительно вертикальной оси Б-Б с разворотом его по ходу вращения вокруг центра кривизны А.
Радиус кривизны Ro выполнен в пределах минимального радиуса RK формуемой футеровки 5 ковша 6. На сменном секторе 4 установлен вибратор 7, а рабочая поверхность сменного сектора 4 по высоте выполнена с уплотняюп;им и формующим скосами 8 и 9 соответственно.
В процессе работы машины формовочная масса подается через полую штангу 1 на транспортер 10 и в пескометную головку 3, которая выбрасывает массу в зазор между сменным сектором 4 и стенкой ковша 6 или его арматурным слоем.
В горизонтальной плоскости между сменным сектором 4 и поверхностью И формуемой футеровки в плоскости сменного сектора 4 образуется клиновой зазор 12 за счет эксцентричной установки сменного сектора 4 и разворота его относительно центра кривизны А в направлении враш,ения.
В клиновой зазор 12 попадают излишки формовочной массы футеровки 5, которые при враш,ении сменного сектора 4 вдавливаются в футеровку 5 и соответственно упрочняют ее. Аналогично происходит уплотнение футеровки 5 при движении сменного сектора 4 вверх по образуюш,ей 13 футеровки.
Излишки формовочной массы между образуюш,ей 13 и уплотняющим скосом 8 также вдавливаются в футеровку 5 и способствуют созданию однородной массы по толщине футеровки. Для обеспечения необходимой степени уплотнения футеровки сменным сектором 4 служит вибратор 7.
Плавный отрыв формующего скоса 9 от образующей 13 футеровки 5 и наличие формующего зазора 14 между сменным сектором 4 и поверхностью 11 футеровки 5 обеспечивают гладкую поверхность футеровки в вертикальном и горизонтальном направлениях.
При футеровке металлургических ковшей сложной конфигурации типа корпусов конвертеров сменный сектор имеет несколько формующих и уплотняющих скосов. При футеровки конической части ковша в сторону расширения корпуса уплотняющим скосом служит поверхность 15, формующим поверхность 16. При футеровке цилиндрической части ковща уплотняющим скосом служит поверхность 17, формующим поверхность 18. При футеровке конической части ковша в сторону сужения конуса уплотняющим скосом служит поверхность 19, формующим - поверхность 20.
Как вариант, формующие и уплотняющие скосы могут быть выполнены попарно на рабочих поверхностях сменных секторов, предназначенных для футеровки определенного участка ковша или одни и те же скосы могут выполнять различные функции при установке сменного сектора поворотно относительно горизонтальной оси. При футеровке металлургических ковшей типа корпуса конвертера пескометная головка 3 должна быть установлена по отношению к сменному сектору 4 подвижно в радиальном направлении и поворотно относительно горизонтальной оси.
При вращении опорной плиты 2 с пескометной головкой 3 и сменным сектором 4 одновременно перемещается вверх полая штанга 1 и в радиальном направлении (при футеровке конической поверхности) сменный сектор 4, вследствие чего формовочная масса укладывается в зазор по спирали и уплотняется сменным сектором, расположенным эксцентрично относительно вертикальной оси с разворотом его по ходу вращения и снабженным на рабочей поверхности уплотняющим и формующим скосами. После выхода сменного сектора из ковша производят сушку футеровки и используют его для разлива металла (шлака) или для выплавки стали в качестве емкости конвертора в зависимости от технического названия ковша.
Применение данной машины позволяет получить качественную футеровку в ковше, увеличить ее долговечность в эксплуатации, что особенно важно при футеровке конверторов, где простой при ремонте футеровки снижает выплавку стали в агрегате и соответственно производительность сталеплавильного цеха.
Формула изобретения
Машина для футеровки металлургических ковшей, содержащая пескометную головку и формующую опалубку, выполненную в виде сменного сектора и установленную с возможностью поворота относительно вертикальной оси, отличающаяся тем, что, с целью повышения качества набивной футеровки, сменный сектор установлен эксцентрично относительно вертикальной оси и снабжен вибратором, при этом рабочая поверхность сменного сектора выполнена со скосами, симметричными относительно горизонтальной плоскости.
ТЫ,.
№,. 1 :
:.,4 --C:: r--/-ki y---
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для футеровки металлургических ковшей | 1985 |
|
SU1258608A2 |
| Машина "орбита" для футеровки металлургических ковшей | 1974 |
|
SU519283A1 |
| Машина для футеровки металлургических ковшей | 1977 |
|
SU662267A1 |
| Устройство для футеровки металлургических ковшей | 1977 |
|
SU737129A1 |
| ПЕСКОМЕТНОЕ УСТРОЙСТВО | 2001 |
|
RU2214315C2 |
| Устройство для футеровки металлургических емкостей | 1978 |
|
SU778930A1 |
| Установка для набивки центровых | 1977 |
|
SU737126A1 |
| Способ футеровки металлургических емкостей и устройство для его осуществления | 1980 |
|
SU975201A1 |
| ПЕСКОМЕТНОЕ УСТРОЙСТВО | 2004 |
|
RU2281182C2 |
| Способ футеровки емкостей | 1977 |
|
SU671922A1 |
liv;::,ii
ipuz.5
fpus J-f
