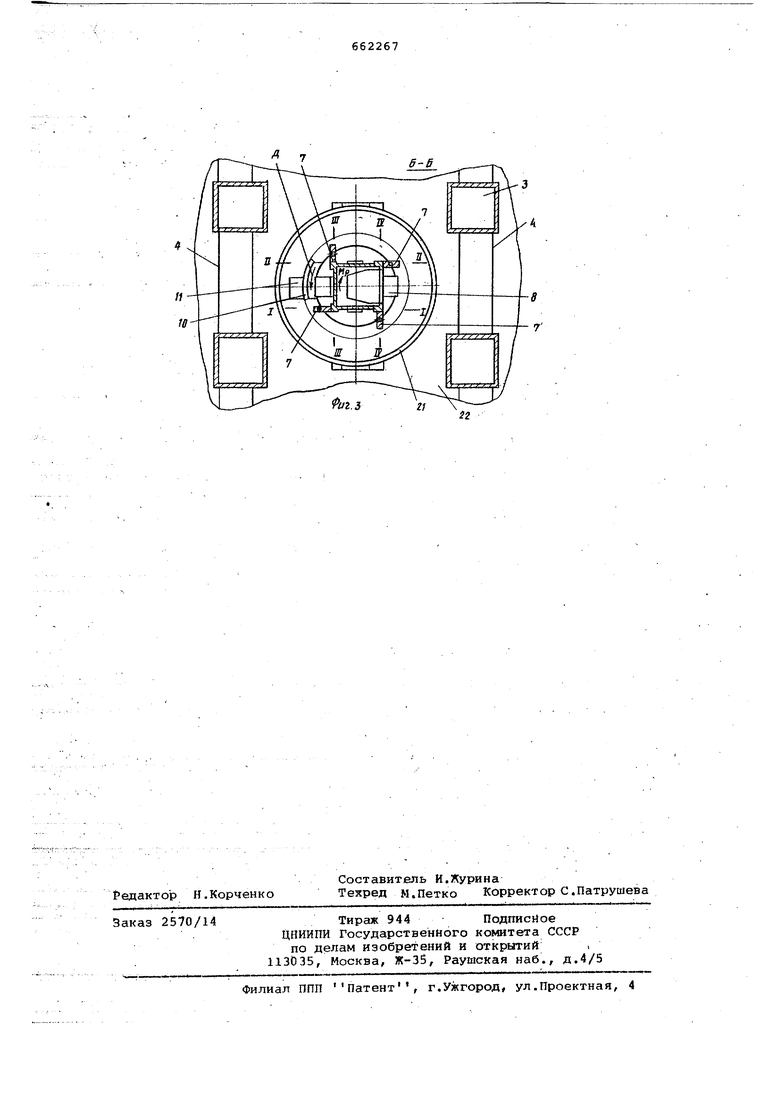
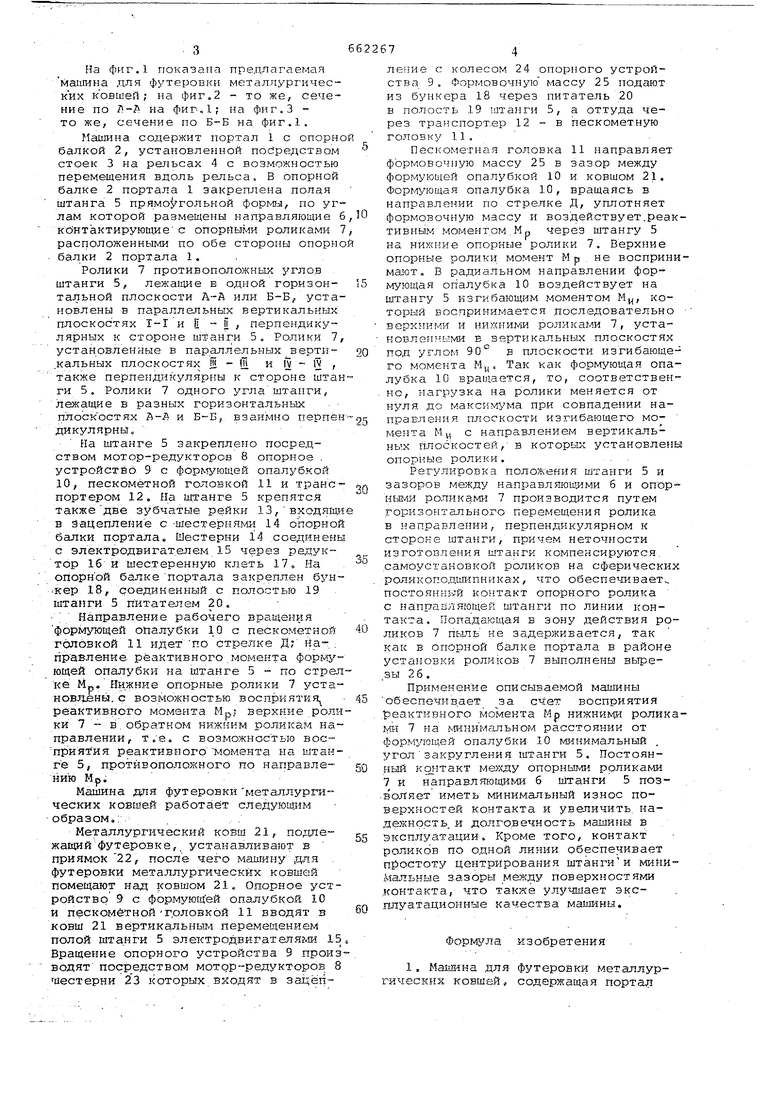
Изобретение относится к металлургии и может быть использовано для футеровки металлургических ковшей. Известна машина для футеровки металлургйческих ковшей, установленных на вращающемся постаменте. Набивка футеровки производится стационарной пескометной головкой, подающей формо вочную массу в зазор между арматурны слоем и формующей опалубкой 1, Недостаток этой конструкции заклю чается в том, что нижние, слои футеровки имеют ПЛОТНОСТЬ ниже, чем верх ние, Вследствие потерь кинетической энергии формовочной массы на пути от пескометной ГОЛОВКИ до нижних слоев футеровки. Наиболее близким техническим реше нием к описываемому изобретению является машина, состоящая из портала, несущего полую штангу, на конце кото рой укреплены поворотно пескометная головка и формующая опалубка. Полая штанга выполненг1 прямоугольной формы и по ее углам установлены направляющие, контактирующие с опорными двухребордными роликами, размещенными в диагональных плоскостях штанги 2 . Указанная машина обеспечивает равномерную ПЛОТНОСТЬ футеровки ковша, однако за счет сложности центрирования штанги посредством двухребордных роликов, размещенных в диагональных ПЛОСКОСТЯХ штанги, снижается надежность машины и долговечность ее при эксплуатации. Кроме того, вследствие различия окружных скоростей по поверхности контакта реборды происходит ее износ, образуются зазоры, ведущие к ударным нагрузкам и требующие дополнительной регулировки положения штанги, что также снижает надежность и долговечность при эксплуатации и увеличивает время tipocToeB машины. Цель изобретения - увеличение надёжности и эксплуатационной стойкости машины. Цель достигается тем, что опорные ролики противоположных углов штанги установлены в параллельных плоскостях, перпендикулярных к стороне штанги, при этом оси роликов одного угла штанги взаимно перпендикулярны, а ролики выполнены самоустанавливающимися, например, на сферических роликоподшипниках . На фиг.1 показана пре.длагаемая машина для футеровки металлургических ковшей; на фиг.2 - то же, сечение по на фиг-,1; на фиг.З то же, сечение по Б-Б на фиг.1, Маишна содержит портал .1 с опорн балкой 2, установленной пойредстврм стоек 3 на рельсах 4 с возможностью перемещения вдоль рельса. В опорной балке 2 портала 1 закреплена полая штанга 5 прямоугольной формы, по уг лам которой размещены направляющие контактирующиес опорными роликами расположенными по обе стороны опорн . балки 2 портала 1. . Ролики 7 противоположных углов штанги 5, лежащие в одной горизонтальной плоскости А-А или , уста новлены в параллельных вертикальных плоскостях T-I и |Т - 5 , перпендикулярных к стороне штанги 5, Ролики 7 установленные в параллельных верти.кальных плоскостях Ш - Ш и (v - iv , также перпендикулярны к стороне шта ги 5 , Ролики 7 одного угла штанги, лежащие в разных горизонтальных плоскостях и Б-Б, взаимно перпе дикулярнй. На штанге 5 закреплено посредством мотор-редукторов 8 опорное . устройство 9 с фop yющeй опалубкой 10, пескометной головкой 11 и транс портером 12. На )лтанге 5 крепятся также две зубчатые рейки 13,входящ в Зацепление с -шестеркями 14 опорно балки портала. Шестерни 14 соединен с электродвигателем 15 через редуктор 16 и шестеренную клеть 17„ На опорной балкепортала закреплен бун кер 18, соединенный с полостью 19 штанги 5 питателем 20. Направление рабочего вращения формующей ойалубки 10 с пескометной головкой 11 идет ПО стрелке Д; на-: правление реактивного момента ющей опалубки на штанге 5 - по стре ке Мр.Нижние опорные ролики 7 уста новпвны, с возможностью восприятия реактивного момента Мр.; верхние роли ки 7 - в.обратном нижним роликам на правлении,, т.е. с возможностью воеприятйя реактивного момента на мтан ге 5, противоположного по напрахзлению М.р. Машина для футеровкиметаллургических ковшей работает следуюш.им образом,: . Металлургический ковш 21, подлежащий футеровке, , устанавливают в приямок22, после чего мани ну для . футеровки металлургических ковшей помещают над ковшом 21 „ Опорное устройство 9 с формующей опалубкой 10 и пескомётной трловкой 11 вводят в ковш 21 вёрГикальньш перемещением полой Хатанги 5 элетстродвигателяьш 15 Вращение опорного устройства 9 произ водят пocjэeдcтвoм мотор-редукторов 8 иестерни 23 которых входят в зацёплеиие с колесом 24 опорного устройства 9, Формовочную массу 25 подают из бункера 18 через питатель 20 в полость 19 штанги 5, а оттуда через транспорт-вр 12 - в пескометную головку 11. Пескометная головка 11 направляет формовочную массу 25 в зазор между формующей опалубкой 10 и ковшом 21. Формующая опалубка 10, вращаясь в направлении по стрелке Д, уплотняет формовочную массу и воздействует,реактивным моментом. Мр через штангу 5 на нижние опорные ролики 7. Верхние опорные ролики момент Мр не воспринималот, В радиальном направлении формующая опалубка 10 воздействует на штангу 5 изгибающим моментом M., который воспринимается доследовательно верхними и нижними роликами 7, устаноБлеИ)ыми в вертикальных плоскостях под углом 90° в плоскости изгибающего момента М. Так как формующая опалубка 10 вращается, то, соответственно, нагрузка на ролики меняется от нуля до максимума при совпадении направления плоскости изгибающего момента М ц с направлением вертикальных плоскостей, в которых установлены опорные ролики.. Регулировка полож-еяия штанги 5 и зазоров между направляюаи ми 6 и опорHBiviH роликами 7 производится путем горизонтального перемещения ролика в направлении, перпендикулярном к стороне штанги, причем неточности изготовления штанги компенсируются, .самоустановкой роликов на сферических роликоподшипниках, что обеспечивает постоянный контакт опорного ролика с направляющей штанги по линии контакта. Попадающая в зону действия роликов 7 пыль не задерживается, так как в опорной балке портала в районе установки роликов 7 выполнены вырезы 26. Применение описываемой машины обеспечив.ает за счет восприятия реактивного момента Мр нижними роликаjvn-i 7 на шнимaльнoм расстоянии от формующей опалубки 10 млнимальный . угол закругления штанги 5. Постоянный контакт мемсду опорным ррликаьш 7 и направляющими б штанги 5 позволяет иметь минимальный износ поверхностей контакта и увеличить, надежность, и долговечность машины в эксплуатации. Кроме того, контакт роликов по одной линии обеспечивает простоту центрирования штангии т лшМальные зазоры между поверхностями контакта, что такгсе улучшает эксплуатационные качества маимны. Форгфла изобретения 1, MaiiH-iHa для футеровки металлургических ковшам, содержащая портал 5662267 с опорной балкой, пескометную головку и формующую опалубку, укрепленные с возможностью поворота на полой штанге прямоугольной формы, по углам которой установлены опорные ролики с обеих сторон опорной балки портала, отличающаяся тем, что, с 5 целью увеличения надежности и эксплуатационной стойкости машины, опорные ролики противоположных углов штанги установлены в параллельных плоскостях, перпендикулярных к стороне 10 .штанги, при этом оси роликов одного : угла штанги взаимно перпендикулярны. щ вы на ши вн В № 2. Машина по п.1, отлича юа я с я тем, что опорные ролики полнены самоустанавливающимися, пример, на сферических роликоподпниках. Источники информации, принятые во имание при экспертизе 1.РЖ Металлургия, № 3, 295, 1973. 2.Авторское свидетельство 519283, кл. В 22 D 41/02, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина "орбита" для футеровки металлургических ковшей | 1974 |
|
SU519283A1 |
| Машина для футеровки металлургических ковшей | 1977 |
|
SU654349A1 |
| Устройство для футеровки металлургических емкостей | 1978 |
|
SU778930A1 |
| Устройство для футеровки металлургических ковшей | 1977 |
|
SU737129A1 |
| Устройство для набивки футеровки ковшей | 1971 |
|
SU475006A1 |
| Машина для футеровки металлургических ковшей | 1985 |
|
SU1258608A2 |
| Устройство для набивки футеровки сталеразливочных ковшей | 1980 |
|
SU1038065A1 |
| Способ футеровки металлургических емкостей и устройство для его осуществления | 1980 |
|
SU975201A1 |
| ПЕСКОМЕТНОЕ УСТРОЙСТВО | 2001 |
|
RU2214315C2 |
| Установка для футеровки металлургических ковшей | 1980 |
|
SU899271A1 |