I
Изобретение относится к области черной металлургии, конкретнее к установкам для набивки центровых.
Известна установка для набивки футеровки сталеразливочных ковшей, содержащая регулируемый шаблон, расположенный в ковше, установленном под порталом с поворотной платформой на которой закреплена набивная машина с пескометной головкой, следящее устройство и реверсивный привод продольно-радиального перемещения набивной машины, отличающаяся тем, что с целью автоматического совмещения пескометной головки с зазором между регулируемым- шаблоном и арматурным слоем футеровк1и ковша и компенсации неточности установлено в виде двух ш арнирно закрепленных рычагов, стягиваемых пружиной и соединенных контактными датчиками с реверсивным приводом продольно-радиального перемещения набивной мащины 1.
Известная установка предназначена для наб/ивки футеровки сталеразливочных ковщей, однако ввиду конструктивных особенностей не мож1ет быть использбвана для набивки центровых. Кроме того, известная установка не позволяет получить необходимую плотность набивки футеровки из-за незначительной толщины ее и большой высоты футеровк1И канала.
Наиболее близким по технической сущности и достигаемым результатам является устройство для набивки футеровки сталеразливочных ковщей, содержащее вращающий стол, загрузочный бункер, шнековый питатель, нижний бункер-смеситель, сегментный щаблон, пневматическую трамбовку, укрепленную на щтанге, уравновешенной контргрузом. Сегментный шаблон
10 состоит из двух пар звездочек, насаженных на валы, на звездочки надета г теничная роликовая цепь, к звеньям которой прикреплены вертикально расположенные металлические планки, образующие поверхность 15 шаблона 2.
Недостатком известной конструкции является невозможность использования ее для набивки центровых в связи с наличием сегментного шаблона. Кроме того, недостатком
20 известной установки является недостаточно высокая производительность при набивке и качество ее.
Целью изобретения является повышение производительности при набивке и улучше25ние ее качества.
Это достигается тем, что установка снабжена щтангой-щаблоном, выполненной по форме разливочного канала, на верхнем конце которой закреплена съемная головка
30 с лопастями, имеющими форму трапеции,
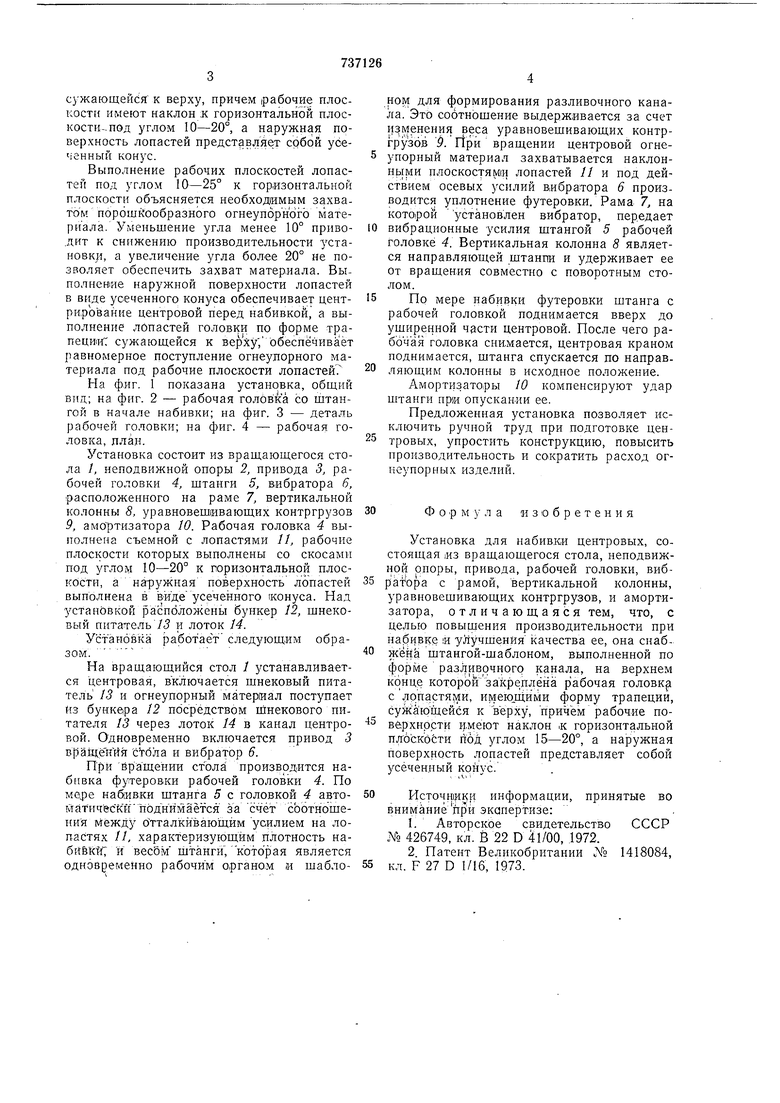
сужающейся к верху, причем рабочие плоскости имеют наклон :к горизонтальной плоскости-под углом 10-20°, а наружная поверхность лопастей представляет собой усеченный конус.
Выполнение рабочих плоскостей лопастей под углом 10-25° к горизонтальной плоскости объясняется необходимым захватом порошкообразного огнеупбрного материала. Уменьшение угла менее 10° приводит к снижению производительности установки, а увеличение угла более 20° не позволяет обеспечить захват матер иала. Выполнение наружной поверхности лопастей в виде усеченного конуса обеспечивает центрирование центровой перед набивкой, а выполнение лопастей головки по форме трапеци1иТ сул :аюшейся к верху; обеспечивает равномерное поступление огнеупорного материала под рабочие плоскости лопастей
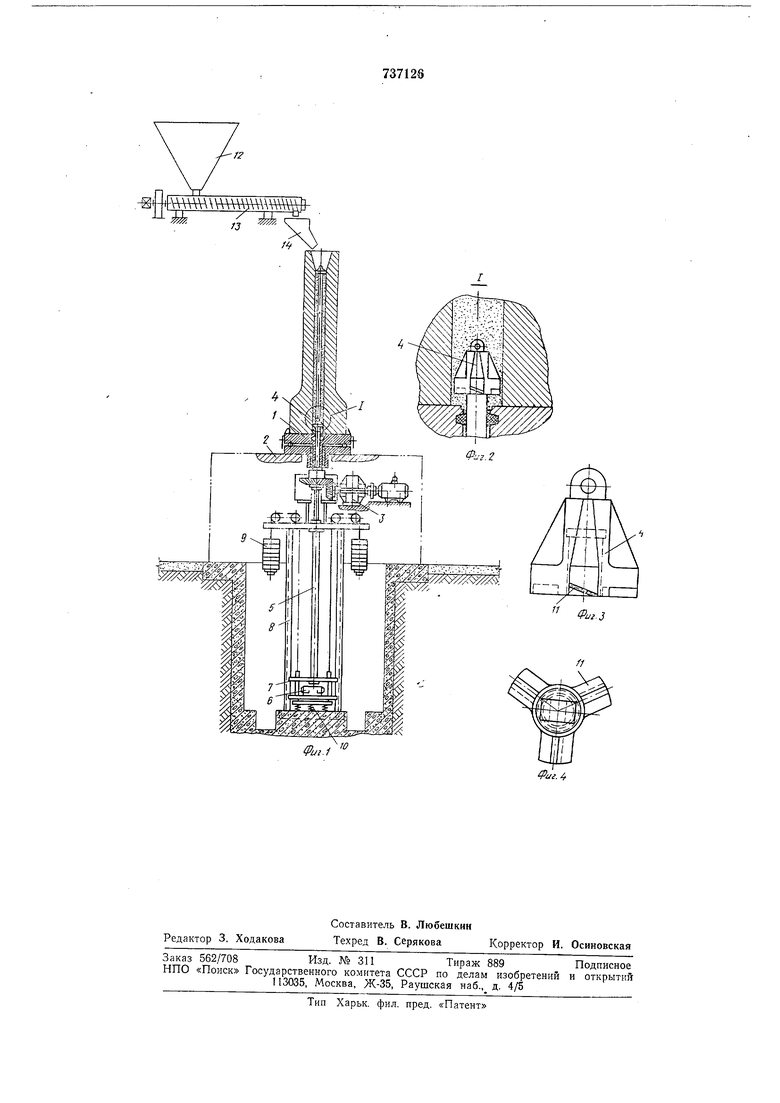
На фиг. 1 показана установка, общий вид; на фиг. 2 - рабочая головка со щтангой в начале набивки; на фиг. 3 - деталь рабочей головки; на фиг. 4 - рабочая головка, план.
Установка состоит из вращающегося стола /, неподвижной опоры 2, привода 3, рабочей головки 4, штанги 5, вибратора 6, расположенного на раме 7, вертикальной колонны 8, уравновешивающих контргрузов 9, амортизатора 10. Рабочая головка 4 выполнена съемной с лопастями 11, рабочие плоскости которых выполнены со скосами под углом 10-20° к горизонтальной плоскости, а наружная поверхность лопастей выполнена в видеусеченного конуса. Над установкой расположены бункер 12, шнековый питатель /5 и лоток 14.
Установка работает следующим образом.
На вращающийся стол / устанавливается центровая, включается шнековый питатель 13 и огнеупорный материал поступает из бунке1ра 12 посредством Шнекового питателя 13 через лоток 14 в канал центровой. Одновременно включается привод 3 вращёния ц вибратор 6.
При вращении стола производится набивка футеровки рабочей головки 4. По мере наб|ив:ки щтанга 5 с головкой 4 автомагическй поднимается за счёт соотнощения Между отталкйвающйм усилием па лопаСтях 11, характеризующим плотность набивки; и весбм щтанги; которая является одновременно рабочим органом w. шаблоном для формирования разливочного канала. Это соотношение выдерживается за счет изменения веса уравновешивающих контргрузов . При вращении центровой огнеупорный материал захватывается наклоннь1ми плоскостями лопастей // и под действием осевых усилий вибратора 6 производится уплотнение футеровки. Рама 7, на которой установлен вибратор, передает
вибрационные усилия штангой 5 рабочей головке 4. Вертикальная колонна 8 является направляющей штанпи и удерживает ее от вращения совместно с поворотным столом.
По мере набивки футеровки штанга с рабочей головкой поднимается вверх до уширенной части центровой. После чего рабочая головка снимается, центровая краном поднимается, штанга спускается по направляющим колонны в исходное положение.
Амортизаторы 10 компенсируют удар штанги при опускании ее.
Предложенная установка позволяет исключить ручной труд при подготовке центровых, упростить конструкцию, повысить произвОх ительность и сократить расход огнеупорных изделий.
Формула изобретения
Установка для набивки центровых, состоящая |из вращающегося стола, неподвижной опоры, привода, рабочей головки, вибратора с рамой, вертикальной колонны, уравновешивающих контргрузов, и амортизатора, отличающаяся тем, что, с целью повыщения производительности при набивке и улучшения качества ее, она снабжена штангой-шаблоном, выполненной по форме разливочного канала, на верхнем конц которой закр г лёна рабочая головку с опастями, имею.гцими форму трапеции, сужающейся к верху, причем рабочие поверхнрсти и.меют наклон .к горизонтальной плоскоёти под углом 15-20°, а наружная поверхность лопастей представляет собой усеченный крйус.
Источники информации, принятые во внимание при экаиертизе:
1. Авторское свидетельство СССР „YO 426749, кл. В 22 D 41/00, .1972.
2 Патент Великобритании ° 1418084, кл. F 27 D 1/16, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ футеровки металлургических емкостей и устройство для его осуществления | 1980 |
|
SU975201A1 |
| Устройство для футеровки металлургических ковшей | 1977 |
|
SU737129A1 |
| Машина "орбита" для футеровки металлургических ковшей | 1974 |
|
SU519283A1 |
| Устройство для набивки футеровки сталеразливочных ковшей | 1980 |
|
SU1038065A1 |
| Шаблон для изготовления монолитной футеровки | 1977 |
|
SU737128A1 |
| Устройство для набивки футеровки ковшей | 1971 |
|
SU475006A1 |
| Устройство для футеровки металлургических емкостей | 1978 |
|
SU778930A1 |
| Машина для футеровки металлургических ковшей | 1977 |
|
SU654349A1 |
| Установка для набивки футеровки ме-ТАллуРгичЕСКОй ЕМКОСТи | 1979 |
|
SU835637A1 |
| Установка для футеровки металлургических ковшей | 1976 |
|
SU662266A1 |