1
Изобретение относится к области металлургии, конкретнее к устройствам механизированной кладки в футеровку металлургических ковшей.
Известна машина для футеровки сталеразливочпых ковшей огнеупорным кирпичом, включающая вертикальный лотковый магазин для кирпича на трех опорах, оканчивающийся наклонным лотком, оборудованным гидроцилиндрами удлинения лотка и опор, а также для укладки кирпичей
Однако такая машина ненадежна в работе и имеет низкий уровень механизации в силу сложной системы укладки кирпича с помощью двух гидроцилиндров, действующих в двух взаимно перпендикулярных направлениях и отсутствие конструктивной связи системы подъема машины с уровнем кладки футеровки. Поэтому известная конструкция не нашла практического применения.
Известна также машина для футеровки сталеразливочных ковшей огнеупорным кирпичом, включающая поворотный стол для ковша и желоб-укладчик, выполненный в виде короба прямоугольного сечения по размерам кирпича, укрепленного на подъемной площадке {2.
Недостатком такой конструкции является то, что желоб-укладчик в нижней своей части изгибается и переходит из положения, близкого к вертикальном, в положение, близкое к горизонтальному, что не позволяет транспортировать по нему, выдавать и укладывать кирпич на ребро вертикально длинной стороной. Такая конструкция желоба-укладчика позволяет укладывать кирпич только плашмя, большим ребром к стенке ковша. Это влечет за собой нерациональный расход кирпича при машинной кладке или вынуждает один слой на ребро выкладывать вручную, для чего
необходимо иметь, кроме дополнительного числа рабочих, дополнительное рабочее место для ковша с необходимыми средствами механизации подачи кирпича и раствора.
Цель изобретения состоит в снижении удельного расхода кирпича.
Эта цель достигается тем, что желобукладчик снабжен устройством поштучной выдачи кирпичей, а на конце желобаукладчика в двух взаимно перпендикулярных стенках выполнены проемы, при этом две другие стенки выполнены со скосами, на которых последовательно друг за другом по вертикали щарнирно укреплены.
двуплечие рычаги, один из которых кинематически связаи с ириводом устройства поштучной выдачи кирпича.
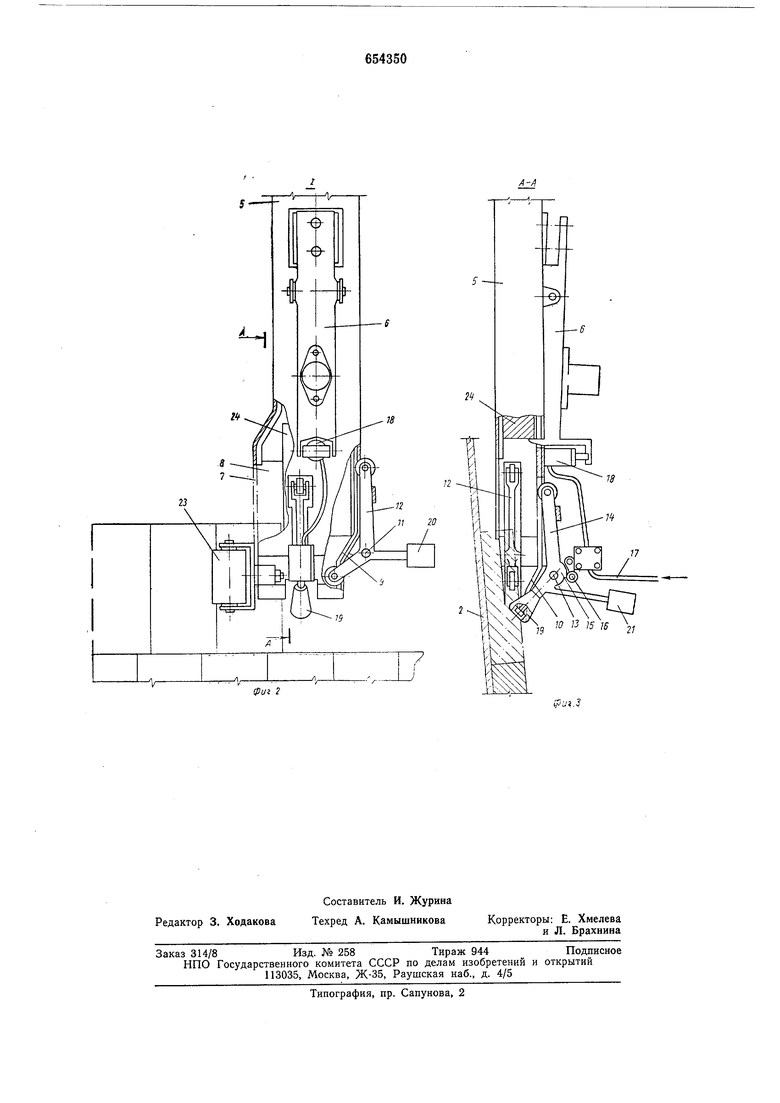
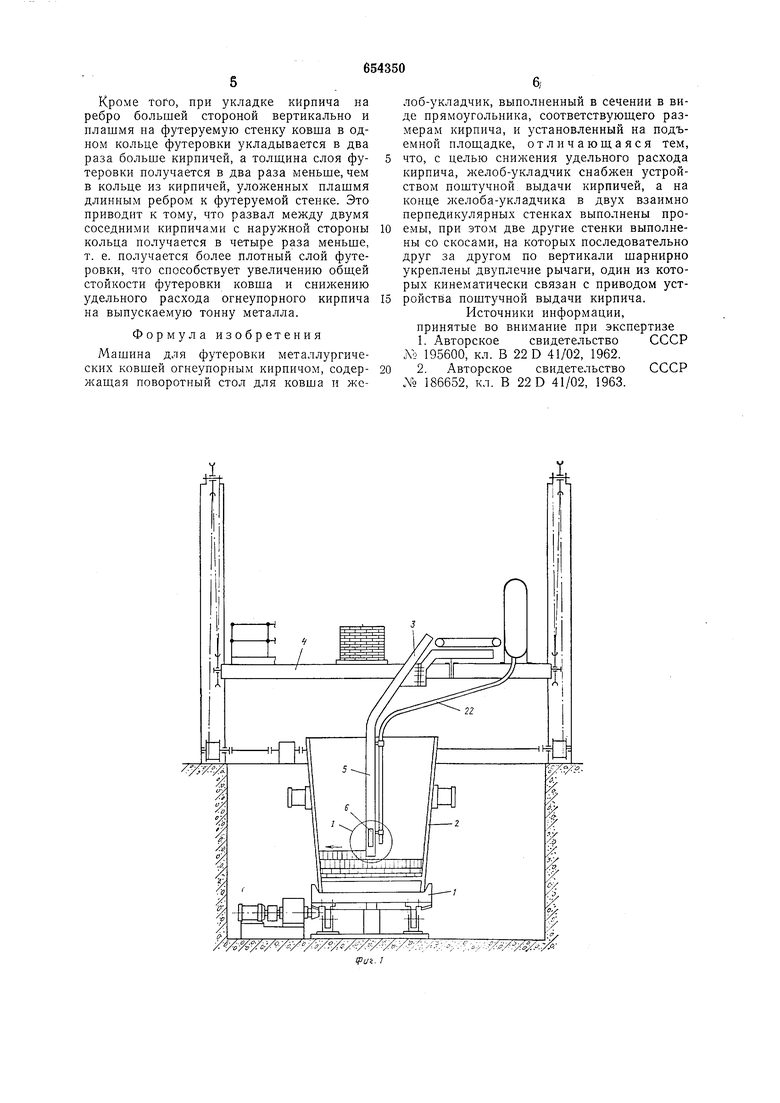
На фиг. 1 показана предлагаемая машина с частичным разрезом, вид сбоку; на фиг. 2 - нижняя часть желоба-укладчика с частичным разрезом (узел I на фиг. 1); на фиг. 3 - нижняя часть желоба-укладчика (разрез А-А на фиг. 2).
Машина для футеровки металлургических ковшей включает поворотный стол 1 для футеровки ковша 2, желоб-укладчик 3, выполненный в сечении в виде прямоугольника по размерам, соответствуюш,им размерам кирпича и укрепленный на иодъемной нлопдадке 4. Нижняя часть желобаукладчика 3 оканчивается вертикальным участком 5, который снабжен устройством 6 поштучной выдачи кирпичей. В конце, ниже устройства 6, вертикальный участок 5 желоба имеет проемы 7 и 8, расположенные в двух взаимно перпендикулярных стенках.
Проем 7 обраш,ен в сторону выкладываемого кольца футеровки, а проем 8 - в сторону футеруемой стенки ковша. Стенки желоба против проемов 7 и 8 оканчиваются внутренними скосами 9 и 10, каждый из которых направлен в сторону проема. На скосе 9 шарнирно укреплен на оси 11 двуплечий рычаг 12, а на скосе 10 шарнирно укреплен на оси 13 рычаг 14. При этом рычаг 12 расположен несколько выше, чем рычаг 14. Рычаг 14 несет на себе кулачок 15, который контактирует с рычажком воздухораспределителя 16-. Воздухораспределитель 16 соединен с одной стороны с магистралью 17 сжатого воздуха, а с другой- с пневмоприводом 18 устройства 6. Нижнее плечо рычага 14 снабжено роликом 19. Двуплечие рычаги 12 и 14 имеют противовесы 20 и 21.
Рукав 22 соединяет рабочий участок желоба-укладчика 3 с узлом для раствора.
На стенке желоба со скосом 10 укреплен ролик 23 на вертикальной оси.
Машина для футеровки ковшей работает следуюш,им образом.
Желоб-укладчик 3 заполняется и в процессе работы непрерывно пополняется с подъемной плошадки 4 кирпичом 24. Ковш 2 устанавливается на поворотный стол 1. После футеровки дна вручную выкладывается начало первого кольца футеровки стенки из трех, четырех кирпичей. Дальше кольца футеровки выкладывает машина. Для этого совмещается конец желоба с выкладываемым кольцом футеровки так, чтобы ролик 19 опирался на последний кирпич начатого кольца футеровки. Включается привод врашения поворотного стола 1. В результате начинает врашаться ковш 2, а вместе с ним - начатое кольцо футеровки, последний кирпич этого ряда уходит изпод ролика 19.
Ролик 19 с рычагом 14 под действием противовеса 21 разворачивается на оси 13 по часовой стрелке и частично перекрывает канал желоба на выходе. При развороте рычага 14 его кулачок 15 топит рычажок воздуха распределителя 16, который соединяет магистраль сжатого воздуха с пневмоприводом 18.
В результате устройство 6 немедленно выдает один кирпич 24, который, падая вниз, попадает рядом с последним кирпичом кольца футеровки и, опираясь на скос 9, по мере движения ряда, скосом 9 прижимается к нему. В конце скоса 9 кирпич 24 давит на нижнее плечо рычага 12. Рычаг 12 отклоняется, поворачивается против часовой стрелки на оси 11, верхним плечом давит на кирпич 24, выравнивая его по вертикали.
Далее при движении вниз кирпич 24 попадает на скос 10, приближается им к футеруемой стенке ковша 2 и далее давит на ролик 19, разворачивает на оси 13 против часовой стрелки рычаг 14, который верхним своим плечом заваливает кирпич 24 через проем 8 на стенку ковша 2, и он становится в ряд.
При отклонении рычага 14 против часовой стрелки кулачок 15 освобождает рычажок воздухораспределителя 16, при этом пневмопривод 18 соединяется к атмосферой, в результате чего устройство 6 готовит к выдаче очередной кирпич 24.
После выхода последнего установленного кирпича в кольцо футеровки из-под ролика 19 через проем 7 ролик 19 вместе с рычагом 14 поворачивается на оси 13 под действием противовеса 21 по часовой стрелке, действуя кулачком 15 на рычажок воздухораспределителя 16, в результате устройство 6 выдает очередной кирпич, и цикл повторяется. После формирования первого кольца футеровки желоб-укладчик 3 поднимается с площадкой 4 для выкладывания очередного кольца. Футерованный ковш снимается со стола 1.
Использование машины для футеровки металлургических ковшей позволяет, не уменьшая общей стойкости футеровки ковша, более рационально вести процесс футеровки, формируя ее толщину в каждой зоне пропорционально интенсивности размыва. Так, например, в нижней зоне стенки футеровка подвержена более интенсивному размыву и с помощью машины ее можно выложить большей толщины, в 3-4 слоя, а по мере подъема в соответствии с убывающей интенсивностью размыва уменьшить толщину футеровки до одного слоя, выложенного из кирпича на ребро большей стороной вертикально и плашмя на футеруемую стенку ковша. Это дает большую экономию огнеупорного кирпича и позволяет увеличить полезный объем ковша.
Кроме того, при укладке кирпича на ребро большей стороной вертикально и плашмя на футеруемую стенку ковша в одном кольце футеровки укладывается в два раза больше кирпичей, а толшина слоя футеровки получается в два раза меньше, чем в кольце из кирпичей, уложенных нлашмя длинным ребром к футеруемой стенке. Это приводит к тому, что развал между двумя соседними кирпичами с наружной стороны кольца получается в четыре раза меньше, т. е. получается более плотный слой футеровки, что способствует увеличению обшей стойкости футеровки ковша и снижению удельного расхода огнеупорного кирпича на выпускаемую тонну металла.
Формула изобретения
Машина для футеровки металлургических ковшей огнеупорным кирпичом, содержашая поворотный стол для ковша и желоб-укладчик, выполненный в сечении в виде прямоугольника, соответствующего размерам кирпича, и установленный на подъемной площадке, отличающаяся тем, что, с целью снижения удельного расхода кирпича, желоб-укладчик снабжен устройством поштучной, выдачи кирпичей, а на конце желоба-укладчика в двух взаимно перпедикулярных стенках выполнены проемы, при этом две другие стенки выполнены со скосами, на которых последовательно друг за другом по вертикали шарнирно укреплены двуплечие рычаги, один из которых кинематически связан с приводом устройства поштучной выдачи кирпича.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР АО 195600, кл. В 22D 41/02, 1962.
2.Авторское свидетельство СССР .YO 186652, кл. В 22D 41/02, 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для футеровки металлургических ковшей | 1977 |
|
SU686817A1 |
| Устройство для поштучной выдачи изделий | 1977 |
|
SU648416A1 |
| Машина для футеровки сталеразливочных ковшей | 1973 |
|
SU519078A1 |
| ВСЕСОЮЗНАЯ ; | 1971 |
|
SU301222A1 |
| Машина "орбита" для футеровки металлургических ковшей | 1974 |
|
SU519283A1 |
| Шаблон | 1979 |
|
SU863177A1 |
| Устройство для футеровки вращающейся печи | 1981 |
|
SU1024674A1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2407969C1 |
| АВТОМАТ-УКЛАДЧИК КИРПИЧА-СЫРЦА НА ПЕЧНУЮВАГОНЕТКУ | 1971 |
|
SU295730A1 |
| Способ автоматизированной огнеупорной футеровки печей и роботизированный комплекс для его осуществления | 2018 |
|
RU2700435C2 |