Изобретение относится к области металлургии, в частности к устройствам для механиаированной кладки футеровки ковше огнеупорным кирпичом. Известна машина для футеровки сталеразливочных ковшей огнеупорным кирпи- чем, имеющая вертикальный лотковый магаз Ш на трех опорах, оканчиваюш.ийся наКЛОНШ.1М лотком, оборудованным гидродилиндром удлинения лотка и опор, а также для укладки кирпича l. Недостатком такой конструкции является ее ненадежность в работе и низкий уровень механизации в силу сложной системы укладки кирпича с помощью двух гидроцилиндров, действующих в двух взаимно перпендикулярных направлениях, и отсутствия конструктивной связи системы подъема машюпл с уровнем кладки футеровки. Поэтому указанная конструкция не получила практического применения. Известна также машина для футеровки сталеразливочных ковшей огнеупорным кир пичем, имеющая поворотный стол для ков- ша, желоб-укладчик кирпича и люльку для оператора футеровщика, укрепленные на подъемной площадке 2 , Недостатками этой конструкции является то, что машина не имеет устройств, обеспечивающих поштучную выдачу кирпича; рабочее место оператора - футеровщика укреплено на подъемной площадке отдельно От желоба - укладчика на горизонтальной оси, в силу чего при отклонении перемешается только в одной вертикальной плоскости, что не позволяет обслуживать с нее укладку кирпичей в верхней части стенки расщиряюшегося кверху ковша, так как с подъемом желоба н рабочего места стенка ковша удаляется от рабочего места. Зти недостатки не позволяют использовать машину для выполнения других технологических операций, необходимых при футеровке ковша, например таких, как подача кирпича в рабочую зону при ручной футеровке дна ковша н его славных носков, а также для выполнения футеровки
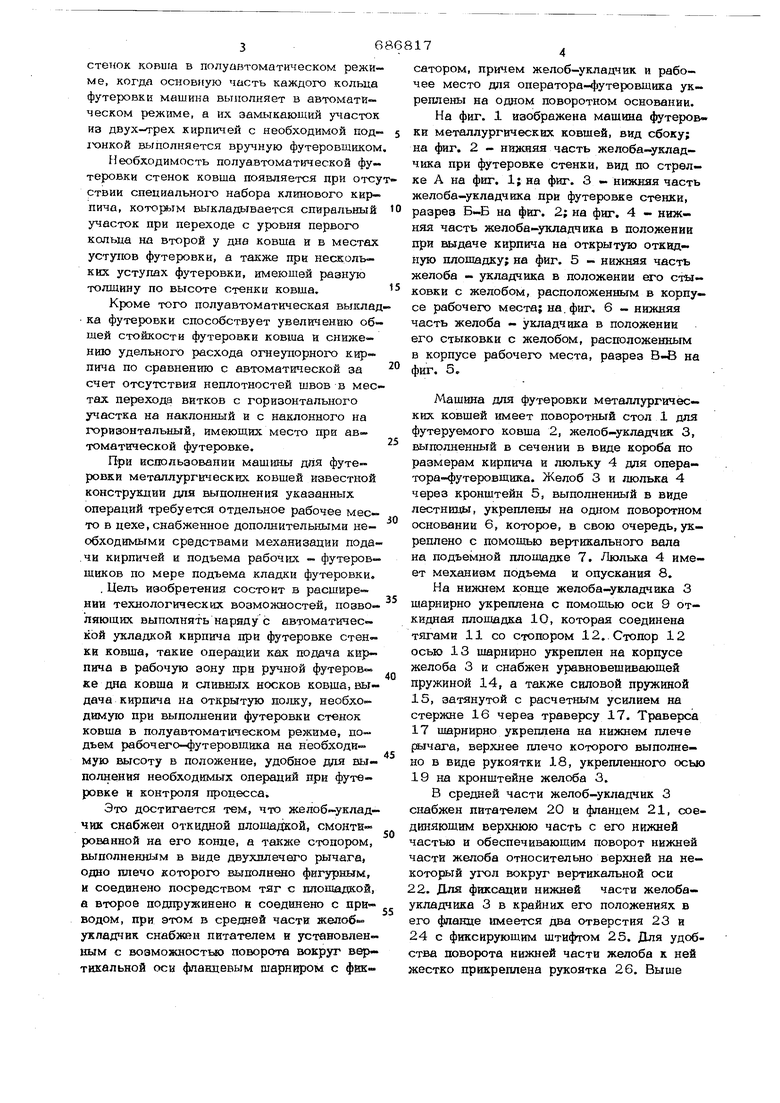
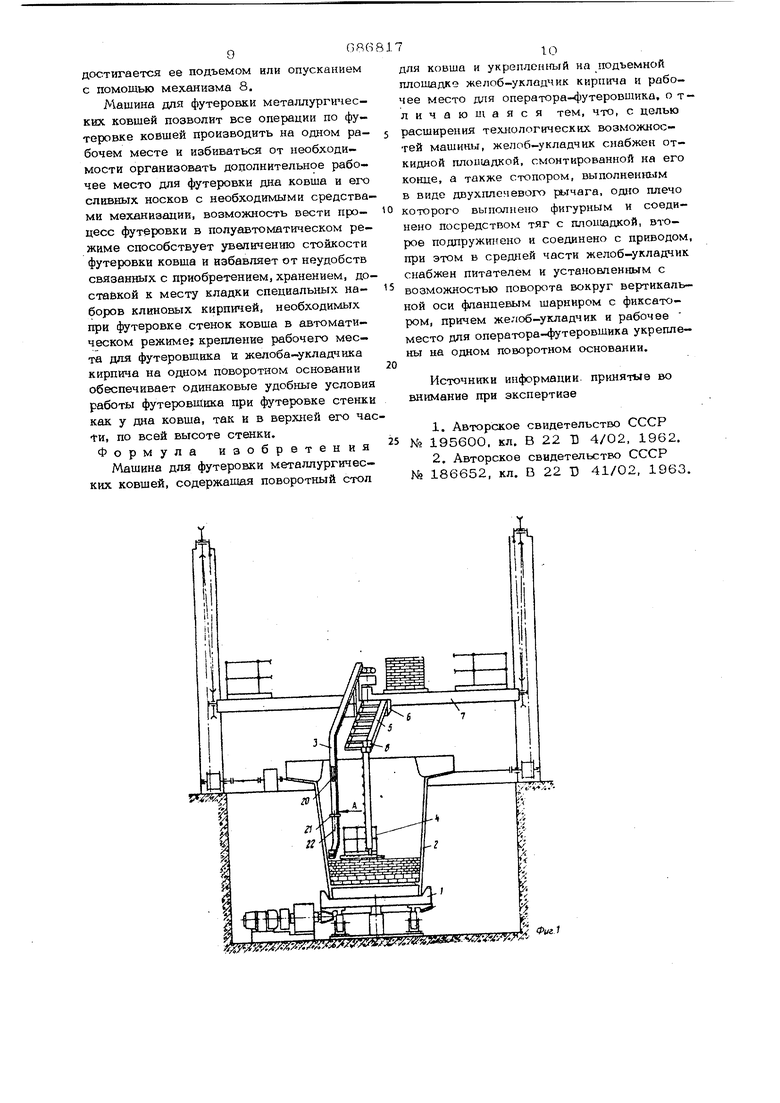
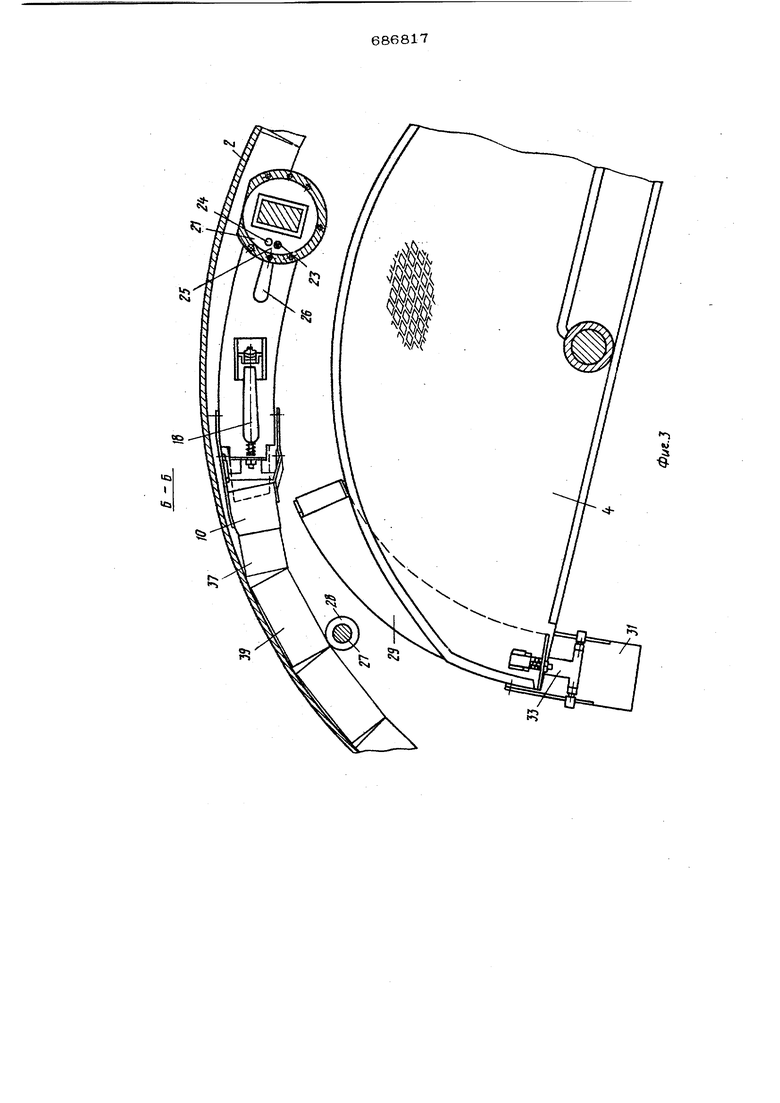
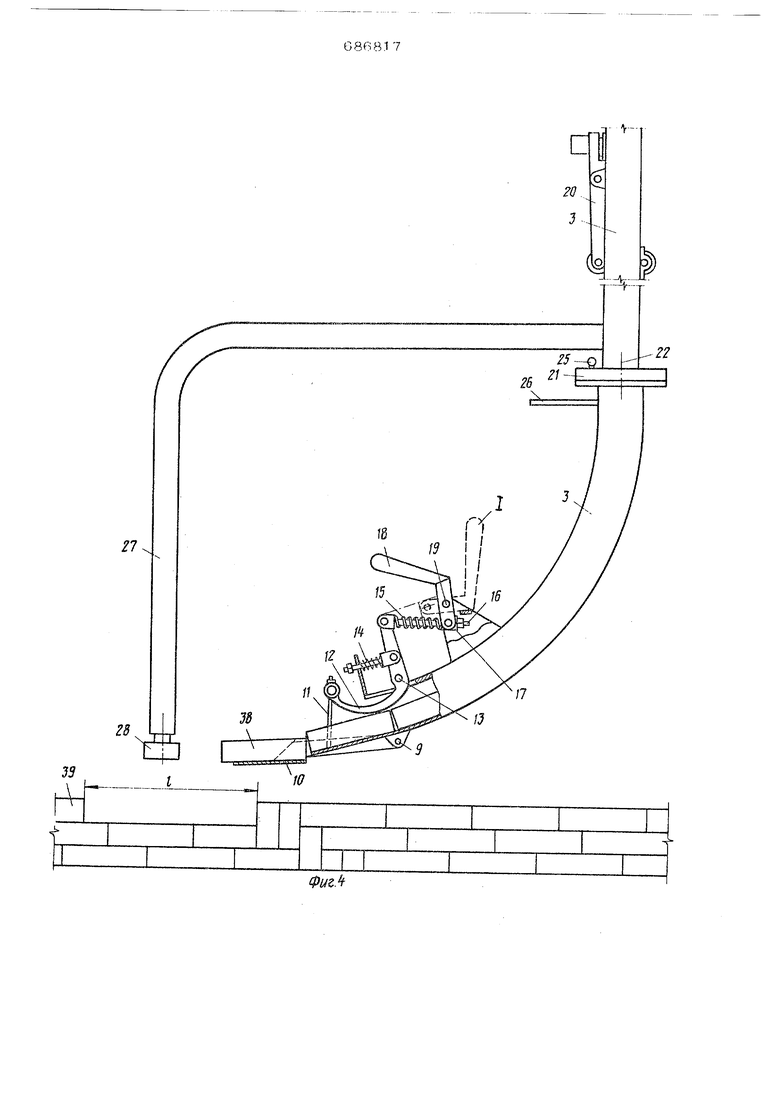
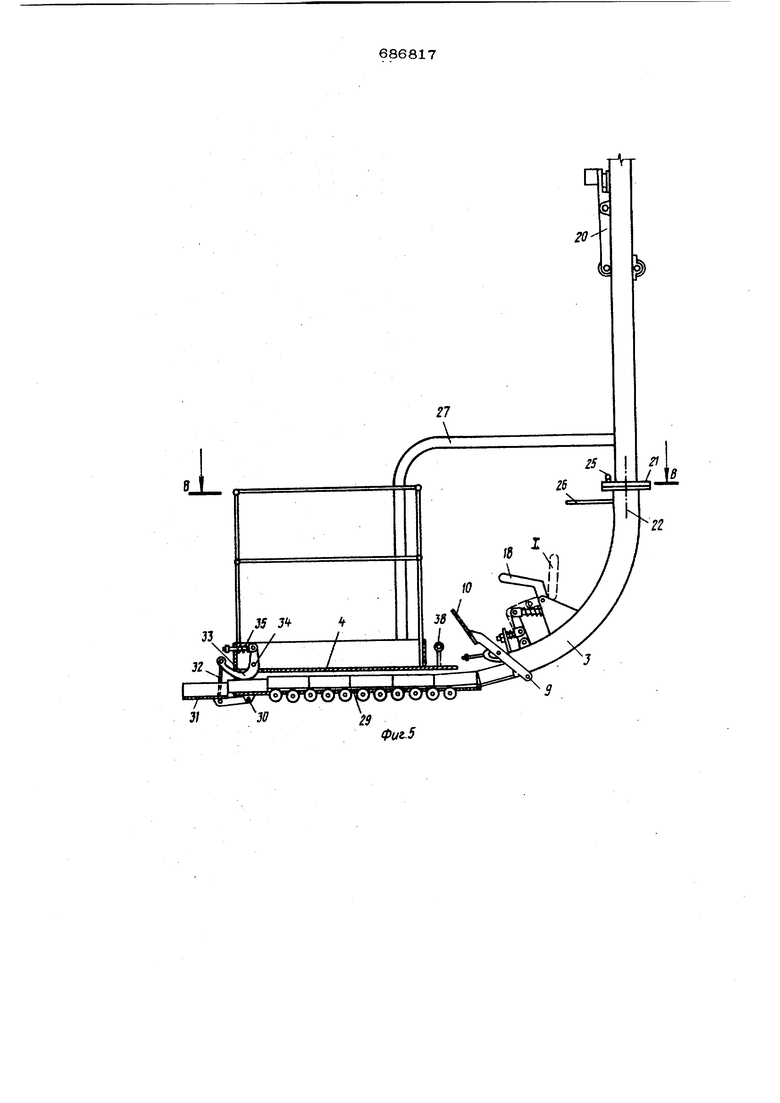
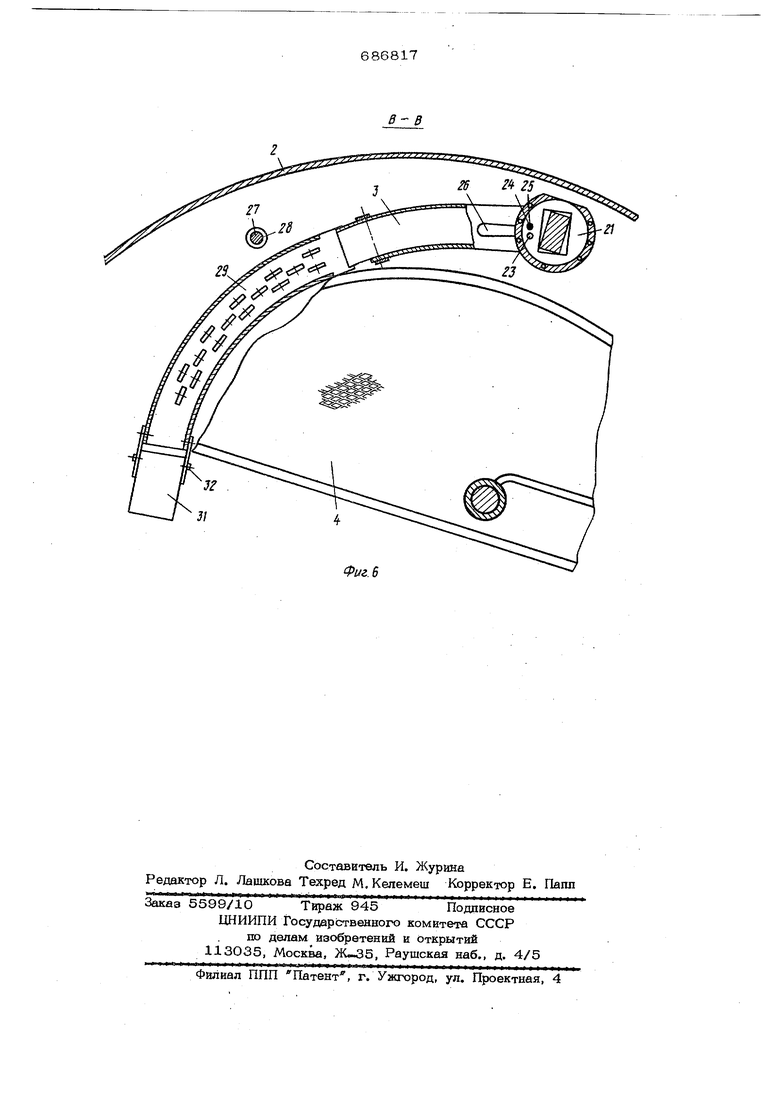
стетгок ковша в полуавтоматическом режиме, когда основную часть каждого кольца футеровки машина выполняет в автоматическом режиме, а их замыкающий участок ка двух- рех кирпичей с необходимой под jxjHKofi выполняется футеровщиком Необходимость полуавтоматической футеровки стенок ковша появляется при отсу ствии специальноххэ набора клинового кир- пича, KOTOjbiM выкладывается спиральный участок при переходе с уровня нервохю кольца на второй у дна ковша и в местах уступов футеровки, а также при нескольких уступах футеровки, имеющей разную толщину по высоте стенки ковша. Кроме того полуавтоматическая вы1слад ка футеровки способствует увеличению общей стойкости футеровки ковша и снижению удельного расхода огнеупорного кирпича по сравнению с автоматической за счет отсутствия неплотностей швов в местах перехода витков с горизонтального участка на наклонный и с наклонного на горизонтальный, имеющих место при автоматической футеровке. При использовании машины для футеровки металлургических ковшей известной конструкции для выполнения указанных операций требуется отдельное рабочее место в цехе, снабженное дополнительными необходимыми средствами механизации пода.чи кирпичей и подъема рабочих - футеровщиков по мере подъема кладки футеровки, . Цель изобретения состоит в расширении технологических возможностей, позволяющих выполнять наряду с автоматической укладкой кирпича пра футеровке стенки ковша, такие операции как подача кирпича в рабочую зону при ручной футеров ке дна ковша и сливных носков ковша, выдача кирпича на открытую полку, необходимую при выполнении футеровки стенок ковша в полуавтоматическом режиме, по дьем рабочего-футеровщика на необходИ мую высоту в положение, удобное для выполнения необходимых операций при футеровке и контроля процесса. Это достигается тем, что желоб-укладчик снабжен откидной плошадаой, смонтированной на его конце, а также стопором, выполненным в виде двухплечего рычага, одно плечо которого выполнено фигурным. И соединено посредством тяг с плошадкой, а второе подпружинено R соединено с приводом, при этом в средней части желоб укладчик снабжен питателем и установленным с возможностью поворота вокруг вертикальной оси фланцевым шарниром с фйксатором, причем желоб-укладчик и рабочее место для оператора-футеровщика укреплены на одном поворотном основании. На фиг. 1 изображена машина футеровки металлургических ковшей, вид сбоку; на фиг. 2 - нижняя часть желоба-укладчика при футеровке стенки, вид по стрелке А на фиг. 1; на фиг. 3 - нижняя часть желоба-укладчика при футеровке стенки, разрез Б-Б на фиг. 2; на фиг. 4 - нижняя часть желоба-укладчика в положении при выдаче кирпича на открытую откидную площадку; на фиг. 5 - нижняя часть желоба - укладчика в положении его стыковки с желобом, расположенным в корпусе рабочего места; на. фиг, 6 - нижняя часть желоба - укладчика в положении его стыковки с желобом, расположенным в корпусе рабочего места, разрез В-в на фиг. 5, Машина для футеровки металлургических ковшей имеет поворотный стол 1 для футеруемого ковша 2, желоб-укладчик 3, Шзгполненный в сечении в виде короба по размерам кирпича и люльку 4 для оператора-футеровщика. Желоб 3 и люлька 4 через кронштейн 5, выполненный в виде лестницы, укреплены на ошгом поворотном основании 6, которое, в свою очередь, укреплено с помощью вертикального вала на подъемной площадке 7. Люлька 4 имеет механизм подъема и опускания 8. На нижнем конце желоба-укладчика 3 шарнирно укреплена с помошью оси 9 откидная площадка 1О, которая соединена тягами 11 со стопором 12,. Стопор 12 осью 13 шарнирно укреплен на корпусе желоба 3 и снабжен уравновешивающей пружиной 14, а также силовой пружиной 15, затянутой с расчетным усилием на стержне 16 через траверсу 17. Траверса 17 шарнирно укреплена на нижнем плече рычага, верхнее плечо которого выполнено в виде рукоятки 18, укрепленного 19 на кронштейне желоба 3. В средней части желоб-укладчик 3 снабжен питателем 20 и фланцем 21, соединяющим верхнюю часть с его нижней частью и обеспечивающим поворот нижней части желоба относительно верхней на некоторый угол вокруг вертикальной оси 22. Для фиксации нижней части желобаукладчика 3 в крайних его положениях в его фланце имеется два отверстия 23 и 24 с фиксирующим штифтом 25. Для удобства поворота нижней части желоба к ней жестко прикреплена рукоятка 26. Выше фланда 21 на желобе-укладчике 3 укреплен кро штейн 27 с копирующим роликом 28. В рабочем месте под его полом установлен желоб 29, оканчивающийся шарнирно укрепленной на оси 30 открытой папкой 31, соединенной тягами 32 с тормозной ко лодкой 33, укрепленной на оси 34. Пру жина 35 уравновешивает тормозную колодку 33 и подвешенную на нее открытую полку 31, таким образом, что свободная полка 31 находится на уровне основания желоба 29, а тормозная колодка 33 не касается находящегося под ним кирпича. Желоб 29 служит для подачи кирпича на желоба-укладчика Зна открытую площадку 31 при футеровке дна ковша (см, фиг. 5 и фиг. 6). Подача раствора в зону кладка производится по шлангу 36. . Кроме того, машина снабжена системо датчиков, обеспечивающих автоматическое переключение основных механизмов при выполнении отдельных операций. Машина для футеровки металлург{1чес- ких ковшей может быть использована при подаче кирпича в рабочую зону при ручной футеровке дна ковша при футеровке стенки в автоматической и полуавтоматическом режимах и при подаче кирпича в рабочую зону при ручной футеровке сливных носков ковща. Машина работает следующим образом. Перед включением в работу машины желоб-укладчик 3 заполняют кирпичом 37 с подъемной площадки 7, предварительно перед этим рукоятку стопора переводят в положение 1. Заполняют кирпичом желоб 29, после чего кирпич в нем запирается штырями 38 от случайного ы 1гшда- НИН. Футеруемый ковш 2 устанавливают н поворотный стол 1. Для подачи кирпича в рабочую зону при ручной футеровке дна ковша желоб-укладчик 3 с рабочим местом вводят в ковш. При этом используют механизмы подъемной площадки 7 и поворотного основания 6. Желоб-укладчик 3 и рабочее место приводят в положение, изображенное на фиг. 5 и фиг. 6; откидная площадка 10 поднята в верхнее положение, нижняя часть желоба-укладчика 3 состьткована с началом желоба 29, что обеспечивается наличием фланца 21 и рукоятки 26 и фиксируется в этом поло жении штифтом 25 через отверстие 24. Штыри 38 извлекают из отверстий в верх ней стенке желоба 29. Питатель 20 приводят в рабочее положение, при котором он отсекает избыточное давление столба кирпичей, расположенного в желобе-укладчике. 3 выше питателя 20. Начало работы при выполнении этой технологической операции начинается после перевода рукоятки стопора из положения I, при котором стопор 12 под воздействием пружины 15 зажимает кирпич 38, препятствуя его выходу из желоба 3, в положение рукоятки стопора, когда пружина 15 не оказывает никакого действия на стопор 12, который поднимается пруЖ1ШОЙ 14 над , не имен с ним контакта. Под действием расчетного веса столба кирпичей в желобе-укладчике 3, расположенного ниже питателя 2О, кирпичи выходят из желоба 3 в желоб 29, вытесняя из него кирпич на полку 31. Под действием веса поступившего кирпича открытая полка 31 опускается, поворачиваясь на оси 30, через тяги 32 поворачивает тормозную колодгсу 33 вокруг оси 34, зажимая ею при этом кирпич в желобе 29. прекращает дальнейшее движение кирпича. После снятия кирпича с открытой полки 31, тормозная колодка 33 силою уравновешивающей прунсшшт 35 поднимается в исходное пололсепие и прекращает свое тормозное действие на кирпич в желобе 29. В результате, первый кирпич из желоба 29 по описанной схеме немедленно перемешается на открытую полку, а ряд кирпичей в желобе 29 снова останавливается от действия тормозной колодки 33. При этом пополнение столба кирпичей в желобе-укладчике 3 ниже питателя 2О производится автоматически по мере выдачи кирпичей на открытую полку 31 питателем 2О. Снятые с полки 31 кирпичи укладываются в футеровку участка Д11а ковща, прилегающего к полке 31. После удаления фронта укладки футеровки от полки 31 он приблих ается к ней поворотом ковша в удобное положение путем вращения поворотного стола 1 в нужном направлении. Для футеровки стенки ковша в автоматическом режиме желоб-укладчик 3 приводится в положение, изображенное на фиг, 2 и фиг. 3, Откидная полка 10 поднята в верхнее положение, нижняя часть нселоба-укладчика 3 зафиксирована штифтом 25 в Отверстие 23 в своем правом (по ходу кирпича) положении на 1О-2Омм выше первого витка перед последним кирпичом 39 этого витка. Первъ1й виток футер(5вки с применением специального набора кл{шового кирпича для выполнения наклонного участка 40
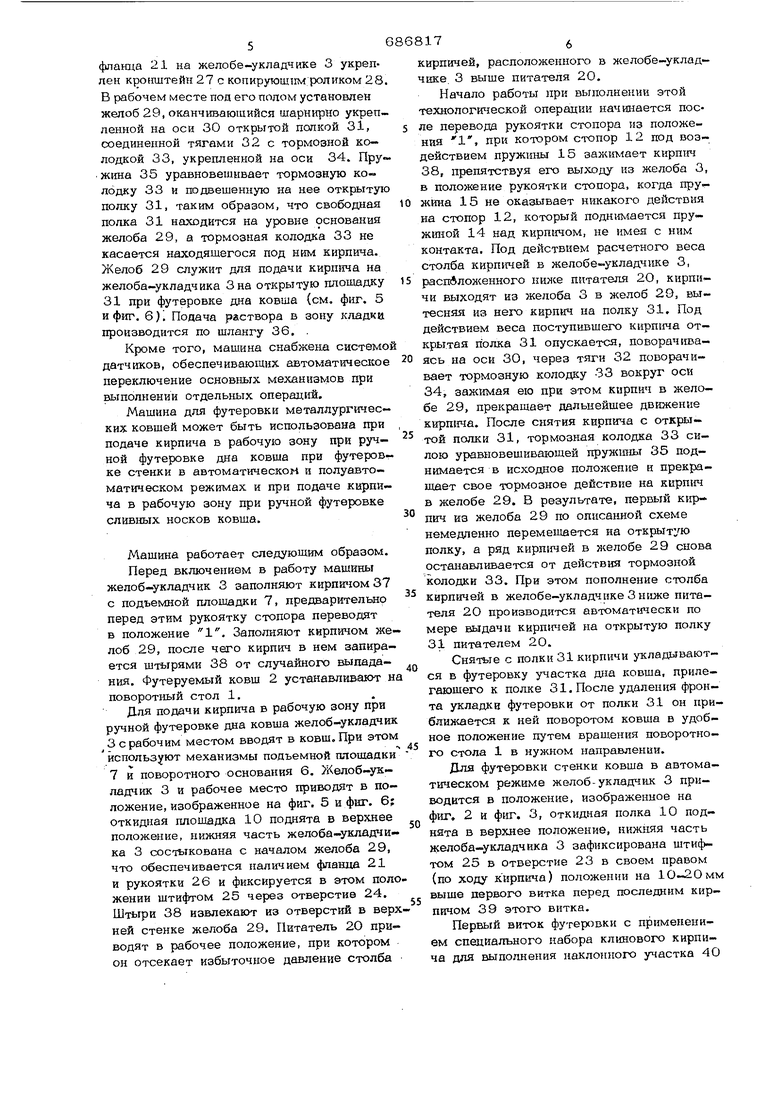
1М.(1 олняется . Копирующий ролик 28 после включения пиевмоирнвода (ца чертожох не покагмш) поворотного основания i. дпвнт на кирпич 29, прижимая его к стенке KOBUIQ 2. Рукоятка стопора переводится из положения 1 в положение, при котором стопор 12 поднимается )шд кирпичом силою уравновешивающей пружины 14 и не препятствует выходу KHpnifia из желоба под действием собственного ве-ю са столба. Кирпич 38 выходит из желоба и упирается в последний кирпич 38 начатого витка футеровки. Включается привод враишнця стола 1 против часовой стрелки и начинается футеровка стенки ковша 2 в автоматическом режиме. При этом на наклонных участках всех доследующих вит ков производится автоматический подъем желоба на высоту кирпича, путем включения привода подъема плоишдки 7. Работа машины при футеровке стенки в полуавтоматическом режиме {при отсутствии набора клинового кирпича), складывается из двух периодов. В первом периоде, после формирования начала кольца футеровки вручную, машина приводится в положение и работает как при футеровке в автоматическом режиме. При этом в ав томатическом режиме выкладывается ма шиной каждое кольцо футеровки, за исклю чением замыкающего его участка (см. фиг. 4). Во втором периоде выполня ется вручную замыкающий участок f каждого кольца футеровки, а машина при этом обеспечивает подачу кирпича в рабо чую зону. Для этого желоб-укладчик 3 при водится в положение, изображенное на фиг. 4. После завершения выкладки основной части кольца футеровки автоматичес- .ки происходит отключение привода вращения поворотного стола 1 и включение подъема площадки 7 на высоту кольца футеровки, а также отключение привода подъема площадки 7 по окончании этого подъема. При этом, футеровщиком, находящимся на рабочем месте, рукоятка стопора переводится в положение 1 для предотвращения самопроизвольного выхода кирпича из желоба. В положении рукоятки стопор 12 силою пружины 15, поворачиваясь вокруг оси 13, зажимает кирпич в желобе 3, создает трение, силой ко торого гасится весь напор столба кирпича в желобе. Далее плоииадка 10 переводится в нижнее положение. Включением перевода вращения поворотного стола 1 замыкающий участок 2 приводится в удобное положение относительно откидной полки Ю включается питатель 2(.i, ni(vie 401X1 рукоятка сч-опора переводится нз положения 1 в положение, при котором силовая пружина 15 не пр:5изводит никакого давления на стсяюр 12, а пружина 14 поднимает eix) над кирпичом. В результате, кирпич 38 под действием веса расчетного столба кирпичей, расположенного ниже питателя 2О, выходит на откр11Гтую пло- щадку 10 и своим весом разворачивает ее вокруг оси 9, при этом через тяги 11 поворачивает на оси 13 стопор 12, осаживая пружину 14, зажимает им кирпич, находящийся под ним в желобе-укладчике 3. В результате, дальнейшее продвижение в желобе прекращается. Кирпич, находящийся на открытой плоишдке 10, может быть взят футеровщиком для н ыполнения замыкающего участка кольца футеровки, после чего силою пружины 14 стопор 12 поднимается над кирп1гчом и дает ему возможность под действием веса столба кирпича, расположенного ниже питателя 20, переместиться на откидную полку 10, Пополнение С1хэлба кирпичей, расположенного ниже питателя 20, производится автоматически питателем 20 по мере поступления их на откишую плопшдку 1О. При выполнении замыкающего участка кольца футеровки оформляется начало следующего кольца, с которого начинается очередной цикл маш{шы в этом режиме работы. По мере подъема кладки футеровки в соответствии с уклоном стенки ковша 2 вместе с желобом-укладчиком 3 отклоняется и укрепленная на одном и том же поворотном основании б рабочее место, чем обеспечиваются одинаковые удобные условия работы футеровщику как у дна ковша, так и в верхней его части. Для подачи кирпича в рабочую зону при ручной футеровке сливных носков ковша желоб-укладчик 3 приводится в положение как во втором периоде работы в полуавтоматическом режиме (см. фиг. 4). Включением механизмов подъема площадки 7 и вращения новоротного стола 1 футеруемый носок ковша 2 приводится в удобное положение относительно откидной площадки 10. Работа машины при выполнении этой технологической операции проходит по схеме работы полуавтоматичес- режима во периоде. Удобное положение рабочего места по высоте относительно рабочей зоны кладки футеровки и желоба-укладчика 3 при выполнении всех технологических операций достигается ее подъемом или опусканием с помощью механизма 8, Машина для футеровки металлургических ковшей позволит все операции по футеровке ковшей производить на одном рабочем месте и избиваться от необходимости организовать дополнительное рабочее место для футеровки дна ковша и его сливных носков с необходимыми средствами механизации, возможность вести процесс футеровки в полуавтоматическом режиме способствует увеличению стойкости футеровки ковша и избавляет от неудобств связанных с приобретением, хранением, доставкой к месту кладки специальных наборов клиновых кирпичей, необходимых при футеровке стенок ковша в автоматическом режиме; крепление рабочего места для футеровщика и желоба-укладчика кирпича на одном поворотном основании обеспечивает одинаковые удобные условия работы футеровщика при футеровке стенки как у дна ковша, так и в верхней его час tи, по всей высоте стенки. Формула изобретения Машина для футеровки металлургических ковшей, содержащая поворотный стол 08 7 для ковша и укрепленный на годъемной плошадко желоб-укладчик кирпича и рабочее место для оператора-футеровщика, о тличающаяся тем, что, с целью расширения технологических возможностей машины, желоб-укладчик снабжен откидной площадкой, смонтированной на его конце, а также стопором, выполненным в виде двухплемевого р 1чага, одно плечо которого выполнено фигурным и соединено посредством тяг с площадкой, второе подпружинено и соединено с приводом, при этом в средней части желоб-укладчик снабжен питателем и установленным с возможностью поворота вокруг вертикальной оси фланцевым шарниром с фиксатором, причем желоб-укладчик и рабочее место для оператора-футеровшика укреплены на одном поворотном основании. Источники информации принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 195600, кл. В 22 В 4/02, 1962. 2.Авторское свидетельство СССР № 186652, кл. В 22 Б 41/02, 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для футеровки металлургических ковшей | 1977 |
|
SU654350A1 |
| ВСЕСОЮЗНАЯ ; | 1971 |
|
SU301222A1 |
| Машина для футеровки сталеразливочных ковшей | 1973 |
|
SU519078A1 |
| Футеровщик | 1982 |
|
SU1060908A1 |
| Машина для футеровки конвертера | 1974 |
|
SU508529A1 |
| РАБОЧАЯ ПЛОЩАДКА И ЕЕ ПРИМЕНЕНИЕ | 2011 |
|
RU2561547C2 |
| Машина для кладки кирпича | 1974 |
|
SU962551A1 |
| Устройство для футеровки вращающейся печи | 1981 |
|
SU1024674A1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2407969C1 |
| Машина для футеровки боковой внутренней поверхности сталеразливочных ковшей | 1960 |
|
SU136523A1 |

21
28
33
26
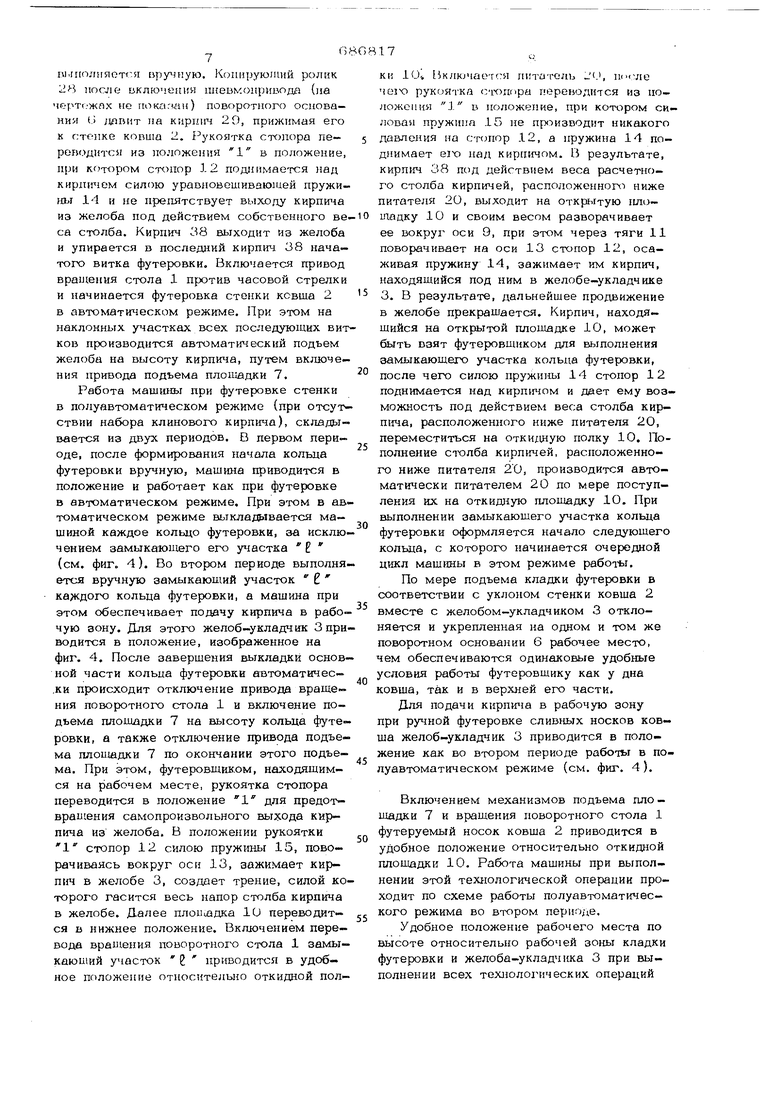
/7
/J 30 г 2/л2/л2/ Л2/л2А2/ йД2/ Фиг.5
