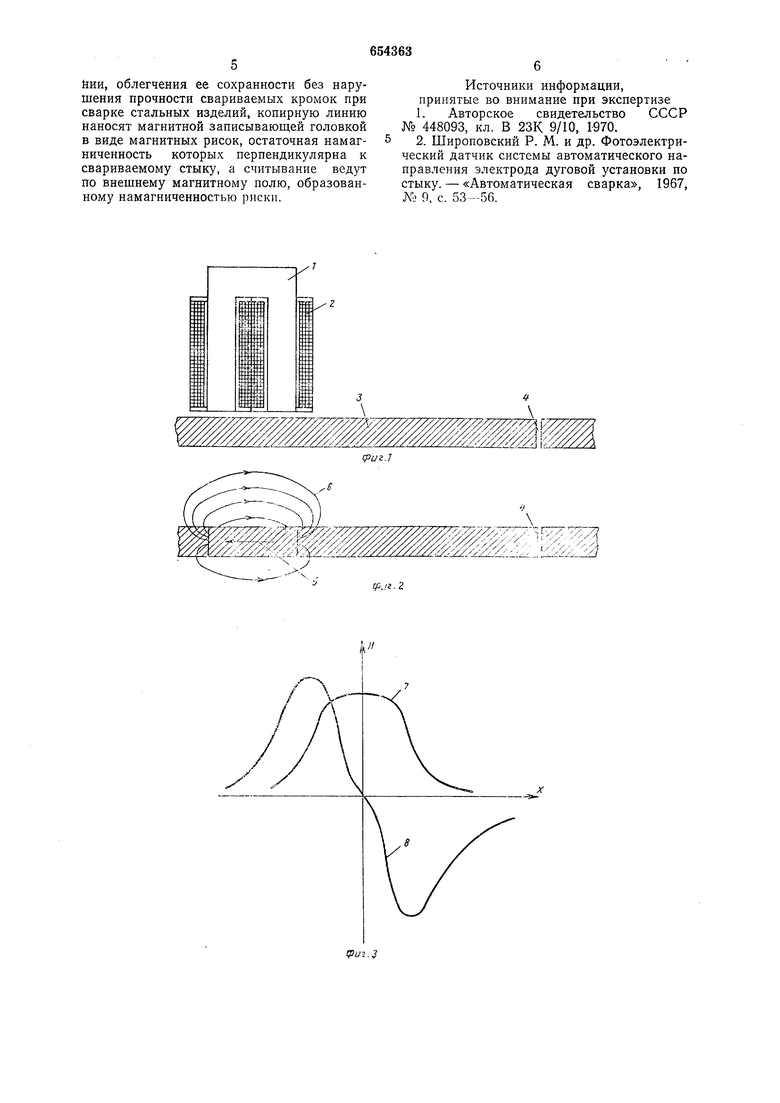
образованного магнитной риской; на фиг. 3 - распределение иродольной и перпендикулярной относительно остаточной намагниченности составляющнх напряженности ноля магнитной риски над изделием.
При технологической подготовке изделия к сварке одновременно с окончанием обработки кромок нзделия параллельно свариваемой кромке записывается магнит51ая риска, ширина которой достаточна для образования внешнего магнитного поля.
П-образный магнитопровод 1 записывающего устройства, на который надеты катзшки 2, своими торцами обращен к поверхности свариваемого изделия 3, причем линия, нроходяишя через середины торцов, перпендикулярна к линии стыка 4, а расстояния от обоих торцов до поверхности изделия равны (фиг. 1).
Записывающее устройство монтируется на механизме, который обеспечивает постоянное расстояние но высоте между поверхностью заготовки и магнитопроводом 1, а также между кромкой заготовки и магнитопроводом.
Механизм должен позволять переустаиовку записывающего устройства при обработке штучных заготовок. Такой механизм может быть выполнен, например, в виде пантографов с двумя степенями свободы, обеспечивающими копирование кромки и поверхности заготовки. При сварке производится считывание этого внешнего магнитного поля при помощи потокочувствительного элемента так, чтобы этот элемент выводился на середину риски, при этом механически жестко соединенный с ним электрод будет выводиться на стык.
При записи по катушкам 2 протекает постоянный ток, который образует магнитное поле, проникающее в стальное свариваемое изделие. Сила тока выбирается такой, чтобы создаваемая им напряженность магнитного поля в материале свариваемого изделия в 5-6 раз превыщала его коэрцитивную силу. При этом материал изделия будет намагничен практически всегда до насыщения.
Габариты П-образного магнитопровода 1 выбирают исходя из минимально допустимого расстояния между торцами магнитопровода и свариваемым стальным изделием, толщины изделия и его магнитных свойств. Для стальных листов толщиной 10 мм применяется П-образный магнитопровод с шириной керна, равной 10 мм, и расстоянием между ближайшими друг к другу ребрами обоих торцов, равным 10мм. Расстояние между поверхностью изделия и торцами магнитопровода равно 0,5-2мм.
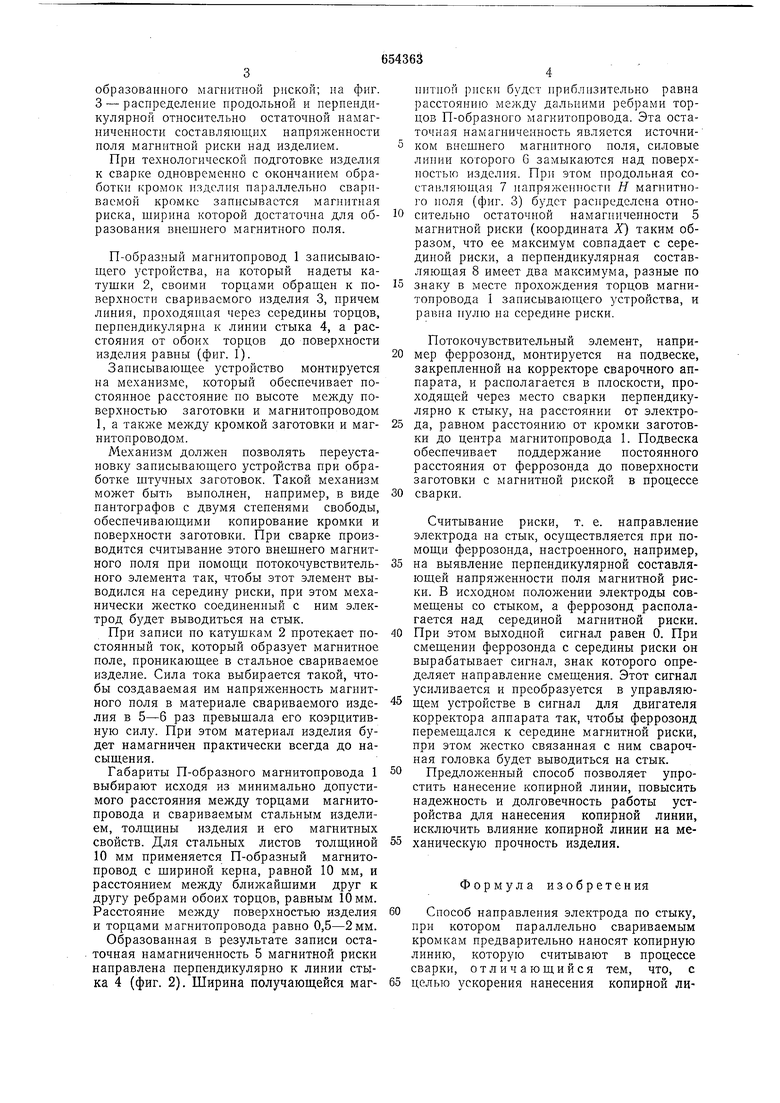
Образованная в результате записи остаточная намагниченность 5 магнитной риски направлена перпендикулярно к линии стыка 4 (фиг. 2). Ширина получающейся магнитной риски будет приблизительно равна расстоянию между дальними ребрами торцов П-образного магнитопровода. Эта остаточная намагниченность является источником внешнего магнитного поля, силовые линии которого 6 замыкаются над поверхностью изделия. При этом продольная составляющая 7 напряженности Н магнитного иоля (фиг. 3) будет распределена относительно остаточной намагниченности 5 магнитной риски (координата Х) таким образом, что ее максимум совпадает с серединой риски, а перпендикулярная составляющая 8 имеет два максимума, разные но
знаку в месте прохождения торцов магнитопровода I записывающего устройства, и равна пзлю на середине риски.
Потокочувствительный элемент, нацример феррозонд, монтируется на подвеске, закрепленной на корректоре сварочного аппарата, и располагается в плоскости, проходящей через место сварки перпендикулярно к стыку, на расстоянии от электрода, равном расстоянию от кромки заготовки до центра магнитопровода 1. Подвеска обеспечивает поддержание постоянного расстояния от феррозонда до поверхности заготовки с магнитной риской в процессе сварки.
Считывание риски, т. е. направление электрода на стык, осуществляется нри помощи феррозонда, настроенного, например,
на выявление перпендикулярной составляющей напряженности поля магнитной риски. В исходном положении электроды совмещены со стыком, а феррозонд располагается над серединой магнитной риски.
При этом выходной сигнал равен 0. При смещении феррозонда с середины риски он вырабатывает сигнал, знак которого определяет направление смещения. Этот сигнал усиливается и преобразуется в унравляющем устройстве в сигнал для двигателя
корректора аппарата так, чтобы феррозонд перемещался к середине магнитной риски, при этом жестко связанная с ним сварочная головка будет выводиться на стык.
Предложенный способ позволяет упростить нанесение копирной линии, повысить надежность и долговечность работы устройства для нанесения копирной линии, исключить влияние копирной линии на механическую прочность изделия.
Формула изобретения
Способ направления электрода по стыку, при котором параллельно свариваемым кромкам предварительно наносят копирную линию, которую считывают в процессе сварки, отличающийся тем, что, с
целью ускорения нанесения копирной лийии, облегчения ее сохранности без нарушения прочности свариваемых кромок при сварке стальных изделий, копирную линию наносят магнитной записывающей головкой в виде магнитных рисок, остаточная намагниченность которых перпендикулярна к свариваемому стыку, а считывание ведут по внешнему магнитному полю, образованному намагниченностью риски.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 448093, кл. В 23К 9/10, 1-970.
2.Широповский Р. М. и др. Фотоэлектрический датчик системы автоматического направления электрода дуговой установки по стыку. - «Автоматическая сварка, 1967, № 9, с. .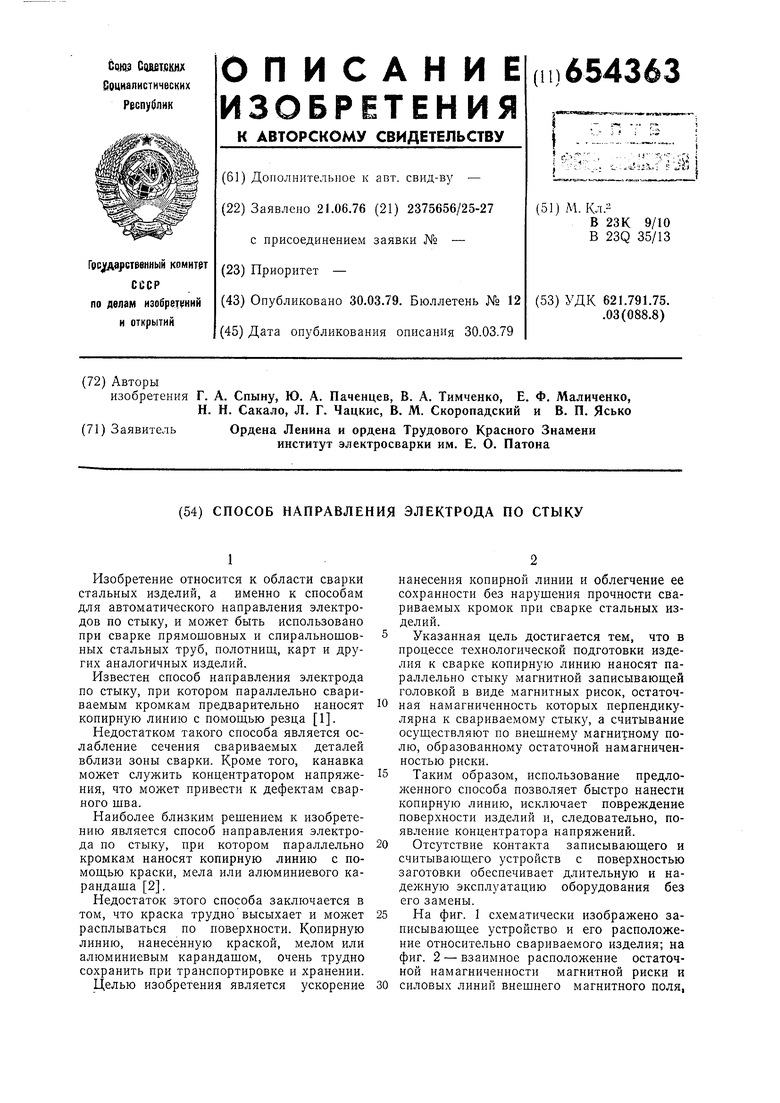
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НАМАГНИЧЕННЫХ ОБЪЕКТОВ ПРИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТАХ | 2007 |
|
RU2344909C2 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Устройство для автоматической сварки | 1986 |
|
SU1353592A1 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ТРУБОПРОВОДОВ | 2009 |
|
RU2404471C1 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ | 2007 |
|
RU2331945C1 |
| Способ измерения параметров расположенияКРОМОК СТыКА | 1978 |
|
SU804276A1 |
| УСТРОЙСТВО для НАНЕСЕНИЯ ОПОРНОЙ ЛИНИИ | 1971 |
|
SU314572A1 |
| Устройство для сварки неплавящимся электродом | 1982 |
|
SU1061955A1 |
ifji.Z
