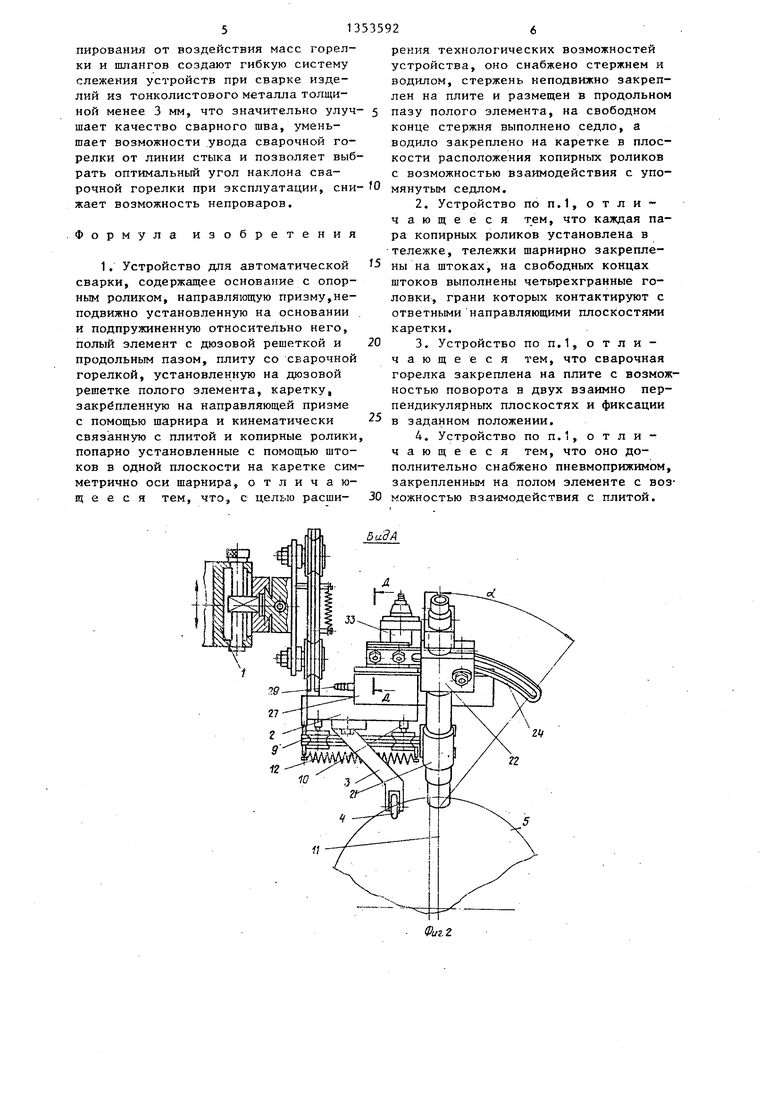
ройство содержит каретку 6, на кото рой на тележках 15 смонтированы две пары копирных роликов 7. Сварочная горелка 21 закреплена на плкте 25, которая на воздушной подушке плавает над полым элементом 27 с дюэо вой решеткой 28. В пазу полого элемента 27 расположен стержень 30, одним концом закрепленный на плите
1
Изобретение относится к области сварки, более конкретно к устройства для автоматического направления сварочного инструмента по линии стыка и может быть использовано в различных отраслях машиностроения, в частности в сварочных автоматах при сварке внахлестку изделий из тонколистового (менее 3 мм) металла или стыковых соединений с мелкой разделкой кромок
Цель изобретения - расширение технологических возможностей устройства
На фиг.1 представлено устройство, общий ВИД1 на-фиг,2 - вид А на фиг.1 на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг,5 разрез Г-Г на фиг.1; на фиг. 6 разрез Д-Д на фиг.2.
Устройство содержит закрепленное на траверсе 1 с возможностью переме- щения в вертикальном и горизонтальном направлениях подпружиненное ос- но вание 2 с вилкой 3, на которой с возможностгзЮ вращения установлен опорный ролик 4, контактирующий со свариваемым изделием-обечайкой 5, а также.каретку 6 с копирными ролика- кн 7, шарнирно связанную с возможностью поворота в горизонтальной плоскости с направляющей призмой 8, установленной с возможностью горизонтального перемещения между двумя парами фигурных роликов 9, Ролики 9 установлены с возможностью вращения на осях 10, закрепленных на основа- НИН 2. Для обеспечения прижима каретки б с роликами 7 к торцу 11 обечайки 5 призма 8 подпружинена относитель но основания 2 с помощью пр:,гжины 12 растяжения, один конец которой зак353592
25, а другим концом через седло связанный с водилом 31 каретки 6. Водило 31 размещено в плоскости установки копирных роликов 7. Благодаря плавающей подвеске горелка 21 постоянно находится в плоскости установки копирных роликов 7, контактирующих со свариваемой кромкой 11, 3 з.п. ф-лы, 6 ил.
реплен на основании 2, а другой на призме 8, На каретке 6 с каждой стороны от шарнирного соединения 13 ее с призмой В находится по два фигурных копирных ролика 7. Копирные ролики установлены с возможностью вращения на осях 14 подпружиненных тележек 15, штоки 16 которых шарнирн связаны с тележками 15 при помощи осей 17 и установлены с возможностью вертикального перемещения в отверстиях 18 каретки 6. При этом шток тележки, несущей ролики а и Б , расположен по одну сторону шарнирного соединения 13, а шток, несущий ролики 6 и -2. , - по другую. Верхние свободные концы штоков 16 снабжены четырехгранными головками 19, боковые плоскости которых находятся в контакте с направляющими 20 каретки 6, предотвращая поворот тележек вокруг вертикальной оси. Сварочная горелка 21 закреплена в разрезной втулке 22, снабженной шпилькой 23, проходящей через сквозной паз, выполненный в дугообразном секторе 24. Сектор 24 закреплен на плите 25 через набор сменных косых шайб-прокладок 26, позволяющих менять угол наклона сектора 24 для обеспечения расположения оси горелки по нормали к кривизне поверхности свариваемого изделия. Плита 25 образует опорную поверхность, взаимодействующую со струйной системой для создания под указанной опорной поверхностью воздушной подушки, обеспечивающей аэродинамическое всплытие плиты 25 с горелкой 21. Струйная система выполнена в виде консольно установленного на основании 2 под плитой
25 полого олемента 27 с дюзовой решеткой 28 и патрубком 29 для подвода воздуха. К опорной поверхности плиты 25 жестко закреплен вертикальный стержень 30. Стержень 30 пропущен через продольный паз в полом элементе 27 и снабжен на конце седлом, взаимодействующим с возможностью вертикального перемещения с водилом 31 каретки 6. Ось стержня 30 и ось паза в полом элементе 27 расположены в плоскости 32 копирных роликов.
,Цля обеспечения фиксации механизма перемещения сварочной горелки на замыкающем участке стыка на полом элементе закреплен пневмоцилиндр 33, шток которого связан с плитой 25 механизма передвижения.
Устройство работает следующим образом.
После подачи воздуха по патрубку 29 в полость полого элемента 27 и создания оптимального режима истечения струй из дюзовой решетки 28, что создает воздушный зазор между последней и плитой 25 со сварочной го{)ел- кой 21, т.е. воздушную подушку, смещают основание 2 на некоторое расстояние от свариваемого стыка и, опустив его до контакта опорного ролика 4 и копирных роликов 7 с поверхностью обечайки 5, перемещают основание 2 и сбязанную с каретку 6 с роликами 7 в исходное положение. При этом копирные поверхности 32 указанных роликов находят контакт со стыком и прижш аются к торцу 11 обечайки под действием пружины 12, а горелка 21, находясь в плоскости ко- пирнь х поверхностей 32 фигурных роликов 7, выставляется на позицию сварки. После запуска Механизма вращения обечайки 5 с прихваченным к нему предварительно доньшком копирные ролики 7 J прижимаясь к торцу 11 обечайки 5, копируют стык, а каретка 6 ведет в соответствии с заданным роликами 7 направлением седло стержня 30 плиты 25 со сварочной горелкой 21, охватьшающее водило 32 указанной каретки, обеспечивая необходимое положение электрода. Если на пути роликов 7 встретится сборочный (прихваточный) шов, заусеница или наплыв, то первый из пары роликов 7, размещенный в шарнирной тележке 15, преодолевая воздействие пружины, повернет тележку относительно оси 17
53592
щарнирного соединения штока 16 и свободно перекатится через препятствие, удерживаясь в заданном положении че- g тырехгранной головкой 19 и направляющей 20 каретки 6, вторым роликом & и парой роликов а и 8 , расположенных по другую сторону от шарнирного соединения 13 каретки с призмой 8. При
10 этом пятно контакта электрода сварочной горелки 21 продолжает находиться в плоскости 32 копирных поверхностей роликов 7, обеспечивая высокое качество сварного шва. Учи15 тывая также, что каждая тележка 15 с расположенными в ней роликами 7 шарнирно связана только с одним штоком 16, имеющим возможность вертикального перемещения в отверстии 18
20 каретки 6 и защищенным от осевого поворота квадратной головкой 19, боковая поверхность которой находится в скользящем контакте с вертикальной плоскостью направляющей 20 каретки,
25 значительно снижается трение штоков 16 в Отверстиях 18 и заеданий указанных элементов при сварке изделий малого диаметра в результате разложения сил. Т.е. при переезде через
30 прихватку любого из роликов 7 каждой шарнирной тележки 15 благодаря элементам 16, 17 и 20 по одному ролику 7 находится по обе стороны шарнира 13, соединяющего каретку 6 с
призмой 8, обеспечивая нахождение
указанных роликов в контакте с торцом 11 обечайки 5 под действием пружины 12. В результате исключена возможность поворота каретки 6 с ро- иками 7 вокруг шарнирного соединения 13 со срьгоом. роликов из зацепления со стыком независи 1О от толщины листа обечайки 5, что повьш1ает наежность слежения за стыком каретки 6 и горелки 21.
Таким образом, обеспечение надежного зацепления копирных роликов со стыком благодаря предотвращению поворота каретки с размещенными в вертикальных ее пазах штоках, шарнирно связанных с подпружиненными тележками копирных роликов вокруг шарнирного соединения, возможность регулирования угла, наклона сварочной го
релки к плоскости стыка при сохранении положения пятна контакта ее электрода в плоскости копирования, а также использование аэродинамических: средств разгрузки элементов копирования от воздействия масс горелки и шлангов создают гибкую систему слежения устройств при сварке изделий из тонколистового металла толщиной менее 3 мм, что значительно улучшает качество сварного шва, уменьшает возможности увода сварочной горелки от линии стыка и позволяет выбрать оптимальньй угол наклона сварочной горелки при эксплуатации, сни- О минутым седлом.
жает возможность непроваров. Формула изобретения
1. Устройство для автоматической сварки, содержащее основание с опорным роликом, направляющую призму,неподвижно установленную на основании и подпружиненную относительно него, полый элемент с дюзовой решеткой и продольным пазом, плиту со сварочной горелкой, установленную на дюзовой решетке полого элемента, каретку, закрепленную на направляющей призме с помощью шарнира и кинематически связанную с плитой и копирные ролики попарно установленные с помощью штоков в одной плоскости на каретке симметрично оси шарнира, о т л и ч а ющ е е с я тем, что, с целью расши- 30 можностью взаимодействия с плитой.
рения технологических возможностей устройства, оно снабжено стержнем и водилом, стержень неподвижно закреплен на плите и размещен в продольном пазу полого элемента, на свободном конце стержня выполнено седло, а водило закреплено на каретке в плоскости расположения копирных роликов с возможностью взаимодействия с упо-
5
0
5
2.Устройство по п.1, отличающееся тем, что каждая пара Копирных роликов установлена в
тележке, тележки щарнирно закреплены на штоках, на свободных концах штоков выполнены четырехгранные головки, грани которых контактируют с ответными направляющими плоскостями каретки.
3.Устройство по п.1, о тли- чаю щ е е с я тем, что сварочная горелка закреплена на плите с возможностью поворота в двух взаимно перпендикулярных плоскостях и фиксации
в заданном положении.
4.Устройство по П.1, отличающееся тем, что оно дополнительно снабжено пневмоприжимом, закрепленным на полом элементе с воз5 ид А
Б-6
Риг5
/J
иг.(
Фа2.6

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки | 1984 |
|
SU1227393A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРИ Of СОЮ ЗНАЯШ;Т;:;1Л:0-;;.Х^^;г;?МйЯБИБЛИОТЕКА | 1971 |
|
SU322247A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1983 |
|
SU1139600A1 |
| Устройство для автоматической сварки криволинейных швов | 1972 |
|
SU442905A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для автоматическойэлЕКТРОдугОВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU823046A1 |
| Устройство для одновременной сварки двух угловых или нахлесточных швов | 1974 |
|
SU647088A1 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОЙ СВАРКИ ДВУХ УГЛОВЫХ ШВОВ | 1973 |
|
SU363562A1 |
| Устройство для автоматической сварки | 1985 |
|
SU1222472A1 |

Изобретение относится к сварке, более конкретно к устройствам для автоматического направления сварочного инструмента по линии стыка, и может быть использовано в различнь х отраслях машиностроения, в частности в сварочных автоматах при сварке внахлестку изделий из тонколистового металла или стыковьг, соединений с мелкой разделкой кромок. Целью изобретения является расширение технологических возможностей устройства. Уст
Редактор С.Патрушева
Составитель Л.Назарова Техред Л.Олийнык
Заказ 5659/14Тираж 970
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор О.Кравцова
Подписное
| Чвертко А.И., Патон Б.Е | |||
| и др | |||
| Оборудование для механизированной дуговой сварки и наплавки | |||
| М.: Машиностроение, 1981, с.155-157,рис.108е | |||
| Устройство для автоматической сварки | 1984 |
|
SU1227393A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
