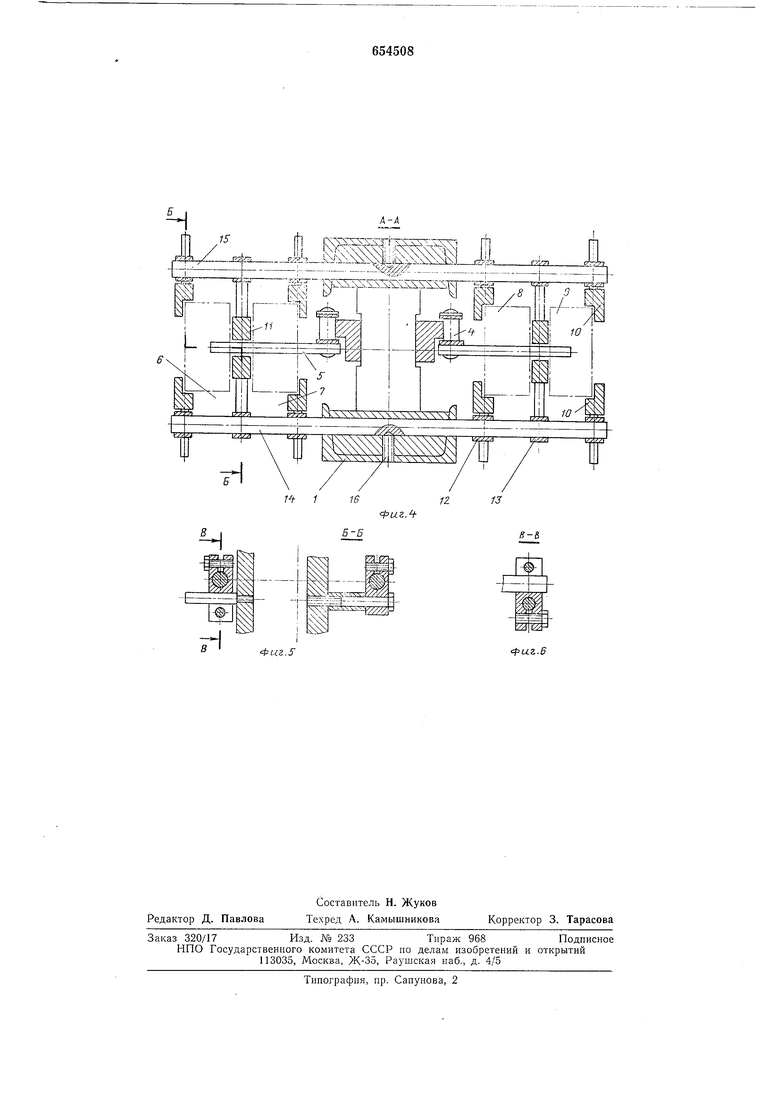
Цепь 4 имеет плоский контур и укрепленные на ее звеньях захваты 5 для деталей, которые располагаются в шахте, имеющей ряд параллельных вертикальных каналов 6-9, образованных регулируемыми и нерегулируемыми по диаметру транспортируемых деталей направляющими планками 10 и 11. Регулируемые и нерегулируемые по диаметру деталей направляющие планки 10 и 11 подвижно установлены с помощью клемм 12 и 13 на свободных концах двух параллельных рядов скалок 14 и 15, установленных в отверстиях корпуса 1 и закрепленных винтами 16.
Регулируемые по диаметру деталей направляющие планки 10 выполнены в виде обращенных друг к другу угольников, а нерегулируемые по диаметру деталей направляющие планки 11 установлены между регулируемыми и имеют прямоугольную форму в поперечном сечении. В связи с тем, что детали транспортируются по обеим ветвям цепи, захваты 5 имеют по две опорных поверхности, выполненных, например, в виде пластин.
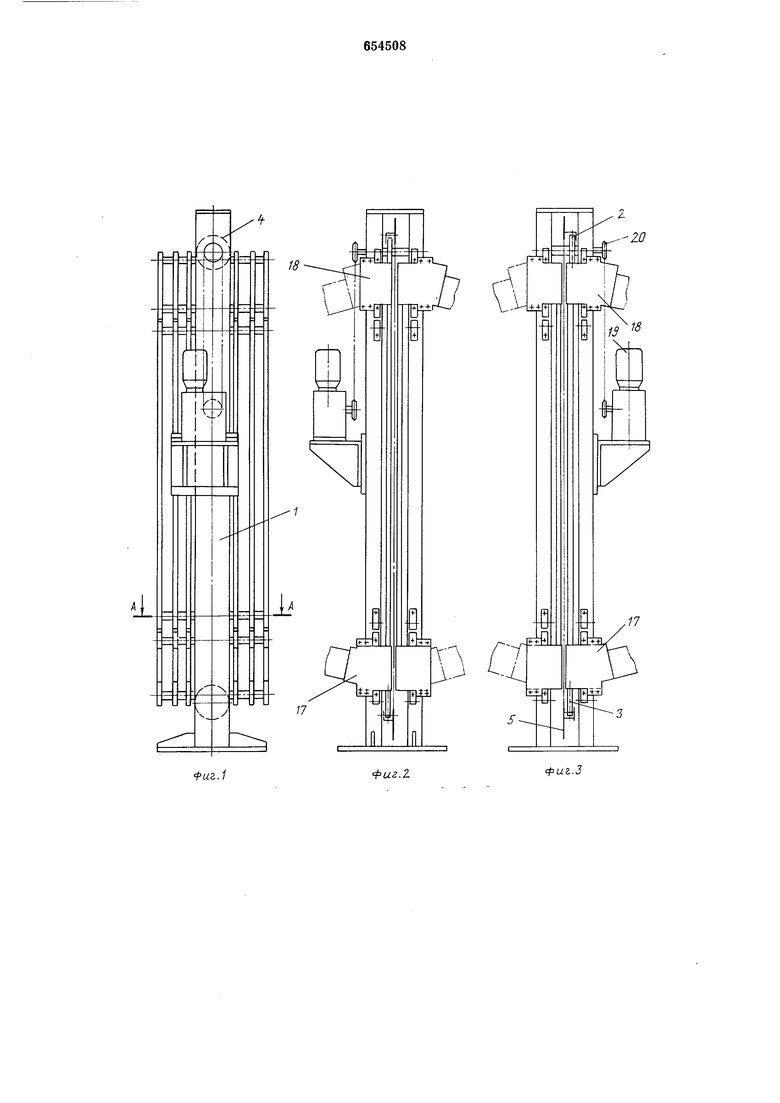
На скалках 14 и 15 укреплены лотки приема и выдачи 17 и 18 деталей соответственно. Привод транспортирующей цепи 4 осуществляется от электромотора 19 через редуктор 20 и цепную передачу.
Подъемник работает следующим образом.
Транспортируемые детали подаются через лотки приема 17 в отрегулированные по соответствующим размерам (ширине и диаметру) деталей каналы 6, 7 или 8 и 9. Цепь 4 приводится в движение от электромотора 19 через редуктор 20 в то или другое направление (за счет реверса привода), поэтому детали могут перемещаться поочередно то по каналам 6 и 7, то по каналам 8 и 9. При перемещении в каналах щахты детали, поддерживаемые захватами 5 и планками 10 и II, поднимаются к лоткам выдачи 18 и далее подаются к обрабатывающим станкам. Регулировка каналов 6-9 шахты осуществляется за счет перемещения направляющих планок 10 в двух взаимно перпендикулярных направлениях, а именно вдоль скалок 14 и 15 в клеммах 12. Планки 11 перемещаются только вдоль скалок 14 и 15. В связи с тем, что вдоль каждой ветви цепи в подъемнике имеются по несколько, например по два, канала 6,7 или 8, 9 шахты, отрегулированных на соответствующие типоразмеры деталей, то можно осуществлять поочередное или одновременное транспортирование нескольких типоразмеров деталей без переналадки подъемника. Кроме того, прием и выдача деталей может осуществляться поочередно или одновремеино в разных направлениях за счет соответствующей установки на скал.ках 14 и 15 лотков выдачи и приема 18 и 17 (см. фиг. 1 и фиг. 4).
Предлагаемый автоматический цепной подъемник позволяет одновременный и поочередный прием, транспортирование и
выдачу в разных направлениях нескольких типоразмеров цилиндрических деталей без его переналадки. Тем самым возможны варианты в планировке технологического оборудования, так как выдача и прием могут
быть с одной стороны или с разных сторон подъемника. Возможна встройка подъемника в две автоматические линии по обработке двух или нескольких деталей, являющихся комплектующими, например, в линиях для обработки наружных и внутренних колец шарикоподшипника. Кроме того, за счет одновременного перемещения нескольких деталей повышается производительность подъемника, а при слиянии потоков транспортируемых деталей повышается производительность линии, в которую встраивается этот подъемник.
Формула изобретения
Цепной подъемник цилиндрических изделий, включающий корпус, размещенную на корпусе бесконечно-замкнутую тяговую цепь, снабженную захватами для изделий,
расположенными в шахте, образованной регулируемыми и нерегулируемыми по диаметру транспортируемых изделий направляющими планками, установленными в хомутах для их фиксации после переналадки,
а также лотки приема и выдачи изделий, отличающийся тем, что, с целью обеспечения поочередного и одновременного приема, транспортирования и выдачи в разных направлениях нескольких типоразмеров деталей без переналадки подъемника, регулируемые и нерегулируемые планки с хомутами размещены на укрепленных на корпусе по обе стороны от плоскости расположения цепи и параллельных ей скалках
с возможностью перемещения вдоль них, а захваты выполнены в виде штанг.
Источники информации, принятые во внимание при экспертизе
1. Транспортные системы типа Fab.- Тес. Каталог фирмы «F. Jos. Lamb Со, США, 1975.
2. Авторское свидетельство СССР № 194639, кл. В 65G 17/12, 1968.
:......l
/7
Фиг.1
Фиг.З
фиг.г
Ч
Н
Фиг.
s-t
Фиг-В
| название | год | авторы | номер документа |
|---|---|---|---|
| Цепной подъемник цилиндрических изделий | 1978 |
|
SU785136A1 |
| АВТОМАТИЧЕСКИЙ ЦЕПНОЙ ПОДЪЕМНИК для ПОШТУЧНОГО ТРАНСПОРТИРОВАНИЯ И ПОДАЧИ КОЛЕЦ | 1967 |
|
SU194639A1 |
| Шаговый конвейер-накопитель | 1978 |
|
SU854827A1 |
| Цепной магазин-накопитель | 1980 |
|
SU880901A1 |
| Загрузочное устройство | 1990 |
|
SU1726194A1 |
| Регулируемый магазин | 1979 |
|
SU854680A1 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| Элеваторное загрузочное устройство | 1979 |
|
SU814654A1 |
| АВТОМАТ ДЛЯ СБОРКИ БОЛТОВ С ШАЙБАМИ | 1971 |
|
SU426786A1 |
| Устройство для подачи и перемещения цилиндрических изделий | 1981 |
|
SU954765A1 |