(54) ШАГОВЫЙ КОНВЕЙЕР-НАКОПИТЕЛЬ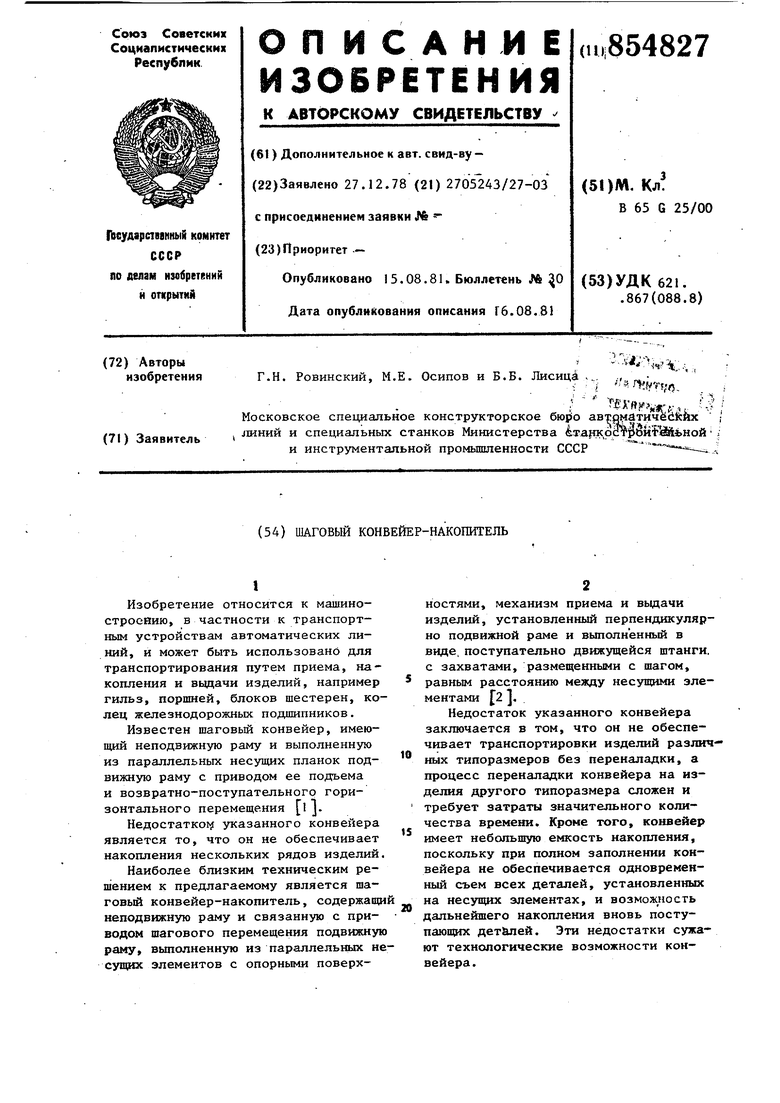

| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер-накопитель | 1977 |
|
SU716921A1 |
| Шаговый конвейер-накопитель | 1985 |
|
SU1247326A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| АВТОМАТИЧЕСКИЙ КОМПЛЕКС НАНЕСЕНИЯ ЭТИКЕТОК | 2006 |
|
RU2319648C1 |
| Шаговый конвейер | 1980 |
|
SU918206A1 |
| Устройство для накопления и выдачи длинномерных изделий | 1981 |
|
SU1009946A1 |
| Устройство для загрузки и выгрузки изделий,преимущественно,электродов | 1974 |
|
SU616514A1 |
| Шаговый конвейер-накопитель | 1980 |
|
SU971736A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| Автоматическая поточная линиядля пРОизВОдСТВА КЕРАМичЕСКиХглАзуРОВАННыХ ТРубОК | 1979 |
|
SU806426A1 |
I
Изобретение относится к машиностроению, в частности к транспортным устройствам автоматических линий, и может быть использовано для транспортирования путем приема, накопления и выдачи изделий, например гильз, поршней, блоков шестерен, колец железнодорожных подшипников.
Известен шаговый конвейер, имеющий неподвижную раму и выполненную из параллельных несущих планок подвижную раму с приводом ее подъема и возвратно-поступательного горизонтального перемещения 1 J.
Недостатког г указанного конвейера является то, что он не обеспечивает накопления нескольких рядов изделий.
Наиболее близким техническим решением к предлагаемому является шаговый конвейер-накопитель, содержащий неподвижную раму и связанную с при- водом шагового перемещения подвижную раму, вьшолненную из параллельных несущих элементов с опорными поверхностями, механизм приема и выдачи изделий, установленный перпендикулярно подвижной раме и выполненный в виде, поступательно движущейся штанги. с захватами, размещенными с шагом, равным расстоянию между несущими элементами f2 .
Недостаток указанного конвейера заключается в том, что он не обеспечивает транспортировки изделий различ10шлх типоразмеров без переналадки, а процесс переналадки конвейера на изделия другого типоразмера сложен и требует затраты значительного количества времени. Кроме того, конвейер
IS имеет небольшую емкость накопления, поскольку при полном заполнении конвейера не обеспечивается одновременный съем всех деталей, установленных на несущих элементах, и возможность
20 дальнейшего накопления вновь поступаюш пс дет&лей. Эти недостатки сужают технологические возможности конвейера.
Цель изобретения - расширение технологических возможностей конвейера.
Указанная цель достигается тем, ,что конвейер снабжен съемной кассетой выполненной в виде жестко связанных между собой перегородок, установленных между несущими элементами, причем перегородки имеют прикрепленные вдоль и по обе стороны от них опорные планки, опорные плоскости которых рас положены ниже опорных поверхностей несущих элементов.
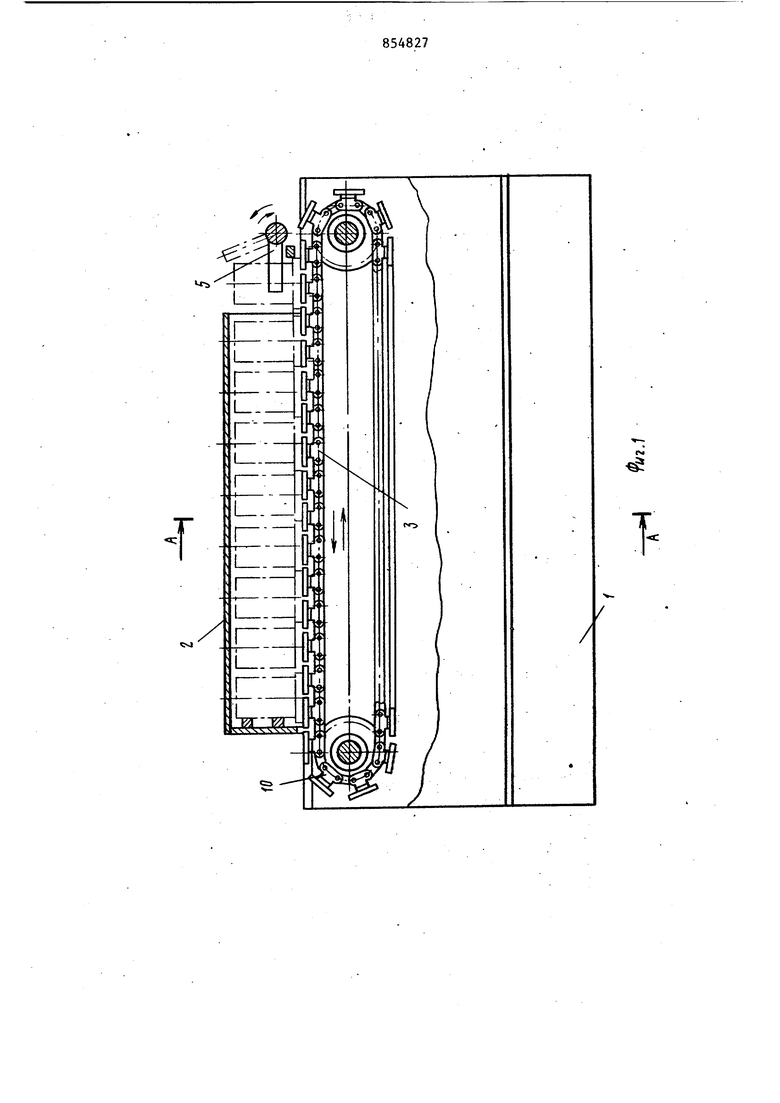
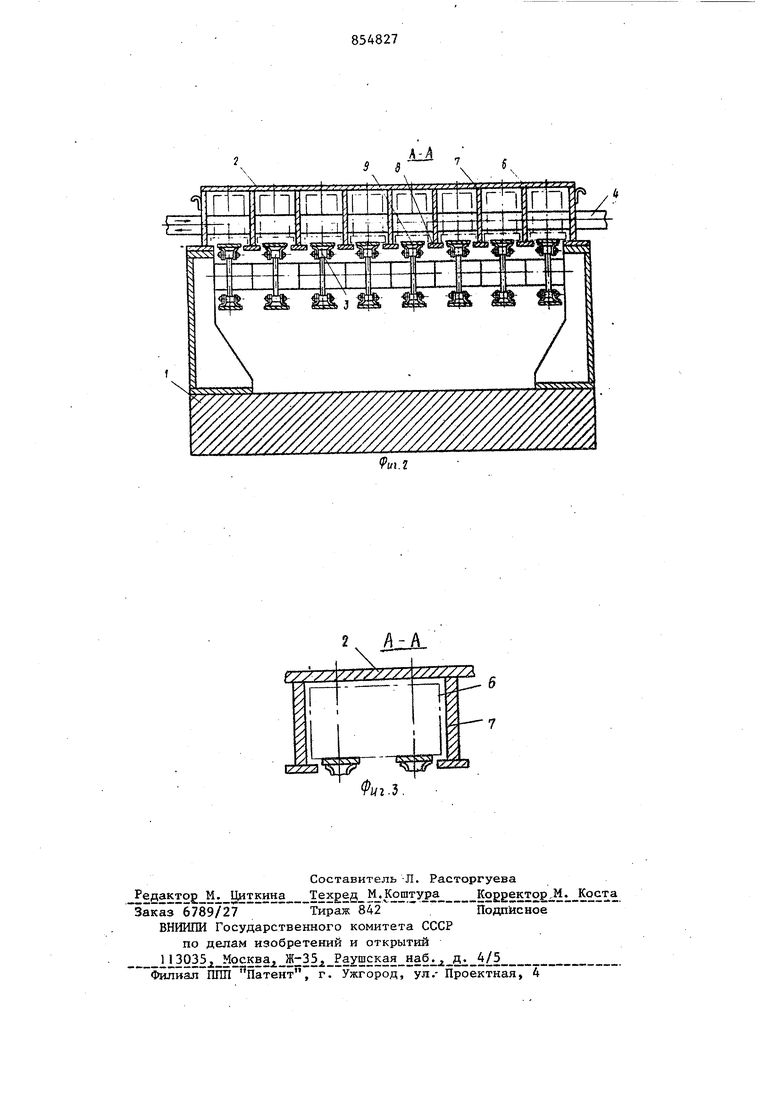
На фиг. 1 показан шаговый конвейернакопитель, общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - час тичный разрез А-А на фиг. 1 с увеличенным шагом между опорными планками.
Шаговый конвейер-накопитель имеет основание 1 с установленными на нем съемной кассетой 2, параллельными несуищми элементами 3 и механизмом приема и выдачи изделий, представляющим собой поступательно движущуюся штангу 4 с захватами 5. Съемная кассета 2 выполнена в виде неподвижной рамы,снабженной ячейками 6 для ряда изделий, причем ячейки 6 расположены параллельно несущим элементам 3 и над ними и разделены перегородками 7, на которых укреплены опорные планки 8. Захваты 5 механизма приема и выдачи расположены с шагом, равным расстоянию между опорными планками 8 неподвижной рамы. Несущие элементы 3 представляют собой пластинки 9, установленные на цепях 10.
Конвейер может работать в двух режимах: в режиме приема и накопления и в режиме выдачи.
Работа конвейера в режиме приема и накопления происходит следующим образом.
На основании I устанавливается пустая кассета 2. Механизм приема и вьщачи изделий набирает с помощью поступательно движущейся штанги 4 с захватами 5 необходимое количество изделий по числу ячеек 6 кассеты 2 и останавливается. При этом изделия, пбданные в зону транспортировки, располагаются над несущими элементами 3 Несущие элементы 3, расположенные под ячейками 6, перемещаются в сторону кассеты 2, перенося в нее изделия от механизма приема и выдачи. После этого они останавливаются. Цикл повторяется до полного заполнения кассеты.
Работа конвейера в режиме выдачи происходит в обратном порядке.
Минимальный диаметр или ширина транспортируемых изделий равны расстоянию между опорными планками 8 в ячейках 6, а максимальный размер раве ширине ячейки 6.
Допускается также транспортировка изделий соответствукмцих габаритов одновременно по двум несущим элемента 3 (см. фиг. 3) с быстрой заменой кассеты.
Таким образом, шаговый конвейернакопитель позволяет принимать, накапливать и вьздавать изделия как различных типоразмеров с быстрой заменой кассет, так и одновременно с различными диаметрами и шириной, что приводит к расширению номенклатуры транспортируемых изделий.
Формула изобретения
Шаговый конвейер-накопитель, содержащий неподвижную раму и связанную с приводом шагового перемещения подвижную раму, выполненную из параллельных несущих элементов с опорными поверхностями, механизм приема и выдачи изделий, установленный перпендикулярно подвижной раме и выполненный р виде поступательно движущейся штанги с захватами, размещенными с шагом, равным расстоянию между несущими элементами, отличающийс я тем, что, с целью расширения технологических возможностей конвейера, он снабжен съемной кассетой, вьшолненной в виде жестко связанных между собой перегородок, установленных между несущими элементами, причем перегородки имеют прикрепленные вдоль и по обе стороны от них опорные планки, опорные плоскости которых расположены ниже опорных поверхностей несущих элементов.
Источники информации, принятые во внимание при экспертизе
I. Вейсман В.Ф. Шагаюпще конвейеры М., Машиностроение, 1967, с. 26, рис. i1.
«
.Ы /
Г /.
