(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕТИЛМЕТАКРИЛАТНОГО ЛИСТА
мерным листом и лентами или сразу после этого на поверхностях полимерного листа образуется множество мельчайших царапин, в основном за счет фрикционного контакта меледу полимерным листом и лентами. Эти царапины ухудшают внешний вид полимерного листа.
Кроме того, если в подаваемую полимеризуемую жидкость не добавлять агента релаксации, уменьшающего силу адгезии, полученный полимерный лист плохо отделяется от лент. При использовании агента релаксации такое отделение происходит легко и гладко, но он оказывает нежелательное воздействие на получаемый полимерный лист, а именно полимерный лист с агентом релаксации, оставшимся в нем, меняет цвет, становится мутным, или же появляются треш,ины, и к такому полимерному листу плохо приклеиваются покрытия или другие материалы.
Цель изобретения - улучшение качества поверхности листа.
Поставленная цель достигается предлагаемым способом изготовления нолиметилметакрилатного листа путем формования его в промежутке между двумя движуш.имися оформляющими поверхностями.
Отличительным признаком способа является операция продувки инертным газом при О-60°С в промежуток между поверхностью листа и оформляющей поверхностью, в направлении, противоположном направлению движения листа, в момент отделения его от оформляющей поверхности.
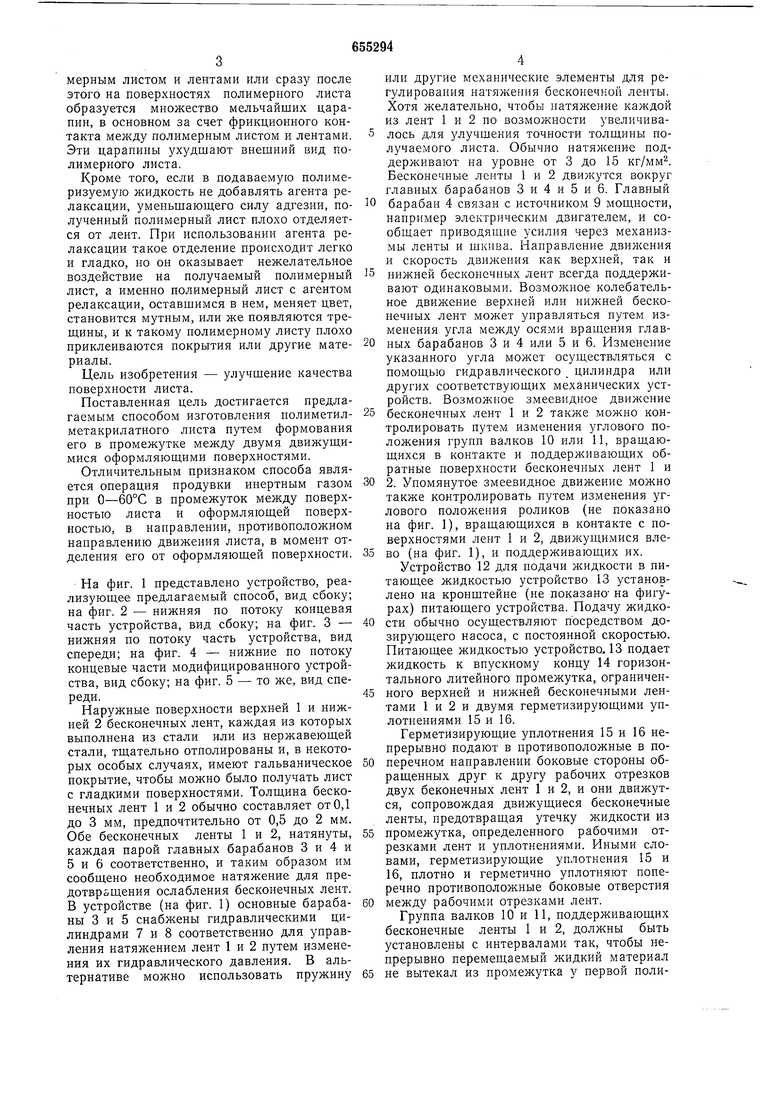
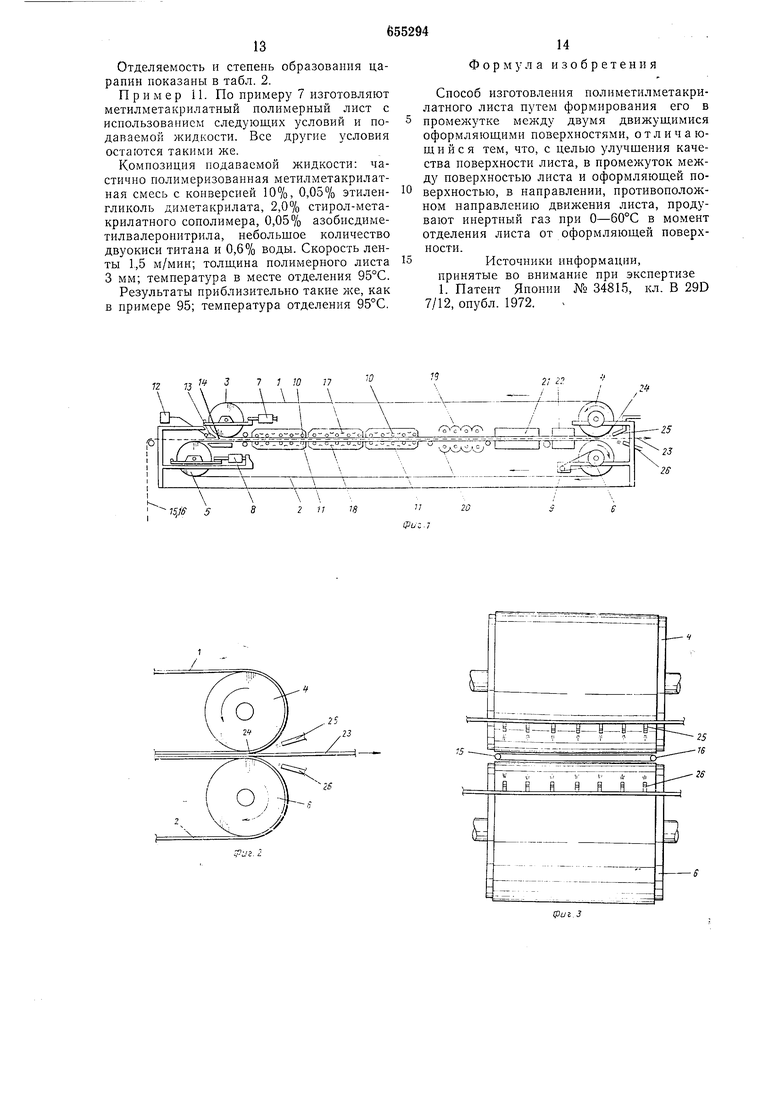
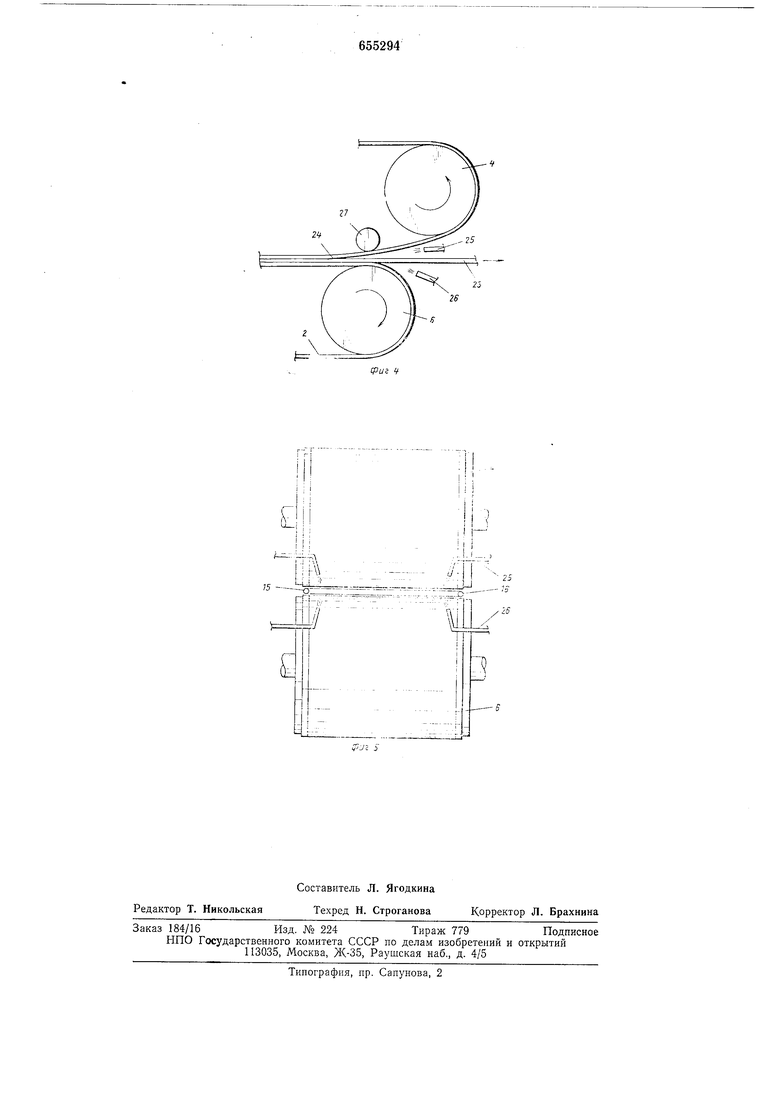
На фиг. 1 представлено устройство, реализующее предлагаемый способ, вид сбоку; на фиг. 2 - нижняя по потоку концевая часть устройства, вид сбоку; на фиг. 3 - нижняя по потоку часть устройства, вид спереди; на фиг. 4 - нижние по потоку концевые части модифицированного устройства, вид сбоку; на фиг. 5 - то же, вид спереди.
Наружные поверхности верхней 1 и нижней 2 бесконечных лент, каждая из которых выполнена из стали или из нержавеющей стали, тщательно отнолированы и, в некоторых особых случаях, имеют гальваническое покрытие, чтобы можно было получать лист с гладкими поверхностями. Толщина бесконечных лент 1 и 2 обычно составляет от 0,1 до 3 мм, предпочтительно от 0,5 до 2 мм. Обе бесконечных ленты 1 и 2, натянуты, каждая парой главных барабанов 3 и 4 и 5 и 6 соответственно, и таким образом им сообщено необходимое натяжение для предотвращения ослабления бесконечных лент. В устройстве (на фиг. 1) основные барабаны 3 и 5 снабжены гидравлическими цилиндрами 7 и 8 соответственно для управления натяжением лент 1 и 2 путем изменения их гидравлического давления. В альтернативе можно использовать пружину
или другие механические элементы для регулирования натяжения бесконечной ленты. Хотя желательно, чтобы натяжение каждой из лент 1 и 2 по возможности увеличива5 лось для улучшения точности толщины получаемого листа. Обычно натяжение поддерживают на уровне от 3 до 15 кг/мм. Бесконечные ленты 1 и 2 движутся вокруг главных барабанов 3 и 4 и 5 и 6. Главный 10 барабан 4 связан с источником 9 мошности, например электрическим двигателем, и сообщает приводящие усилия через механизмы ленты и шкива. Направление движения и скорость движения как верхней, так и 15 нижней бесконечных лент всегда поддерживают одинаковыми. Возможное колебательное движение верхней или нижней бесконечных лент может управляться путем изменения угла между осями вращения глав0 ных барабанов 3 и 4 или 5 и 6. Изменение указанного угла может осуществляться с помощью гидравлического цилиндра или других соответствующих механических устройств. Возможное змеевидное движение 5 бесконечных лент 1 и 2 также можно контролировать путем изменения углового положения групп валков 10 или 11, вращающихся в контакте и поддерживающих обратные поверхности бесконечных лент 1 и 0 2. Упомянутое змеевидное движение можно также контролировать путем изменения углового положения роликов (не показано на фиг. 1), вращающихся в контакте с поверхностями лент 1 и 2, движущимися вле5 во (на фиг. 1), и поддерживающих их.
Устройство 12 для подачи жидкости в питающее жидкостью устройство 13 установлено на кронштейне (не показано на фигурах) питаюшего устройства. Подачу жидкости обычно осуществляют посредством дозирующего насоса, с постоянной скоростью. Питающее жидкостью устройство. 13 подает жидкость к впускному концу 14 горизонтального литейного промежутка, ограниченного верхней и нижней бесконечными лентами 1 и 2 и двумя герметизирующими уплотнениями 15 и 16.
Герметизирующие уплотнения 15 и 16 непрерывно подают в противоположные в по0 перечном направлении боковые стороны обращенных друг к другу рабочих отрезков двух беконечных лент 1 и 2, и они движутся, сонровождая движущиеся бесконечные ленты, предотвращая утечку жидкости из 5 промежутка, определенного рабочими отрезками лент и уплотнениями. Иными словами, герметизирующие уплотнения 15 и 16, плотно и герметично уплотняют поперечно противоположные боковые отверстия 0 между рабочими отрезками лент.
Группа валков 10 и 11, поддерживающих бесконечные ленты 1 и 2, должны быть установлены с интервалами так, чтобы непрерывно перемещаемый жидкий материал не вытекал из промежутка у первой полимеризационной зоны или же перед ней. Бесконечные ленты 1 и 2 подвергаются изгибанию под воздействием гидравлического давления жидкого материала, а также отталкивающего усилия движущихся уплотнителей 15 и 16 у каждой части бесконечного ремня между соседними роликами 10 и 11. Однако, если это выгибание превыщает некоторый предел, не обеспечивается точный контроль толщины листового изделия. Точно также, если между бесконечными лентами и герметизирующими уплотнениями развивается некоторый зазор из-за выгибания бесконечной ленты, жидкий материал может вытекать наружу, или же наружный воздух может проникать через этот зазор, вследствие чего в полимеризуемом материале образуются пузырьки или пена. Одним из средств, сводяндим к минимуму выгибание, является укорочение промежутков между соседними валками 10 и 11, а также увеличение натяжения ленты. В этом случае расстояние между соответственными соседними роликами (расстояние между центрами двух непосредственно соседних роликов) предпочтительно должно составлять приблизительно от 20 до 100 ем. Кроме того, валки 10 и 11 располагают так, что они могут автоматически следовать уменьшению толщины полимеризованного материала, которое имеет место из-за сжатия материала во время полимеризации между бесконечными лентами, а также так, что они всегда могут сохранять контакт с обратными поверхностями бесконечной ленты.
Системы 17 и 18 разбрызгивания горячей воды устаноз.лены в первой полимеризационной зоне и используются для нагревания бесконечных лент, проходящих через первую полимеризационную зону с целью поднятия температуры бесконечных лент до уровня, требующегося для полимеризации жидкого материала, путем разбрызгивания горячей воды по обратным поверхностям лент. Температура воды может составлять 100°С или меньще, предпочтительна температура от 60 до 95°С, для получения быстрой полимеризации. Быстрая полимеризация служит для исключения использования более крупного оборудования для непрерывной полимеризации и способствует увеличению производительности при изготовлении листового материала.
Инфракрасные нагреватели 19 и 20 предусмотрены во второй полимеризационной зоне устройства и используются для нагревания листового изделия между бесконечными лентами до температуры выше 100°С, предпочтительно от 120 до 150°С, с целью уменьшения содержания остаточного мономера в листовом продукте и для завершения полимеризации после первой полимеризации. Обычно инфракрасные нагреватели и обе ленты покрывают трубой (не показано на фиг. 1) для сведения к минимуму тепловых потерь. Длина этой трубы такова, что поддерживается желательная температура полимерного листа в течение желательного периода времени. Распределение температуры по длине трубы можно соответственным образом менять путем изменения количества инфракрасных нагревателей или интервалов между ними, или путем продувания трубы воздухом. Хотя предпочтительно но использовать инфракрасные нагреватели, вместо них можно использовать другие нагревательные средства, например сушильные печи. Зоны 21 и 22 контролируют температуру и для правильного охлаждения листового продукта до требуемой температуры с контролируемой скоростью охлаждения, после пропускания листового продукта через вторую пол1 меризационную зону.
0 Полимеризованный продукт в виде листа 23 извлекают из нижнего конца 24 литейного промежутка место отделения, т. е. этот продукт отделяют от лент в том месте, где обе ленты, движущиеся параллельно, начинают двигаться по окружности барабанов 4 и 6. Затем отделенный полимерный лист 23 переносят к следующему отрезку стали, а именно к стадии отрезки.
С помощью труб 25 и 26 для продува 0 инертного газа последний вдувается в место отделения 24.
Поскольку полимерный лист, идущий из второй полимеризационной зоны, находится при температуре от 120 до 160°С, предпочтительно от 125 до 135°С, возникают некоторые трудности ири освобождении листа. Одна трудность состоит в том, что, поскольку указанная температура обычно выше температуры термической деформации листа, лист легко деформируется при охлаждении до комнатной температуры. Другая - состоит в том, что, поскольку при указанной температуре адгезионная сила между полимерным листом и металлическими лентами валика, полимерный лист невозможно гладко отделять от лент, и иногда лист рвется, а его куски остаются прилипшими к лентам. Поэтому необходимо охлаждать полимерный лист неред освобождением его от 0 лент. Предпочтительно, чтобы температура полимерного листа была ниже 105°С, желательно ниже 100°С, во время его отделения от лент.
Полимерный лист в состоянии адгезивно5 го соединения с лентами переносят к месту отделения его от лент. Однако это адгезионное соединение обычно освобождается в точке, находящейся выше места отделения. Ниже эта точка называется точкой потери 0 адгезивного соединения. Точка потери адгезивного соединения непрерывно перемещается до некоторой степени в ходе работы устройства. Поскольку полимерный лист не находится в состоянии адгезивного соединения с лентами, а перекрыт лентами на расстоянии от точки потери адгезивного соединения до места отделения, полимерный лист трется поверхностями лент. Это трение вызывается разностью термического расширения между листом и лентами. Поверхности лент содержат мельчайшие выступы, размерами приблизительно 10 мкм, причем некоторые из них присутствуют с самого начала, тогда как другие образуются во время длительной эксплуатации. Эти мельчайшие выступы вызывают образование мельчайших царапин на поверхностях полимерного листа, вызываемых указанным треннем. Кроме того, мельчайшие царапины, по-видимому, возникают также и при освобождении адгезионного соедннения между полимерным листом и лентами под воздействием возникающих ними напряжений, когда полимерный лист находится в зопе охлаждения, ниже второй нолимеризационной зоны. Такое образование мельчайших царапин может быть обусловлено отсутствием равномерности распределения температуры в полимерном листе или толшнны листа, или змеевидным движением листа. Указанное образоваие мельчайших царапин увеличивается с уменьшением температуры полимерного листа вблизи места его отделения и в удовлетворительной стенени сводится к минимуму за счет стадии вдувания инертного газа в место отделения, из положения ниже места отделения. На фиг. 2-5 показаны некоторые примеоы средства для вдувания инертного газа. На фиг. 2 и 3 по обе стороны по.лимерного листа 23, ниже места отделения 24, предусмотрены трубы 25 и 26, для вдувания инертного газа, сопла которых направлены к месту отделения 24. Предпочтительно устанавливают множество труб, отстояших ДРУГ от доуга на равные нромежутки и направленных на каждую поверхность полимерного листа 23. так что инертный газ ударяется в поверхности листа как можно равномернее но всей ширнне нолимерного листа. На (Ьиг. 4 и 5 показана нижняя часть доугого, модифицированного устройства. В этом устройстве верхний задний главный барабан 4 установлен несколько ниже нижнего заднего главного барабана 6, и непосредственно над нижним задним главным барабаном 6 предусмотрен вспомогательный поддерживаюший валок 27. Вместо того, чтобы вдувать инертный газ из труб, направленных к обеим поверхностям полимерного листа, как показано на фиг. 1-5, можно вдувать инертный газ только к одной из двух новерхностей нолимерного листа в месте разделения, хотя это дает менее удовлетворительные результаты, чем двустороннее вдувание. Выражение «инертный газ означает газ, который является инертным относительно полимерлого листа. Такой инертный газ включает, например, воздух и азот. С экономической точки зрения нредпочтительно из этих двух газов использовать воздух. Темнература инертного газа может составлять от О до 60°С. Как было сказано выше, температура полимерного листа в месте отделения для обеспечения гладкого отделения и сохранения стабильных размеров извлекаемого полимерного листа должна быть предпочтительно несколько возможно низкой, однако, с точки зрения сведения к минимуму образования мельчайших царапин эта температура должна быть достаточно высокой. Было найдено, что удовлетворительные температуры находятся в пределах от 80 до 110°С, прсимуш.ественно от 85 до . Кроме того, было найдено, что целесообразнее использовать жидкость, предпазначенную для отливки, с очень небольшим количеством введенной в нее воды, чем жидкость без воды. Это объясняется тем, что нолимерный лист, отлитый из нервой жидкости, более гладко отделяется от ремней, чем лист, отлитый из последней жидкости. Количество вводимой воды обычно составляет по крайней мере 0,1% от общего количества мономера, содержашегося в жидкости, что обеспечивает укаазнное преимущество. Верхний предел количество воды представляет собою насыщаюшее содержание воды, т. е. максимальное количество воды, растворимое в подаваемой для литья жидкости или в полимеризационной смеси. Обычно насышаюшее содержание воды составляет приблизительно 1,5 вес. % от веса подаваемой жидкости прн комнатной темнературе, хотя оно может изменяться в зависимости от характера сомономера, смешанного с метилметакрилатом, и от его ко.личества, а также от температуры полимеризации. Упомянутое выше введение воды в жидкость, подаваемую для литья, обеспечивает следуюшие дополнительные преимушества. Во-первых, полученный полимерный лист обнаруживает меньшую снособность к ноглошению влаги. Полимерный лист, изготовленный из жидкости, не содержащей воды, поглош.ает значительное количество влаги и, следовательно, может подвергаться измепениям размеров, становится перекошенным, а также МОГУТ ухудшаться некоторые другие его свойства. В противоположность этому полимерный лист, изготовленный по предложенному способу, свободен от этих недостатков, хотя он содержит некоторое количество воды, включенной в жидкий мономер. Во-вторых, полимерный лист, изготовленный из жидкости с включением воды, содержит гораздо меньше нереагнровавшего мономера, чем полимерный лист, изготовленный из обычного жидкого мономера, не содержащего воды. Поэтому нолимерный лист согласно изобретению поназывает лучшее сопротивление растворителям, стабильность размеров и другие свойства, превосходящие известиые листы.
Жидкость, используемая в качестве исходного материала для непрерывного изготовления полимерного листа, представляет собою метилметакрилат или смесь метилметакрилата и ненасыщенного Аюномера, сополимеризуемого метилметакрилатом, или мономер-полимерную смесь, приготовляемую путем частичной полимеризации метилметакрилата или указанной мономерной смеси или же путем смещения мономеров с его полимером. Поэтому полимерный лист, изготовляемый таким образом, следует считать включающим как гомополимер, так и сополимер метилметакрилата.
Сополимеризуемый ненасыщенный мономер включает, например, моноэтилен - ненасыщенные соединения, например алкил акрилаты при алкиловой группе с 1-8 атомами углерода, алкил метакрилаты (алкиловая группа с 2-8 атомами углерода), акриловую кислоту, стирол, а-метилстирол, акрилонитрил и винилацетат, и такие полифункциональные соединения, как гликольдиметакрилат, алилметакрилат, диаллилфталат и диэтиленгликольбисаллилкарбонат. Эти сополимеризуемые ненасыщенные мономеры должны присутствовать в мономерной смеси в количестве не более 10 вес. %.
Подаваемая для литья жидкость содержит включенный в нее инициирующий агент. Инициатор полимеризации включает, например, такие индикаторы со свободным радикалом, как азобисизобутиронитрил, азобисдиметнлвалеронитрил, азобисциклогексаннитрил, бензоилпероксид, лауроилпероксид, ацетилпероксид, каприлилпероксид, 2,4-дихлорбензоилпероксид, изопропилиероксидикарбонат, изобутирилпероксид и ацетилциклогексилсульфонидпероксид.Он
включает также окислительно-восстановительную каталитическую комбинацию, например комбинацию пероксидов и аминов. Подаваемая жидкость может содержать различные добавки, например стабилизаторы, пластификаторы, агенты, управляюшие молекулярным весом, заполнители, красители и пигменты, если только присутствие этих добавок не влияет нежелательным образом на полимеризацию. При желании в подаваемую жидкость можно включить отклеивающий агент в ограниченном количестве, которое не окажет нежелательного воздействия на полимерный лист.
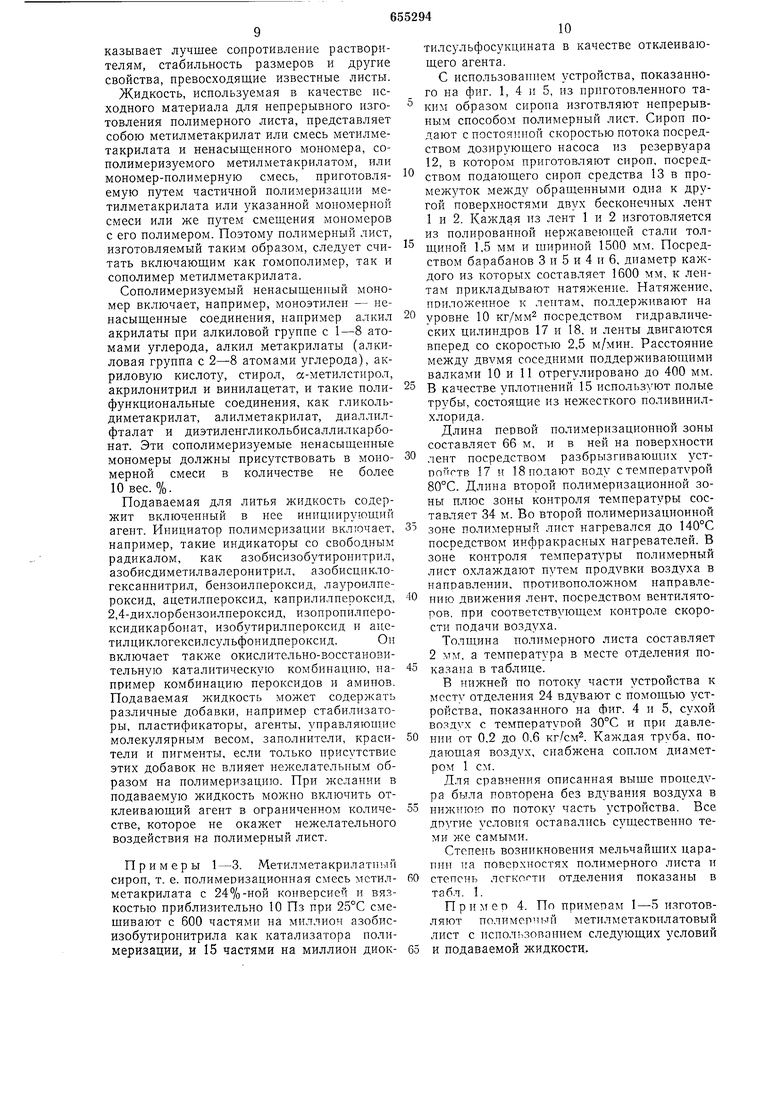
Примеры 1-3. Метилметакрилатный сироп, т. е. полимеризационная смесь метилметакрилата с 24%-ной конверсией и вязкостью приблизительно 10 Пз при 25°С смещивают с 600 частями на миллион азобисизобутиронитрила как катализатора полимеризации, и 15 частями на миллион диоктилсульфосукцината в качестве отклеивающего агента.
С использованием устройства, показанного на фиг. 1, 4 и 5, из приготовленного таКИМ образом сиропа нзготвляют непрерывным способом полимерный лист. Сироп подают с постоянной скоростью потока посредством дозирующего насоса из резервуара 12, в котором приготовляют сироп, посредстБом подающего сироп средства 13 в промежуток обращенными одна к другой поверхностями двух бесконечных лент
1и 2. Каждая из лент 1 и 2 изготовляется из полированной нержавеюн1ей стали толщиной 1.5 мм и шириной 1500 мм. Посредством барабанов 3 и 5 и 4 и 6, диаметр каждого из которых составляет 1600 мм, к лентам прикладывают натяжение. Натяжение, приложенное к лентам, поддерживают на
уровне 10 кг/мм посредством гидравлических цилиндров 17 и 18, и ленты двигаются вперед со скоростью 2,5 м/мин. Расстояние между ДВУМЯ соседними поддерживающими валками 10 и 11 отрегулировано до 400 мм.
В качестве уплотнений 15 используют полые трубы, состоящие из нежесткого поливинилхлорида.
Длина первой полимеризационной зоны составляет 66 м, и в ней на поверхности
лент посредством разбрызгивающих устпомств 17 и 18 подают воду стемпературой 80°С. Длина второй полимеризационной зоны плюс зоны контроля температуры составляет 34 м. Во второй полимеризационной
зоне полимерный лист нагревался до 140°С посредством инфракрасных нагревателей. В зоне контроля температуры полимерный лист охлаждают путем продувки воздуха в направлении, противоположном направлению движения лент, посредством вентиляторов, при соответствующем контроле скорости подачи воздуха. Толщина полимерного листа составляет
2мм, а температура в месте отделения показана в таблице.
В нижней по потоку части устройства к месту отделения 24 вдувают с помощью устройства, показанного на фиг. 4 и 5, сухой ВОЗДУХ с температурой 30°С и при давлеНИИ от 0,2 до 0,6 кг/см. Каждая труба, подающая воздух, снабжена соплом диаметром 1 см.
Д,71я сравнения описанная выще процедура была повторена без вдувания воздуха в
нижнюю по потоку часть устройства. Все другие условия оставались существенно теми же самыми.
Степень возникновения мельчайших царапин па поверхностях полимерного листа и
степень легко1 ти отделения показаны в табл. 1.
Пример 4. По примерам I-5 изготовляют по,чимеряый мети,чметакрилатовый лист с использованием следующих условий
и подаваемой жидкости,.
11
12
Таблица 1


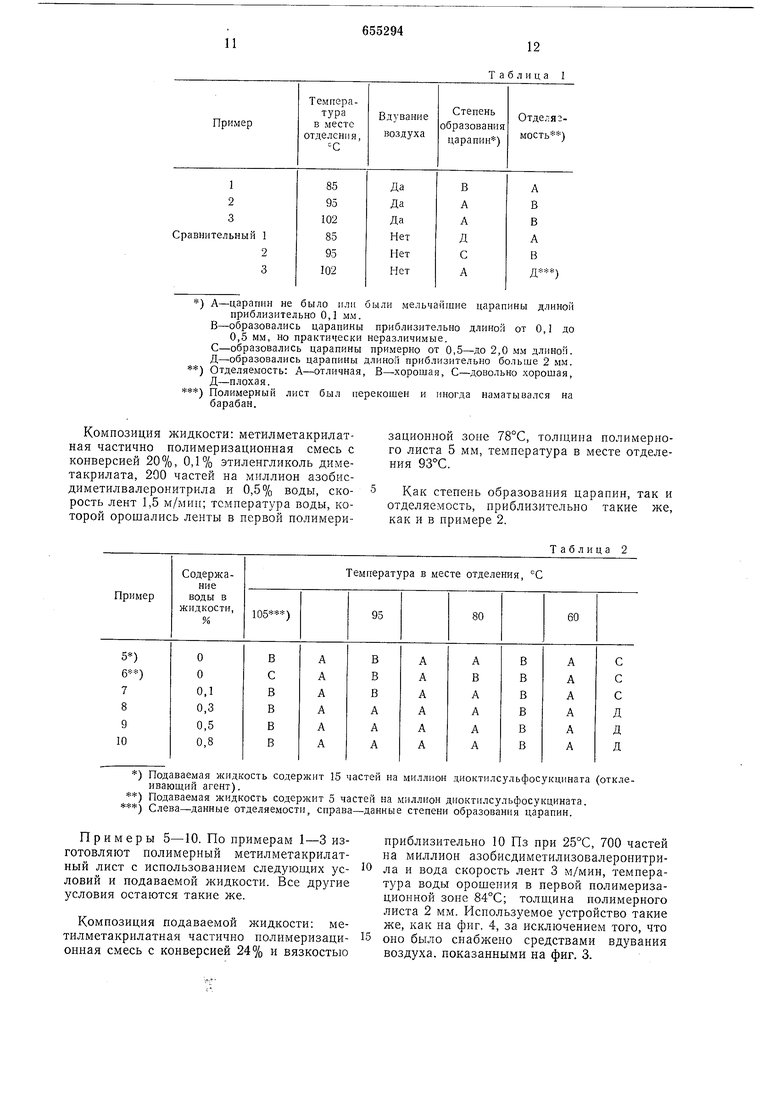
) А-царапин не было лли были мельчайшие царапины длиной
приблизительно 0,1 мм. В-образовались царапины приблизительно длиной от О,1 до
0,5 мм, но практически неразличимые.
С-образовались царапины примерно от 0,5-до 2,0 м.м длиной.
д-образовались царапины длиной приблизительно больше 2 мм.
) Отделяемость: А-отличная, В-хорошая, С-довольно хорошая,
Д-плохая.
) Полимерный лист был перекошен и иногда на.чатывался на барабан.
Композиция жидкости: метилметакрилатная частично полимеризационная смесь с конверсией 20%, 0,1% этиленгликоль диметакрилата, 200 частей на миллион азобисдиметилвалеронитрила и 0,5% воды, скорость лент 1,5 м/мии; температура воды, которой орошались ленты в первой полимери) Подаваемая жидкость содержит 15 частей на миллион диоктилсульфосукцината (отклеивающий агент).
) Подаваемая жидкость содержит 5 частей на миллион диоктилсульфосукцината. ) Слева-данные отделяемости, справа-данные степени образования царапин.
Примеры 5-10. По примерам 1-3 изготовляют полимерный метилметакрилатный лист с использованием следуюил,их условий и подаваемой жидкости. Все другие условия остаются такие же.
Композиция подаваемой жидкости: метилметакрилатная частично полимеризационная смесь с конверсией 24% и вязкостью
зационной зоне 78°С, толщина полимерного листа 5 мм, температура в месте отделения .
Как степень образования царапин, так н Отделяемость, приблизительно такие же, как и в прнмере 2.
Таблица 2
приблизительно 10 Пз при 25°С, 700 частей на миллион азобисдиметилизовалеронитрила и вода скорость лент 3 м/мин, темнература воды орошения в первой полимеризационной зоне 84°С; толщина полимерного листа 2 мм. Используемое устройство такие же, как на фиг. 4, за исключением того, что оно было снабжено средствами вдувания воздуха, показанными на фиг. 3.
13
Отделяемость и степень образования царапин показаны в табл. 2.
Пример 11. По примеру 7 изготовляют метилметакрилатный полимерный лист с использованием следующих условий и подаваемой жидкости. Все другие условия остаются такими же.
Композиция подаваемой жидкости: частично полимеризованная метилметакрилатная смесь с конверсией 10%, 0,05% этиленгликоль диметакрилата, 2,0% стирол-метакрилатного сополимера, 0,05% азобисдиметилвалеронитрила, небольшое количество двуокиси титана и 0,6% воды. Скорость ленты 1,,5 м/мин; толщина полимерного листа 3 мм; температура в месте отделения 95°С.
Результаты приблизительно такие же, как в примере 95; температура отделения 95°С. 37 ; 0 П 73
6552Й4
14
Формула изобретения
Способ изготовления полиметплметакрилатного листа путем формирования его в
промежутке двумя движущимися оформляющими поверхностями, отличающийся тем, что, с целью улучщения качества поверхности листа, в промежуток между поверхностью листа и оформляющей поверхностью, в направлении, противоположном направлению движения листа, продувают инертный газ при О-60°С в момент отделения листа от оформляющей поверхности.
Источники информации,
принятые во внимание при экспертизе 1. Патент Японии № 34815, кл. В 29D 7/12, опубл. 1972. Т
3
I - в - и - У У 1ЬИ
-2S
с .. „. 13-( - 23
26
