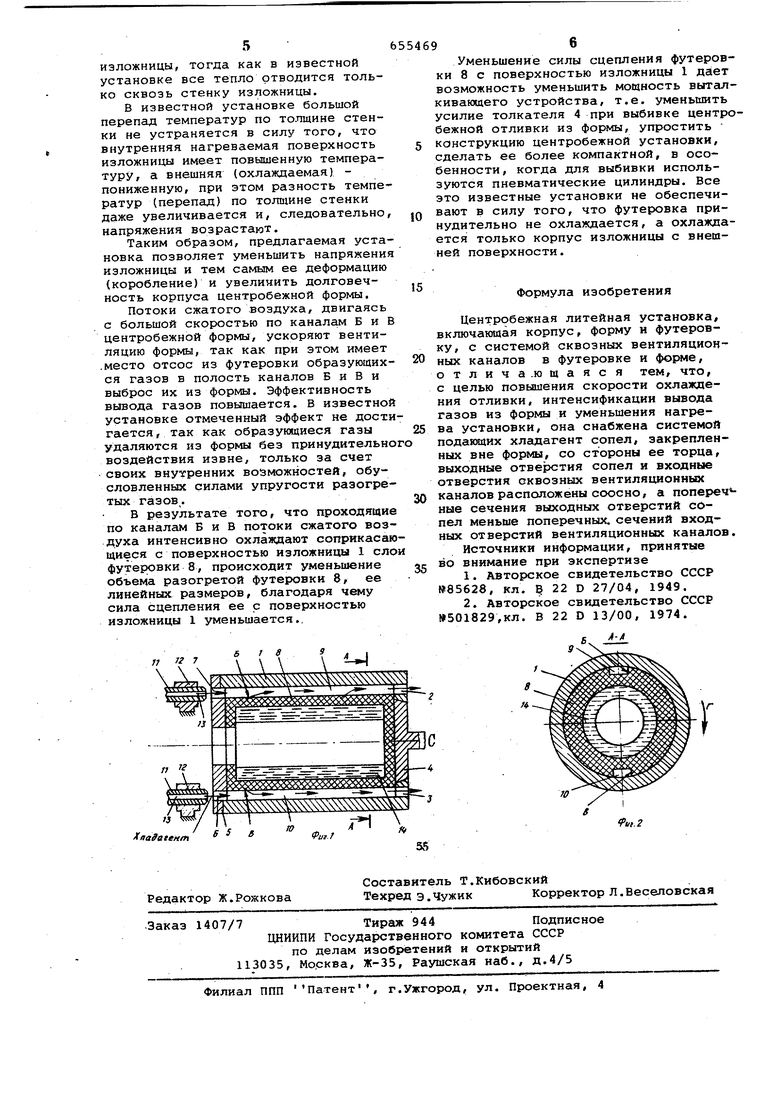
(54) ЦЕНТРОБЕЖНАЯЛИТЕЙНАЯ УСТАНОВКА состоянии, продольный разрез; на фиг. - разрез А-А фиг.1. Предлагаемая центробежная лиТейная установка состоит из изложницы 1 со скБозными отверстиями 2 и 3, толкателя 4, крышки 5 со сквозными отверстиями 6 и 7, футеровки 8 с вентиляционными каналами 9 и 10, подающих хладагент сопел 11, закрепленных в направляющих 12 вне формы, со стороны ее торца. Сквозные отверстия 2 и 7 и канал 9 образуют верхний сквозной, продольный вентиляционный канал Б, а сквозные отверстия 3 и 6 и канал 10 образуют нижний сквозной продольный канал В центробежной формы. Для упрощения чертежей количество- сквозных продольных вентиляционных каналов и сопел в центробежной форме ограничено двумя, однако при проектировании технологических процессов необходимо руководствоваться конкретными производственными условиями и технологическими соображениями при выборе количества вентиляционных каналов, их величины и фор мы с тем, чтобы обеспечить наиболее благоприятные условия д.пя оптимального Осуществления технологического процесса. Сквозные отверстия могут быть выполнены также в цилиндрическо части корпуса ..изложницы 1 (на фиг.1 и 2 этот вариант не представлен). В предлагаемой установке возможно также применение одного подающего хладагент сопла 11, В качестве футеровки 8 могут быть использованы различные материалы: заранее изготовленные песчано-керами ческие стержни, футеровка, изготввленная из жидкоподвижных составов огнеупорных материалов, насыпная футеровка из литейных кварцевых пес ,ков с изготовлением граничащего с корпусом формы слоя из крупнозернис тых материалов, например металличес кой дроби, гранулированного шлака и др,; При этом важно, чтобы по гран це раздела (рабочая поверхность корпуса формы - слои футеровки) име лись свободные пространства, образу щие совместно со сквозными отверсти ми в стенках корпуса формы сквозную вентиляционную систему центробежной формы,. Последовательность сборки предлагаемой центробежной литейной уста новки следующая. В корпусе изложницы 1 устанавливают в исходное положение толкатель 4, затем футеровку 8, например, пут установки заранее изготовленных песчано-керамических стержней, закр ляют крышку 5 на корпусе изложницы и сопла 11 - в направляющих 12, В :качестве направляющих 12 для закреп ления сопел 11 можно использовать ограждение центробежной формы, напр мер переднюю торцевую дверцу. При . монтаже сопел 11 в направляющих 12 очень важна ориентировка сопел 11 относительно центробежной формы, т.е, выходные отверстия 1J сопел 11 и входные отверстия 7 и 6 сквозных вентиляционных каналов В и В должны быть соосно сцентрированы, причем для обеспечения лучших условий подачи хладагента из сопел 11 в каналы Б и В поперечные сечения выходных отверстий 13 сопел 11 должны быть меньше поперечных сечений входных отверстий 6 и 7 сквозных продольных вентиляционных каналов Б и В, Центробежная литейная установка работает следующим образом. Центробежную форму приводят во вращение с заданной угловой скорое-., тью, после чего подают хладагент через сопла 11, например сжатый воздух от существующих в цехах пневмосетей, затем заливают жидкий металл 14 в полость центробежной формы, В качестве хладагента может быть применен не только воздух, но и различные газовые смеси, отдельные газы, а также вышеперечисленные агенты совместно с другими веществами , например воздушно-водяная смесь (пар). В процессе вращения центробежной формы сквозные вентиляционные аналы Б и В поочередно подвергаются воздействию потоков хладагента, поступающего через неподвижно закрепленные сопла 11, Проходя по каналам Б и В центробежной формы и непосредственно соприкасаясь с футеровкой а, потоки воздуха интенсивно охлаждают ее и тем ускоряют процесс кристаллизации металла 14 центробежной отливки. Известно, что самым большим недостатком центробежной отливки в футерованные формы является низкая производительность из-за медленного процесса кристаллизации металла. Так, например, время затвердевания канализационных и водопроводных труб в футерованной изложнице в 3-4 раза больше, чем в металлической Предлагаемый способ позволяет существенно повысить производительность центробежной отливки в футерованные формы, Двигаясь по каналам Б и В центробежной формы, потоки сжатого воздуха предохраняют корпус изложницы 1 от повышенного нагрева ее горячими потоками образующихся в форме газов и тем самым значительно снижают напряжения в стенке изложницы, так как уменьшается перепад температур по толщине стенки между внутренней и внешней поверхностями изложницы. При этом.в предлагаемой установке значительная часть тепла отводится сжатым воздухом по каналам и только незначительная часть - сквозь стенку
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная литейная установка | 1980 |
|
SU996081A1 |
| Центробежная горизонтальная установка | 1979 |
|
SU831300A1 |
| Центробежная форма | 1977 |
|
SU679306A1 |
| ЦЕНТРОБЕЖНАЯ ЛИТЕЙНАЯ ФОРМА | 1973 |
|
SU393030A1 |
| Центробежная литейная форма | 1975 |
|
SU521064A1 |
| СПОСОБ ВАКУУМИРОВАНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2585881C2 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ МЕТАЛЛА В ЭЛЕКТРОМАГНИТНОЙ ИЗЛОЖНИЦЕ СМЕННОГО ПРОФИЛЯ ДЛЯ ЕДИНИЧНОГО, МЕЛКО- И КРУПНОСЕРИЙНОГО ПРОИЗВОДСТВА ПОЛЫХ КОНСТРУКЦИЙ ПРОИЗВОЛЬНОЙ ФОРМЫ | 2003 |
|
RU2246374C2 |
| Центробежная установка | 1978 |
|
SU784977A1 |
| Заливочное устройство для центробежнолитейных машин | 1980 |
|
SU865506A1 |
| Изложница для разливки стали | 1983 |
|
SU1131591A1 |
