1
Изобретение относится к области литейного оборудования, в частности к оборудованию для центробежного литья.
Известна центробежиая литейная форма, включающая корлус с крышкой, футеровочную встащку и вентиляцион«ые каналы, выполненные «а внутренней поверхности корпуса.
Однако из такой литейной формы -плохо удаляются газы.
Пре|дложеннаЯ центробежная литейная форма отличается от известной тем, что вентиляционные каналы вьшолиены на внешней поверхности футеровочной вставки, а на ее заднем то1рце - центральное отверстие, ОБ,Язывающее ее внутреннюю полость с вентиляционными каиаламн.
Это позволяет повысить эффективность удаления газов из центробелшой литейной формы.
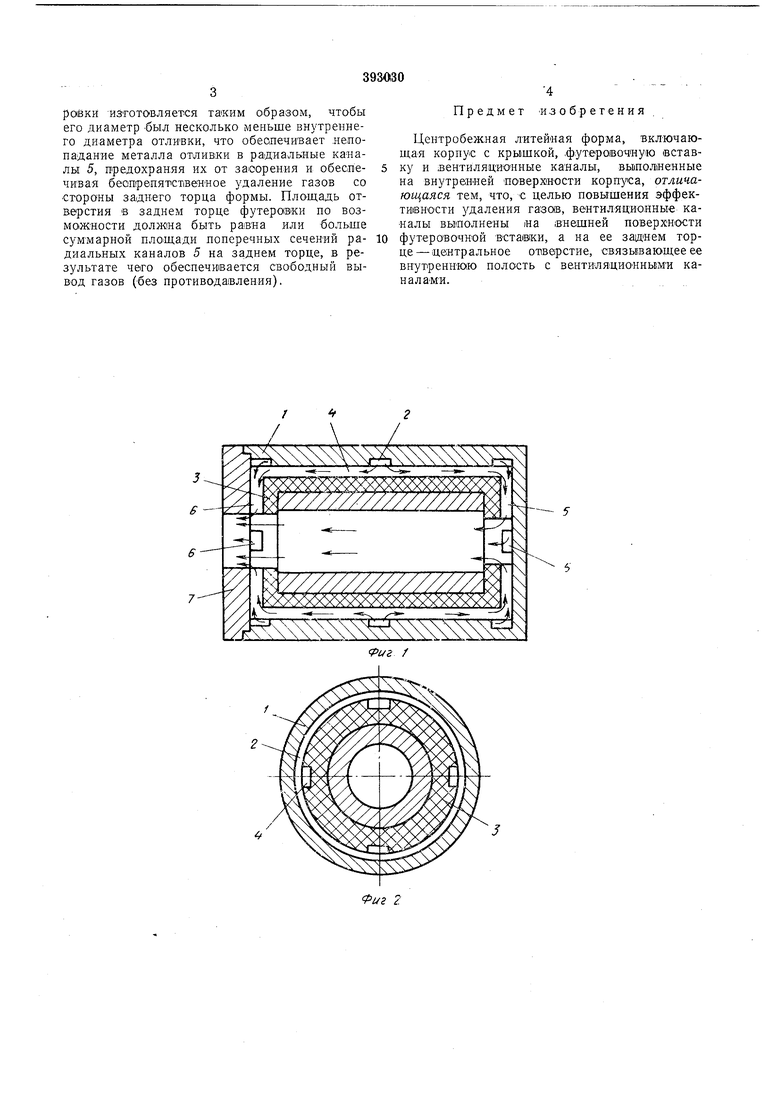
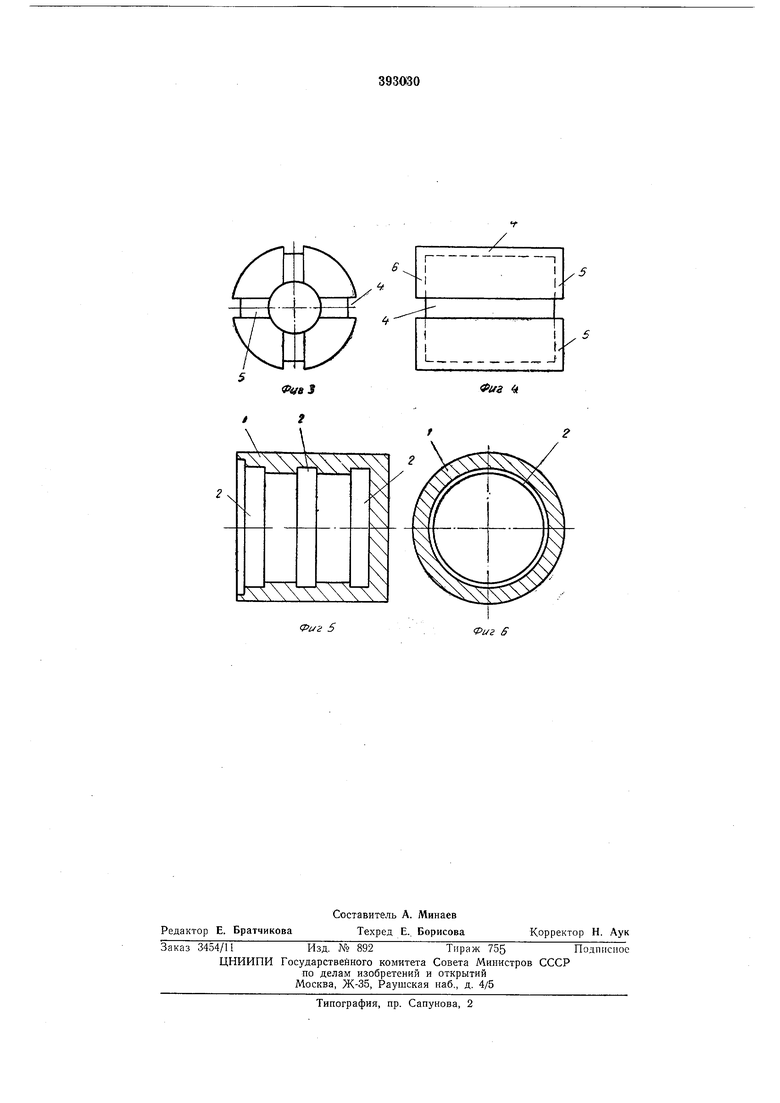
На фиг. 1 изображен продольный разрез центробежной литейвдой формы в сборе; на фиг. 2 -лоперечный разрез центробежной литейной фор|МЫ в сборе по кольцевому каиалу; на фиг. 3 - вид внешней тортовой части футеравочной вста1вки, на фи1Г. 4-вид внешней продольной части футеровочной вставки; на фиг. 5 - продольный разрез изложницы; на фиг. 6 - понеречный разрез изложницы, проходяшей (ПО кольцевому каналу.
Предложенная центр об ежна-я литейная форма состоит из изложницы 1 с кольцевыми вентиляционными каналами 2, футеровочной вставки 3 с продольными вентиляционными каналами 4, радиальными вентиляционными каналами 5 на -внешней стороне до торца и радиальными каналами 6 на внешней стороне переднего торца, крышки 7 и отверстия в заднем торце футеровочной вставки 3.
В изложницу 1 с кольцевыми каналами 2 вставляется футеровочная вставка (песчаный стержень) 3 с продольными 4 и радиальными 5 к 6 каналами. Для упрощения чертежей количест1во каналов на фигурах ограничено: на изложнице три 1 ольце1вых 2 (фиг. 1 и 5), а на футеровке (. 2, 3, 4) четыре продольных 4 и по четыре радиальных 5 и б на заднем и переднем торцах. На практике же количество каналов, их величина выбираются в зависимости от конкретных условий - от рода металла и футеровки, величины отливки и т. д.
После закрепления крышки 7 форма приводится во вращение, в нее заливается металл в объеме отливки.
Выделяющиеся из отливки и футеровки одной всташки 3 газы по кольцевым 2, продольным 4 и радиальным 5 и 6 каналам через сквозное отверстие в заднем торце футеровки 3 удаляются во внешнюю окружающую среду. От|версти о заднем торце футеРОБКИ изготовляется таким o6pai30M, чтобы его диаметр был несколько меньше внутреннего диаметра отливки, что обеапечивает .непопадание металла отливки в радиальные каналы 5, предохраняя их от засорения и обеснечивая беоп репят1СТ|ВеННое удаление газов со стороны заднего торца формы. Площадь отверстия в заднем торце футеровки но возможности должма быть равна или больше суммарной площади поперечных сечений радиальных каналов 5 на заднем торце, в результате чего обеспечивается свободный выВОД газов (без противодавления).
Ч Предмет изобретения
Центробежная литей«ая форма, включающая корнус с крышкой, футер01воч1ну Ю вставку и .вентиляционные каналы, выполненные на внутренней поверх ности корпуса, отличающаяся тем, что, с целью повышения эффективности удаления газав, вентиляционные каналы выполнены 1на внешней поверхности футеровочной вставки, а на ее заднем торце- центральное отверстие, связывающее ее внутреннюю полость с вентилящионньши каналами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная литейная установка | 1980 |
|
SU996081A1 |
| Способ футеровки центробежной формы центробежная форма | 1974 |
|
SU501829A1 |
| Центробежная литейная установка | 1975 |
|
SU655469A1 |
| Многосекционная центробежная литейная форма | 1976 |
|
SU655470A1 |
| Центробежная горизонтальная установка | 1979 |
|
SU831300A1 |
| Центробежная форма | 1977 |
|
SU679306A1 |
| Способ футеровки центробежной формы | 1974 |
|
SU476076A1 |
| Многосекционная центробежная форма | 1978 |
|
SU789229A1 |
| Устройство для футеровки изложниц центробежных машин | 1982 |
|
SU1060301A1 |
| Заливочное устройство для центробежнолитейных машин | 1980 |
|
SU865506A1 |
J
Фиг 5
Фиг 4(
Фиг 6
