Изобретение относится к области литейного производства и может быть использовано при массовой выработке мелющих тел в литейных виброцентробежных машинах с вертикальной осью вращения. Известен способ получения металлических отливок, включающий заполнение форм расплавом при виброцентробежно-вакуумном процессе литья (1).
Однако машин для массового литья отливок, в которых одновременно использовались бы все виды литья: вибрационный, центробежный, вакуумный, - нет.
Известны литейные машины (2) и (3) для получения мелющих тел виброцентробежным способом. Предлагаемое устройство устанавливают, например, на машину (2), чтобы обеспечить заливки форм без противодавления и исключить появление признаков газовой пористости в полученных отливках.
В основу изобретения поставлена задача создать способ вакуумирования литейных форм на основе нового для этого устройства, что позволяет повысить качество отливок и расширить технологические возможности существующих машин.
Поставленная задача достигается тем, что над литейной формой создают область вихревого пространства переменно-пониженного давления, разрежение осуществляют в зоне зауженного щелевого канала, которую образуют между волновой плоскостью дискообразного экрана и поверхностью литейной формы, а в устройство вводят дискообразный экран с волновой поверхностью по размеру формы с центральным отверстием под воронку, вокруг которой размещен коллектор с щелевым соплом для продувки зоны зауженного щелевого канала, которая образована между поверхностями дискообразного экрана и литейных форм.
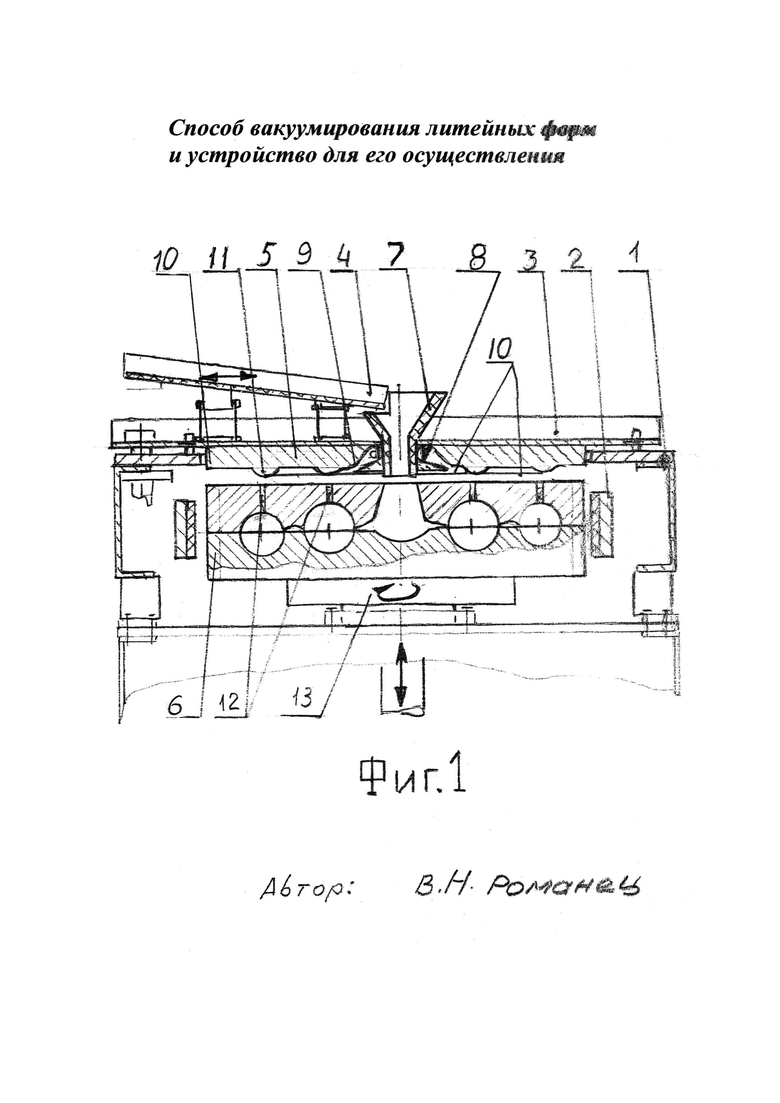
На фиг.1 изображено устройство для реализации предлагаемого способа вакуумирования литейной формы. Устройство содержит раму 1, тормоза 2, подвижную балку 3 с виброжелобом 4, в которую введен дискообразный экран 5 по размеру заливочной формы 6, который имеет центральное отверстие под заливочной воронку 7 и коллектор 8 с щелевым соплом 9 для продувки воздушным хладагентом ограниченного зауженного щелевого канала 10, образованного при сборке формы 6 со столом 13 между поверхностями экрана 5 и формы 6, причем на нижней поверхности экрана 5 сделаны кольцевые, плавно закругленные выступы 11 на тех же радиусах от оси вращения формы 6, на которых из нее выведены вентиляционные каналы 12 из разъема заливаемых полостей. Рама устанавливается над рабочим столом 13, который совершает вертикальные колебания и горизонтальные вращения в действующей машине (2), к которой подключены все вышеуказанные механизмы. Заявленный способ вакуумирования осуществляется с помощью смонтированного в раме 1 устройства следующим образом: сжатый воздух, как воздушный хладагент, через щелевое сопло 9 продувается к периферии щелевого канала 10, ограниченного снизу верхней поверхностью формы 6, а сверху - нижней поверхностью дискообразного экрана 5, где радиально-плоский скоростной поток подчиняется закону Бернулли. В нижней части на поток вдоль всей поверхности вращающейся формы 6 накладывается возрастающая вдоль радиуса окружная составляющая скорости течения дискового фрикционного насоса, отбрасывающего поток от центра к периферии.
Радиальное движение напорного течения, в канале 10, искривляется с ростом абсолютной скорости течения у поверхности гладкой стенки формы 6, приближаясь к вихревому. Сложение двух течений увеличивает снижение статического давления в щелевом канале 10 в кольцевых зонах сужения потока, куда выведены вентиляционные каналы из полостей и разъема формы.
Само устройство на машине 2 работает следующим образом. Подвижная балка 3 с виброжелобом 4, экраном 5 и воронкой 7 холостым ходом сдвигается с места, освобождая доступ к рабочему столу 13, на котором устанавливается и закрепляется форма 6, после чего подвижная балка 3 рабочим ходом устанавливается в положение заливки, как показано на фиг.1.
Включается: вибрация желоба 4 на период заливки порции расплава, вертикальная вибрация и горизонтальное вращение формы 6 на столе 13 с продувкой образованного щелевого канала 10 от центра к периферии охлаждающим потоком сжатого воздуха.
В зауженные кольцевыми выступами места канала 10 с формы 6 по выведенным вентиляционным каналам 12 отсасывается воздух и газы из полостей формы 6, которые заливают. Процесс завершается по окончании кристаллизации отливки. Согласно программе включаются и отключаются тормоза 2, отключается продувка канала 10. Подвижная балка 3 холостым ходом отводится в сторону, освобождая доступ к форме 6 на столе 13, где идет процесс замены залитой формы.
Процесс литья продолжается.
Добавляя устройство вакуумирования к машинам вибрационно-центробежного литья, тем самым расширяются их технологические возможности, используя одновременно три вида литья, чего раньше не существовало, причем вакуумирование осуществляется новым способом. Кроме того, это устройство может быть использовано самостоятельно, там, где требуется вакуумирование при центробежном литье.
Таким образом, действуя на расплав ваукуумом, вибрацией и центробежной силой, получаем отливки повышенного качества без дефектов газовой пористости с повышенной структурой прочности к истиранию и ударным нагрузкам, а также расширяются технологические возможности существующих машин.
Источники информации
1. Патент Украины №93812, МКИ В22Д, 2011 г.
2. Патент Украины №89598, МКИ В22Д, 2010 г.
3. Патент РФ №2026140, опубл. 09.01.95 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1970 |
|
SU282617A1 |
| СПОСОБ ЕРЫКАЛОВА Е.А. ПОЛУЧЕНИЯ ОТЛИВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2026140C1 |
| Устройство для вакуумирования пресс-форм литья под давлением | 1983 |
|
SU1098659A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2000 |
|
RU2188742C1 |
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2765561C1 |
| Центробежная литейная установка | 1980 |
|
SU996081A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ И АКТИВАЦИИ МАТЕРИАЛОВ | 2012 |
|
RU2496582C1 |
| РОТОРНЫЙ АППАРАТ | 1990 |
|
RU2016647C1 |
| Вентиляционное устройство для литейной формы | 1980 |
|
SU1082311A3 |
| СПОСОБ И МАШИНА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1943 |
|
SU89850A1 |
Изобретение относится к литейному производству и может быть использовано при литье мелющих тел в центробежных машинах с вертикальной осью вращения. Способ характеризуется тем, что над литейной формой 6 с вентиляционными каналами 12 размещают дискообразный экран 5 с образованием щелевого канала 10. Экран выполнен с кольцевыми выступами 11, образующими кольцевые зоны сужения в щелевом канале над вентиляционными каналами 12. Через щелевое сопло 9 подают воздушный хладагент к периферии щелевого канала 10. Над вращающейся литейной формой формируется вихревое пространство переменно-пониженного давления с созданием разрежения в зонах сужения щелевого канала и отсоса воздуха и газов из формы. Обеспечивается повышение качества отливок за счет устранения газовой пористости. 2 н.п. ф-лы, 1 ил.
1. Способ вакуумирования литейной формы для центробежного литья, характеризующийся тем, что над литейной формой с вентиляционными каналами размещают дискообразный экран с образованием щелевого канала с кольцевыми зонами сужения над вентиляционными каналами, создают над литейной формой вихревое пространство переменно-пониженного давления с созданием разрежения в зонах сужения щелевого канала путем подачи воздушного хладагента через щелевой канал от центра к его периферии.
2. Устройство для вакуумирования литейной формы для центробежного литья, содержащее дискообразный экран, размещенный над литейной формой с образованием щелевого канала и выполненный с кольцевыми выступами, образующими зоны сужения в щелевом канале, и с центральным отверстием для заливочной воронки, коллектор с щелевым соплом, размещенный вокруг воронки и обеспечивающий подачу воздушного хладагента через щелевой канал, при этом кольцевые выступы дискообразного экрана расположены над вентиляционными каналами литейной формы.
| RU 2011108336A, 10.09.2012 | |||
| Способ литья под давлением | 1983 |
|
SU1177044A1 |
| ВСЕСОЮЗНАЯ | 0 |
|
SU387783A1 |
| СПОСОБ ЕРЫКАЛОВА Е.А. ПОЛУЧЕНИЯ ОТЛИВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2026140C1 |
| US 5179995A, 19.01.1993. | |||

