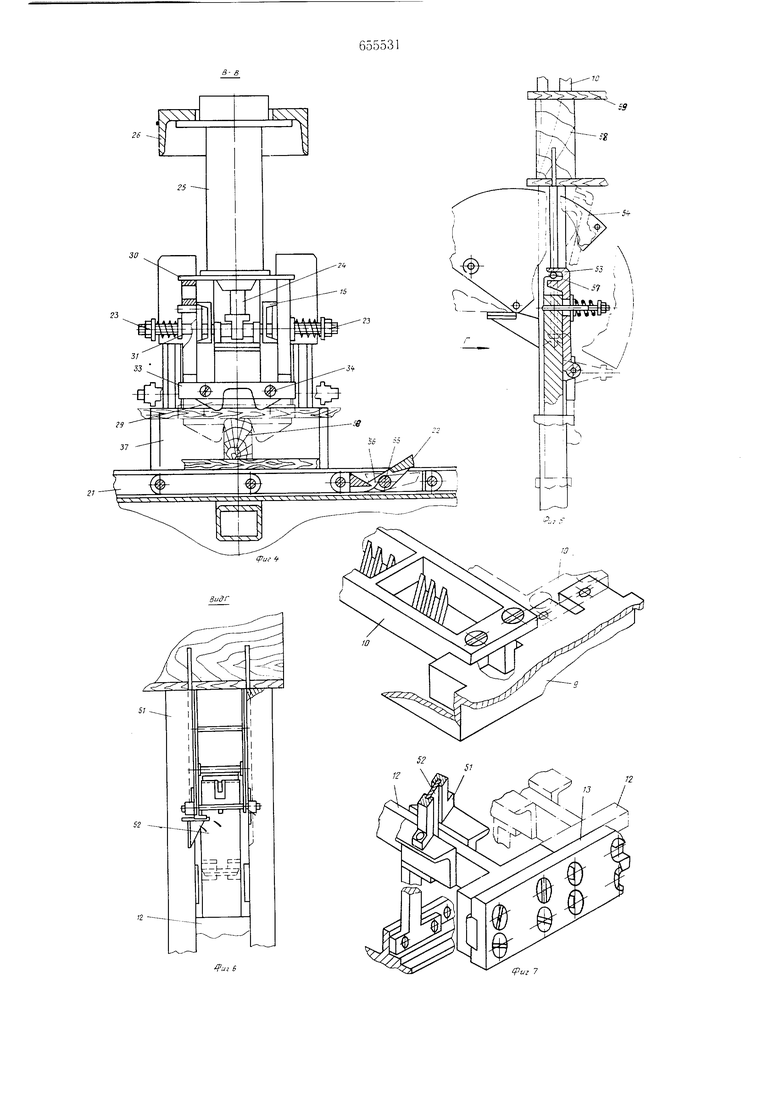
Изобретение относится к деревообрабатывающей промышленности и касается оборудования по изготовлению поддонов. Известно устройство для изготовления деревянных складных ящиков из отдельных элементов 1. Известно также устройство для сшивки поддонов преимущественно П-образными скобами, включающее установленные по ходу технологического процесса устройства формирования поддонов, прощивки их скобами и связанные между собой общим транспортером с траверсами, устройства загиба, вдавливания концов скоб и щтабелирования сшитых поддонов, а также упоры, башмаки со скосами, станину и привод 2. Последнее из указанных устройств является наиболее близким к изобретению. Известные устройства имеют низкую производительность. Цель изобретения - повышение производительности. Указанная цель достигается тем, что в траверсах транспортера выполнены гнезда, в которых установлены фиксаторы и кронщтейны, на концах которых шарнирно установлены клинья, причем последние контактируют со скосами башмаков, каждый из которых выполнен Е-образной формы и подпружинен относительно станины, а устройство вдавливания скоб и упоры смонтированы с возможностью установки в различных положениях на станине. На фиг. 1 изображен общий вид поточномеханизированной линии сщивки поддонов; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б фиг. 1; на фиг. 4 - разрез В-В фиг. 3; на фиг. 5 - устройство для вдавливания скобы; на фиг. 6 - вид Г фиг. 5; на фиг. 7 - устройство прошивки скобами с переустанавливаемыми устройствами вдавливания скоб и упорами противоскалывания древесины {две проекции); па фиг. 8 - технологическая схема формирования поддона. Поточно-механизированная линия для сшивки поддонов включает устройства формирования поддонов 1, прошивки поддонов скобами 2, загиба концов скоб 3, вдавливания загнутых концов скоб 4, штабелирования сшитых поддонов 5, транспортер 6 и привод 7.
Для формирования поддонов и прошивки их скобами служит скобовшивиой станок 8. который включает откидную крышку 9 с размешенными в ней переустанавливаемыми упорами 10 для предотвращения раскалывания древесины верхнего настила досок поддона, устройства вдавливания скоб II, устанавливаемые на переустанавливаемых продольных балках 12 подвижной рамы 13, опорные ролики 14 для схода ноддоиа к устройству загиба концов скоб 3.
Для перемещения сшиваемых поддонов рядом с опорными роликами 14 скобосшивного станка 8 установлен транспортер 6, на котором, например, на его станине последовательно расположены: рабочая поверхность устройства загиба концов скоб 3, устройство вдавливания загнутых концов скоб 4, имеющих подвижную траверсу 15, устройство штабелирования сшитых поддонов 5, имеюи1ее подъемный рабочий орган, закрепле1П1ый ьа транспортере 6 и вь полненнь Й в виде гидравлического цилиндра 16 с подъемной плнтой 17, а также шарнирно закрепленные L-образные упоры 18 на вертика.льных направляющих 19 и 20, последние из которых переустанавливаемы.
Роликовые цени 21 транспортера выполнены так, что их рабочие ветви, с встроенными и утапливаемыми толкателями 22, соединяют рабочие новерхности устройств загиба 3 и вдавливания загнутых концов скоб 4, причем только толкатели 22 выступают над упомянутыми поверхностями.
Подвижные траверсы 15 соединены шарнирно, напри.мер, осью 23 с исполнительными органами, например, со штоками 24 гидроцилиндров 25, которые закреплены на поперечной балке портала 26. На штоках 24 шарнирно закреплены U-образные коро.мьлсла 27, на горизонтальных полках которых размещены пуансоны 28.
Каждая подвижная траверса 15 имеет. например, но два поднружиненных фиксатора 29, расположенных под неподвижны.ми упорами 30, которыми служат торпы выступов гидроцилиндров 25.
Подпружиненные фиксаторы 29 имеют Н-образную форму и верхние концы, выполняющие роль на равляюц1,их колонок, имеют пазы, охватывающие оси 23, несущие по концам подпружиненные прижимы 31. Нижние концы подпружиненных фиксаторов 29 сим.метрично с двух сторон снабжены устунами и клиньями 32, контактируюн1ими с уклонами двух распорных планок 33, параллельно расположенных и соединенных между собой пружипами 34 растяжения, за счет чего распорные планки 33 постоянно прижаты к клиньям 32.
Кроме упомянутых подпружиненных фиксаторов 29, на каждом конце подвижной траверсы 15 установлены кронштейны 35 с щарнирно подвешенными донолнительными клиньями 36, которые находятся в контакте или имеют возможность контактировать с уклонами нлаваюш,их баш.маков
37,дополнительно установленными в боковых стойках портала 26 под подвижными
траверса.ми 15.
Плавающий башмак 37 имеет Е-образную форму, средняя полка которого соединена ншрнирно с подпружиненными njTOKaMH
38,а боковые полки расположены под углом к продольной стенке и создают упомянутые уклоны, против которых расположены подпружиненные планки 39.
Опорные плиты 40, 41 и 42 соответственно устройств вдавливания загнутых концов скоб 4, гидроцилиндра 16 и вертикальных направляющих 20 снабжены фиксаторами, например, болтами 43, 44 и 45, устанавливаемыми в своих гнездах, папри 1е), в отверстиях 46, 47 и 48 станины 49 транспортера 6.
Приводные органы устройств формирования поддонов 1 и их скобами 2, а также исполнительные органы 24 подвижных траверс 15 и нодьемный рабочий орган 16 устройства штабелирования 5 поддонов 5 соединень с пультом управления 50 и с приводом 7, например, гидравлической, электрической или механическими 1 ередачами, помещенными в станине 49 транспортера 6.
Устройство для вдавливания скобы 11 имеет вертикальные направляющие 51, пуансон 52 с Г-образным прихватом 53 и pacnopiihiM клином 54.
Портал 26 подвижной траверсы 15 выполнен замкнутой D-образной фор.мы, охва5 тывающей верхние ветви роликовых цепей 21 е толкателями 22, закрепленными на осях 55 и подпружиненными пружинами 56, что позволяет делать их утапливаемы.ми.
Поточно-механизированная линия работает следуюпдим образом.
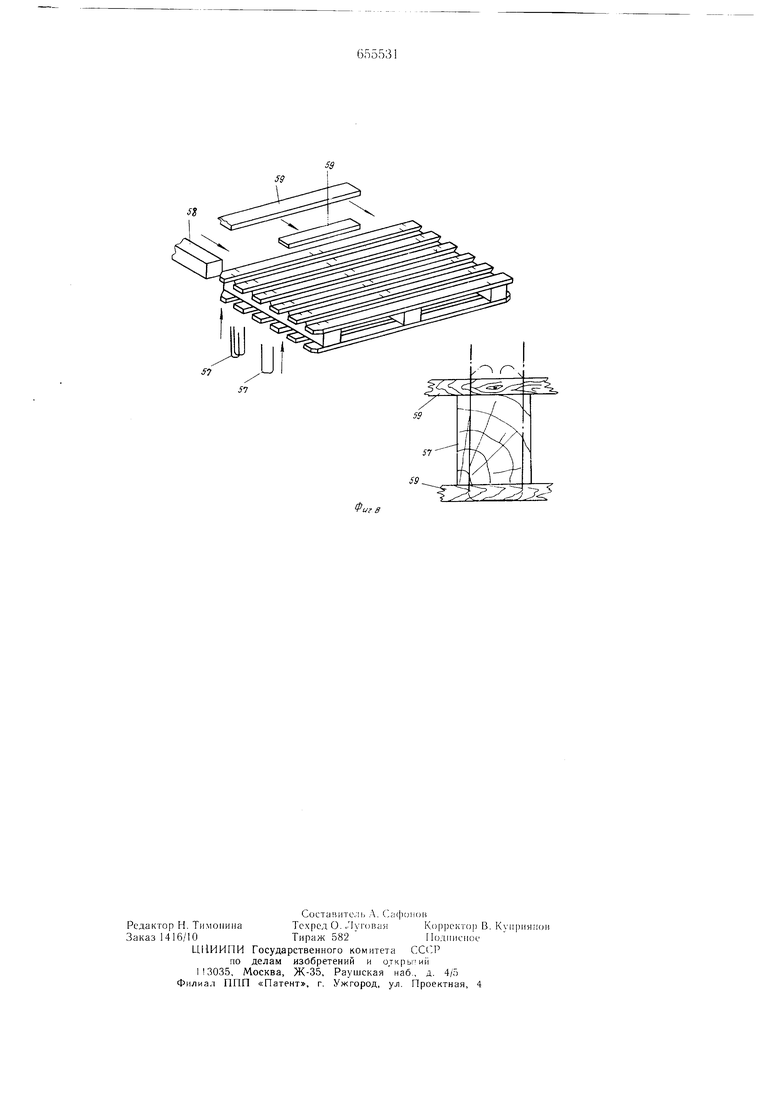
При поднятой крышке 9 скобосшивного станка 8, в вертикальные направляющие 51 помеп1ают П-образные скобы 57, а затем формируют поддон из брусков 58 и досок 59.
, Включением привода 7 опускают крьапку 9 и заклинивают сформированный поддон. Затем вступает в работу устройство прошивки поддонов скобами 2, в которо.м подвижная рама 13 подни.мает пуансон 52, вдавливающие скобы 57 через брускн 58 и доски 59
0 н(хадона так, что концы ее выходят под упором 10. После чего открывают крышку 9 в первоначальное положение, и .механиз.м сбрасывания поднимает поддон, н но опорным ро.ликам 14 сходит на станину 49 транспортера 6Б .месте устройства загиба концов скоб. 1де концы скоб загибают при по.моши рычажных приспособлений так, чтобы концы их можно было задавить в доски 59 поддона.
Включением роликовых цепей 21 транспортера 6 осуществляют перемещение поддона толкателями 22, к устройству вдавливания загну,тых концов скоб 4, где при опускании одновременно всех подвижных траверс 15 подпружиненные фиксаторы 29 входят между досками верхнего настила, что центрирует поддон по брускам 58, в то же время дополнительные клинья 36 входят в контакт с уклонами плавающих бащмаков 37. При дальнейшем перемещении подвижных траверс 15 вниз клинья 32 подпружиненных фиксаторов 29 расклинивают распорные планки 33 и прижимают боковые поверхности досок 59 верхнего настила. В то же время с противоположных сторон к боковым поверхностям крайних досок верхнего настила перемещаются плавающие башмаки 37, что позволяет обжать все доски 59 верхнего настила поддона перед задав.ливанием .загнутых концов 60 скоб пуансонами 28, закрепленными на LJ-образном коромыс„те 27 траверсы 15.
Затем иодвижт)1е траверсы 15 возвращают в исходное положение, при этом плавающий башмак 37 с помощью подпружиненного LUTOKa 38 отводится в исходное положение, а подпружиненные планки 39 и paciiopniiie планки 33 возвран1аются в первоначальное положение за счет пружин растяжения 34. В этот период подъем подпружиненного фиксатора 29 прекращается за счет его верхними концами з неподвижные упоры 30 гидроцилиндров 25 и фиксируются в ис;-;одном положении подпружинен н ы м и прижима .м и 31.
После вдавливания загнутых концов скоб поддон толкателями 22 гибкого замкнутого органа 21 смещают и устанавливают между вертикальными направляющими 19 и 20 устройства плтабелирования сщитых поддонов 5, что позволяет поднять его подъемной нлитой 17 гидроцилиндра 16 на уровень выше L-образных упоров 18, закрепленных на вертикальных направляющих 19 и 20. При возврате подъе.мной плиты 17 гидроцилиндра 16 поддон устанавливается на L-образных упорах 18. В то время, когда сщитый поддон штабелируют, на устройство загибки концов скоб 3 сходит со скобосн1ивного станка 8 следующий поддон, и весь цикл повторяется.
Для нереналадки поточно механизированной линии на изготовлепие ;p roio гнноразмера поддона необходимо i; скобосшив ном станке 8 переустановить продольные балки 12 подвижной рамы 13 вместе с устройствами вдавливания скоб 11, а также упоры 10 нротивоскалывания, расг10ложе1П11)1е в откидной крышке 9. D-o6pa3Hi ie порталы 26 с подвижными траверсами 15 и гидроннлиндрами 25 устройства вдавливания загнутых концов скоб 4 нереустаиовить на станине 49 по гнездам 46, в устройстве штабелирования сшитых поддонов 5 переустановить направляющие вертикальные стойки 20 и гидроцилиндр 16 по гнез;и1М, соответственно, 44 и 45.
В с.тучае необходим1)СТ1 возврата толкателей 22 против двнжепия поддона испо.тьзуют возможпость утапливаться толкателям 22 за счет отжатия пружины 56 и повороте на оси 55, с последующим возвратом в рабочее положение нрп выходе из-под поддона.
Формула илопретсния
5 Поточно-механизированная Л11ния сщивкп поддонов, содержащая установ.тенныс по ходу технологического процесса устройства формирования поддонов, пронпшки их скобами и связанные у,ожду собой общим транспортером с травер. 1.МП, устройства загиба, пдавливания концов скоб и Н1табелирования сшитых иоддоно, а также уноры, башмаки со скосами, стан1П-;у и привод, отличающаяся тем, что. с це,Ч1,ю 1овып1ен11я производительности, в траверсах транспортера выполнены гнезда, в которых установлены фиксаторы и кронн1тейны, на концах KOTopi ix шарнирно установлены клинья, причем последние контактируют со скосами б.ан1маков, каждый из которых вьпюлнен Е-образной формы и подпружинен относительно станины, а устройство вдаплг.вания скоб и упоры смонтированы с возможностью установки в раз,.х положениях на станине.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство ,а 174344,
кл. В 27 F 706, 1962.
2. Авторское свндете,1ьство j4s 516524. кл. В 27 F 7/06, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточно-механизированная линия сшивки поддонов | 1974 |
|
SU516524A1 |
| Скобосшивной станок для соединения деревянных поддонов | 1976 |
|
SU548418A2 |
| Устройство для сшивки поддонов скобами | 1981 |
|
SU990514A1 |
| Устройство для вдавливания загнутых концов скоб | 1986 |
|
SU1346424A1 |
| Скобосшивной станок для соединения деревянных поддонов | 1974 |
|
SU516523A1 |
| Скобосшивной станок для соединения деревянных поддонов | 1976 |
|
SU574325A2 |
| Линия изготовления и ремонта деревянных поддонов | 1985 |
|
SU1258693A1 |
| Устройство для загибания и вдавливания концов крепежных изделий | 1980 |
|
SU950524A1 |
| Устройство для изготовления деревянных поддонов | 1985 |
|
SU1323388A1 |
| Скобосшивной станок | 1976 |
|
SU636081A1 |

n ГУ
59
S
SI
