Изобретение относится к устройствам для формования изделий из порошковых масс и может быть использовано для изготовления стеклоизоляторов герметичных реле.
Известен пресс для формования керамических изделий, включающий приспособление для пробивки отверстий в изделии, снабженное приводом возвратно-поступательного перемещения при помощи системы рычагов, сопряженных с подъемно-опускныу кольцом, взаимодействующим с винтом 1.
Наиболее близким к изобретению по технической сущности является устройство для формования изделий из порошковых масс, включающее станину, на верхней плите которой установлена матрица, механизмы загрузки массы и прижима пуансона, закрепленную на нижней плите станины направляю щую втулку, в которой неподвижно установлены формующие иглы и с возможностью перемещения - блок выталкивателей, закрепленный на опоре, и привод 2.
Недостатком известных устройств является нестабильность геометрических размеров получаемых изделий.
Целью изобретения является стабилизация геометрических размеров изделий.
Поставленная цель достигается тем, что устройство для формования изделий из порошковых масс снабжено установленным на нижней плите станины под блоком выталкивателей упорным винтом взаимодействующим с опорой блока выталкивателей, и подпружиненной относительно опоры блока выталкивателей шайбой, кинематически связанной с приводом.
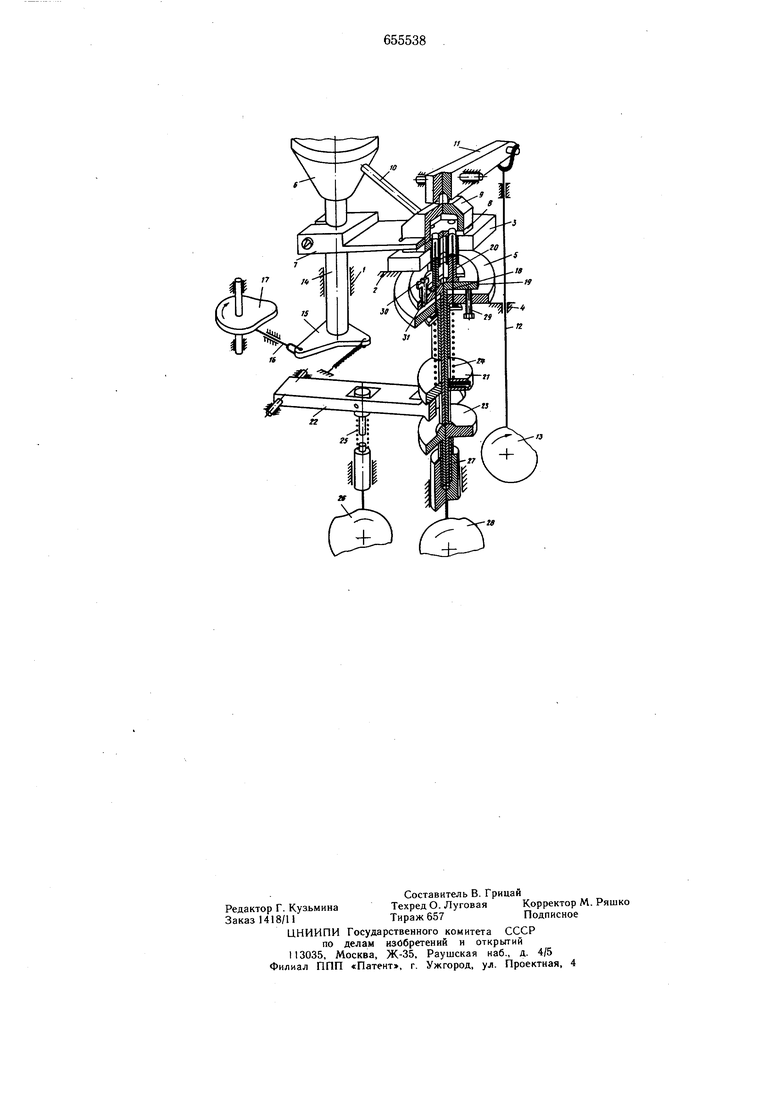
На чертеже изображено описываемое устройство.
Устройство для формования содержит станину 1, на верхней плите 2 которой укреплена многоместная матрица 3, а на нижней плите 4 - направляющая втулка 5.
На плите 2 с возможностью поворота установлен механизм загрузки порошка, содержащий бункер 6 и поворотный рычаг 7. В прямоугольный зев поворотного рычага 7 по скользящей посадке установлена загрузочно-пуансонная головка, состоящая из пуансона 8 в виде гладкой плиты-с отверстиями и головки 9, связанной гибким шлангом 10 с бункером 6. Над головкой 9 расположен рычаг 11 механизма прижима, который через тягу 12 взаимодействует с кулачком 13 привода. Бункер 6 укреплен на оси 14, взаимодействующей при помощи рычага 15 и тяги 16 с кулачком 17привода. В направляющей втулке 5 закреплены формующие иглы 18, каждая из которых входит в отверстия матрицы 3. Во втулке 5 установлена опора 19 па которой укреплены пуансон-выталкиватели 20. На центральном стержне опоры 19 закреплена щайба 21, взаимодействующая с дополнительным рычагом 22 привода. Опора 19 взаимодействует с регулируемым упором 23 привода. Между шайбой 21 и нижней плитой 4 установлена пружина 24, предназначенная для опускания вниз пуансон-выталкивателей 20 вместе с опорой 19. Рычаг 22 через пружину 25 связан с кулачком 26 привода, а упор 23 посредством толкателя 27 - с кулачком 28. На нижней плите 4 станины 1 под опорой 19 блока пуансон-выталкивателей 20 установлен упорный винт 29. Нуансон-выталкиватели 20 при помощи пластины 30 и винтов 31 прикреплены к опоре 19, образуя с последней подвижный блок пуансон - выталкивателей.
Устройство работает следующим образом.
При совмещении осей отверстий пуансона 8 с осями отверстий матрицы 3 из бункера 6 по П1лангу 10 через головку 9 осуществляется засыпка стеклопорощка во все отверстия матрицы. Объем засыпки определяется величиной камеры заполнения, образованной стенками отверстий матрицы и пуансон-выталкивателями 20. Величина камеры заполнения регулируется при помощи упорного винта 29 следующим образом: при понижении профиля кулачка 26, под действием пружины 24, связанной с шайбой 21, опускается опора 19, увлекая за собой посредством пластины 30 все пуансон-выталкиватели 20. Наталкиваясь на упорный винт 29, опора 19 останавливается, а так как связь всего блока пуансон-выталкивателей с приводом осуществляется через рычаг 22 и пружину 25, то размыкания привода с блоком пуансон-выталкивателей не происходит.
Таким образом, образование камеры засыпки, а следовательно, и образование объема засыпки - процесс автономный.
Носле окончания засыпки, рычаг 7 поворачивает загрузочно-пуансонную головку на некоторый угол таким образом, что гладкая часть пуансона 8 перекрывает все отверстия матрицы 3. Рычаг 11 под действием кулачка 13 прижимает пуансон 8 к поверхности матрицы 3, осуществляя этим самым подготовку всего механизма к формообразованию стеклоизоляторов.
Формообразование стеклоизоляторов осу ществляется посредством сжатия порощка, находящегося во всех камерах сжатия. Указанное сжатие производится подъемом пуансон-выталкивателей 20 вверх от воздействия кулачка 28 на регулируемый упор 23 и центральный стержень опоры 19 блока пуансон-выталкивателей. Вдвижением или выдвижением упора 23 достигается требуемая величина камеры сжатия, а также автономность регулировки е,е величины.
Затем по циклу работы устройства блок пуансон-выталкивателей опускается на некоторую величину вниз, снимая при этом давление с пуансона 8; пуансон 8 с рычагом 7 отводится в сторону; пуансон-выталкиватели 20 поднимаются, выталкивая готовые стеклоизоляторы; затем пуансон 8 возвращается в исходное для засыпки положение, сметая с поверхности матрицы 3 готовые стеклоизоляторы в тару; пуансон-выталкиватели 20 опускаются до упорного винта 29, и цикл повторяется.
Установка на нижней плите станины под Q блоком пуансон-выталкивателей упорного винта и укрепление на центральном стержне блока шайбы, обеспечивающей взаимодействие блока пуансон-выталкивателей с дополнительным рычагом привода, позволяет осуществлять автономную регулировку величины камеры заполнения, что, в свою очередь, обеспечивает высокую производительность устройству для изготовления стеклоизолятора герметичных реле с достижением их стабильных геометрических размеров.
Формула изобретения
Устройство для формования изделий из порощковых масс, включающее станину, на верхней плите которой установлена матрица, механизмы загрузки массы и прижима пуансона, закрепленную на нижней плите станины направляющую втулку, в которой неподвижно установлены формующие иглы и с возможностью вертикального перемещения - блок выталкивателей, закрепленный на опоре,
и привод, отличающееся тем, что, с целью стабилизации геометрических размеров изделий, оно снабжено установленным на нижней плите станины под блоком выталкивателей упорным винтом, взаимодействующим с опорой блока выталкивателей, и подпружиненной относительно опоры блока выталкивателей щайбой, кинематически связанной с приводом.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР
№ 57482, кл. В 28 В 3/08, 1940.
2. Патент Франции № 2007265, кл. В 28 В 3/00, 1970.
19
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ЗЕРНА | 2002 |
|
RU2216205C2 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2140353C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2041818C1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Способ формования изделий из порошковых масс | 1977 |
|
SU732137A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЫСТРОТВЕРДЕЮЩИХ СМЕСЕЙ | 1991 |
|
RU2005611C1 |
| Винтовой пресс | 1944 |
|
SU67006A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |
| РЕВОЛЬВЕРНЫЙ ПРЕСС | 1992 |
|
RU2046718C1 |