(54) СПОСОБ ДУГОВОЙ СВАРКИ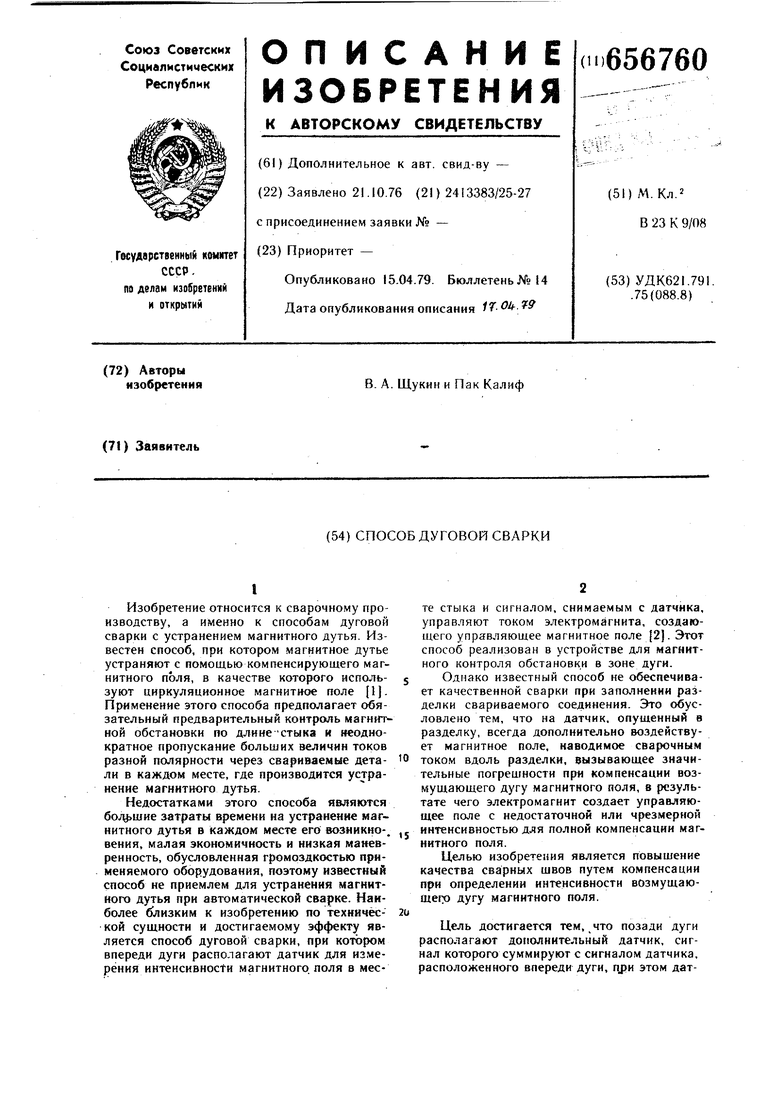
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| Способ устранения магнитного дутья | 1971 |
|
SU662290A1 |
| Способ дуговой сварки | 1976 |
|
SU647075A1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НАМАГНИЧЕННЫХ ОБЪЕКТОВ ПРИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТАХ | 2007 |
|
RU2344909C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
1
Изобретение относится к сварочному производству, а именно к способам дуговой сварки с устранением магнитного дутья. Известен способ, при котором магнитное дутье устраняют с помощью компенсирующего магнитного поля, в качестве которого используют циркуляционное магнитное поле 1. Применение этого способа предполагает обязательный предварительный контроль магнит ной обстановки по длине стыка и иеоднократное пропускание больщих величин токов разной полярности через свариваемые детали в каждом месте, где производится устранение магнитного дутья.
Недостатками этого способа являются затраты времени на устранение магнитного дутья в каждом месте его возиикно-. вения, малая экономичиость и низкая маневренность, обусловленная громоздкостью применяемого оборудования, поэтому известный способ не приемлем для устранеиия магнитного дутья при автоматической сварке. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ дуговой сварки, при котором впереди дуги располагают датчик для измерения интенсивности магнитного, поля в месте стыка и сигналом, снимаемым с датчика, управляют током электромагнита, создающего упрарвляющее магнитное поле |2). Этот способ реализован в устройстве для магнитного контроля обстановк.и в зоне дуги.
Однако известный способ не обеспечивает качественной сварки при заполнении разделки свариваемого соединения. Это обусловлено тем, что на датчик, опушенный в разделку, всегда дополнительно воздействует магнитное поле, наводимое сварочным током вдоль разделки, вызывающее значительные погрещности при компенсации возмущающего дугу магнитного поля, в результате чего электромагнит создает управляющее поле с недостаточной или чрезмерной интенсивностью для полной компенсации магиитного поля.
Целью изобретения является повыщение качества сварных швов путем компенсации при определении интенсивности возмущающего дугу магнитного поля.
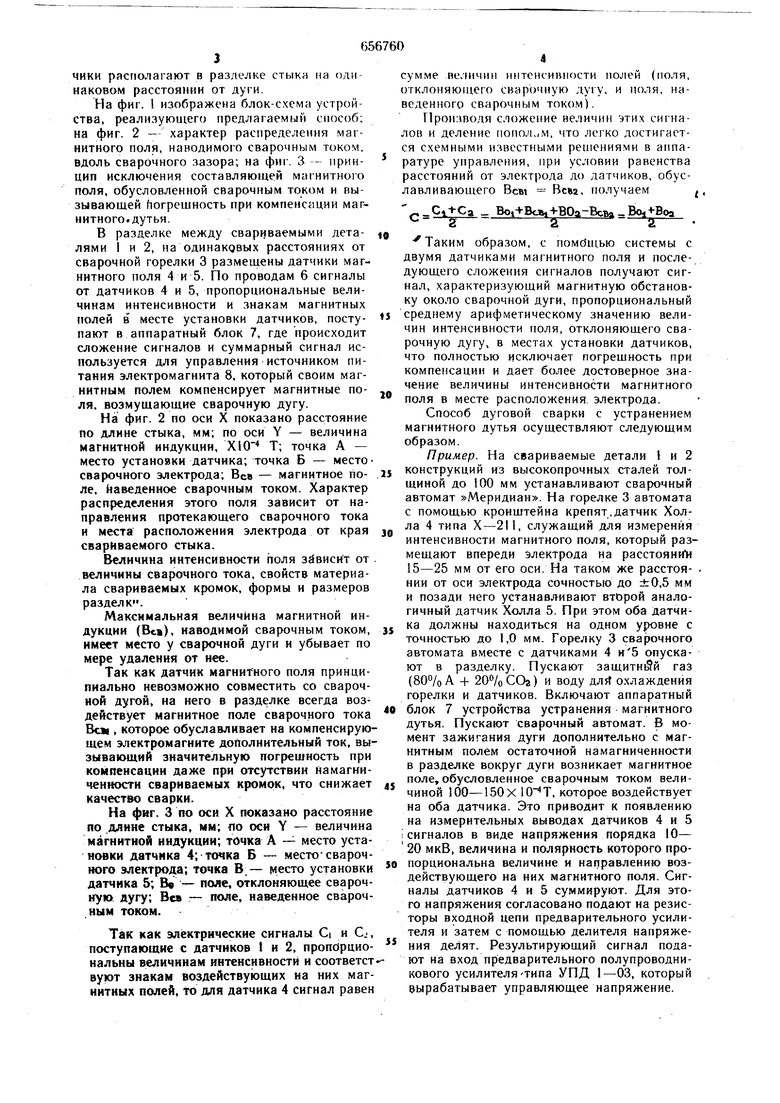
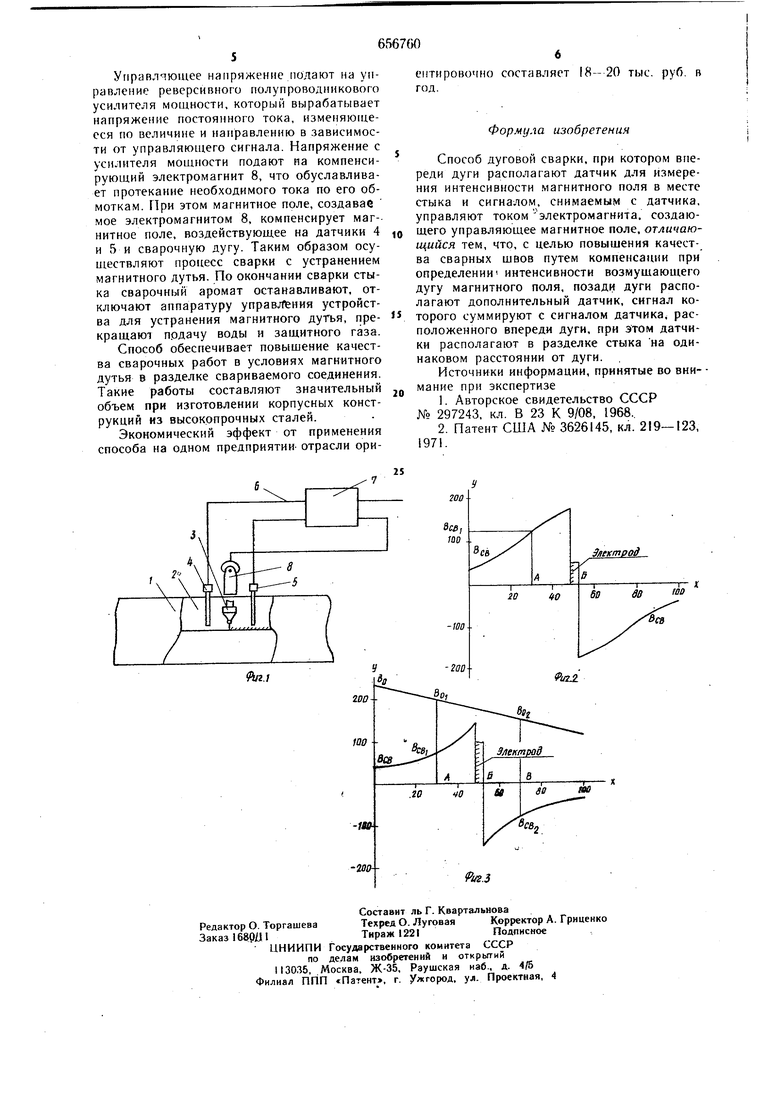
Цель достигается тем, что позади дуги располагают дополнительный датчик, сигнал которого суммируют с сигналом датчика, расположенного впереди дуги, прк этом датчики располагают в разделке стыка на олннаковом расстоянии от дуги. На фиг. 1 изображена блок-схема устройства, реализующего предлагаемый способ; на фиг. 2 - характер распределения магнитного поля, наводимого сварочным током, вдоль сварочного зазора; на фиг. 3 - принцип исключения составляющей магнитного поля, обусловленной сварочным током и вызывающей погрешность при компенсации магнитного.дутья. В разделке между свариваемыми деталями I и 2, на одинаковых расстояниях от сварочной горелки 3 размешены датчики магнитного поля 4 и 5. По проводам 6 сигналы от датчиков 4 и 5, пропорциональные величинам интенсивности и знакам магнитных полей в месте установки датчиков, поступают в аппаратный блок 7, где происходит сложение сигналов и суммарный сигнал используется для управления источником питания электромагнита 8, который своим магнитным полем компенсирует магнитные поля. возмущающие сварочную дугу. На фиг. 2 по оси X показано расстояние по длине стыка, мм; по оси Y - величина магнитной индукции, Х10 Т; точка А - место установки датчика; точка Б - место сварочного электрода; Всв - магнитное поле, Наведенное сварочным током. Характер распределения этого поля зависит от направления протекающего сварочного тока и места расположения электрода от края свариваемого стыка. Величина интенсивности поля зависит от величины сварочного тока, свойств материала свариваемых кромок, формы и размеров разделК. Максимальная величина магнитной индукции (Всв). наводимой сварочным током, имеет место у сварочной дуги и убывает по мере удаления от нее. Так как датчик магнитного поля принципиально невозможно совместить со сварочной дугой, на него в разделке всегда воздействует магнитное поле сварочного тока Вс , которое обуславливает на компенсирующем электромагните дополнительный ток, вызывающий значительную погрешность при компенсации даже при отсутствии намагничеиности свариваемых кромок, что снижает качество сварки. На фиг. 3 по оси X показано расстояние по длине стыка, мм; по оси Y величина магнитной иидукции; точка А - место установки датчика 4; точка Б - место-сварочного электрода; точка В;- место установки датчика 5; Be - поле, отклоняющее сварочную дугу; Вев - поле, наведенное сварочным током. Так как электрические сигналы Ci и Cj, поступающие с датчиков I и 2, пропс1рциональны величинам интенсивности и соответст вуют знакам воздействующих на них магнитных полей, то для датчика 4 сигнал равен умме ве.1ичии иитснсиниости полей (поля, тклоняющего сварочную дугу, и поля, навсхченного сварочным током). Г1роп:шоля сложение величии этих сигнаов и деление попол.м, что легко достигается схемными известными решениями в аппаратуре управления, при условии равенства расстояний от электрода до датчиков, обуславливаюшего Всвд В«а, получаем|, Boj- BcBi-bBOa-BcBa Boi+Boa V.--g2 пг Таким образом, с помбшью системы с двумя датчиками магнитного поля и последующего сложения сигналов получают сигнал, характеризующий магнитную обстановку около сварочной дуги, пропорциональный среднему арифметическому значению величин интенсивности поля, отклоняющего сварочную дугу, в местах установки датчиков, что полностью исключает погрешность при компенсации и дает более достоверное значение величины интенсивности магнитного поля в месте расположения, электрода. Способ дуговой сварки с устранением магнитного дутья осуществляют следующим образом. Пример. На свариваемые детали t и 2 конструкций из высокопрочных сталей толщиной до 100 мм устанавливают сварочный автомат Меридиан. На горелке 3 автомата с помощью кронштейна крепят,датчик Холла 4 типа X-211, служащий для измерения интенсивности магнитного поля, который размещают впереди электрода на расстояний 15-25 мм от его оси. На таком же расстоя- . НИИ от оси электрода сочностью до ±0,5 мм и позади него устанавливают второй аналогичный датчик Холла 5. При этом оба Датчика должны находиться на одном уровне с точностью до 1,0 мм. Горелку 3 сварочного автомата вместе с датчиками 4 и5 опускают в разделку. Пускают защитней газ (80% А + 20/оСОг) и воду охлаждения горелки и датчиков. Включают аппаратный блок 7 устройства устранения магнитного дутья. Пускают сварочный автомат. В момент зажигания дуги дополнительно с магнитным полем остаточной намагниченности в разделке вокруг дуги возникает магнитное поле, обусловленное сварочным током величиной 100-150Х , которое воздействует на оба датчика. Это приводит к появлению на измерительных выводах датчиков 4 и 5 сигналов в виде напряжения порядка 10- 20 мкВ, величина и полярность которого пропорциональна величине и направлению воздействующего на них магнитного поля. Сигналы датчиков 4 и 5 суммируют. Для этого напряжения согласовано подают на резисторы входной цепи предварительного усилителя и затем с помощью делителя напряжения де.пят. Результирующий сигнал подают на вход предварительного полупроводникового усилителяТИПа УПД I-03, который вырабатывает управляющее напряжение.
