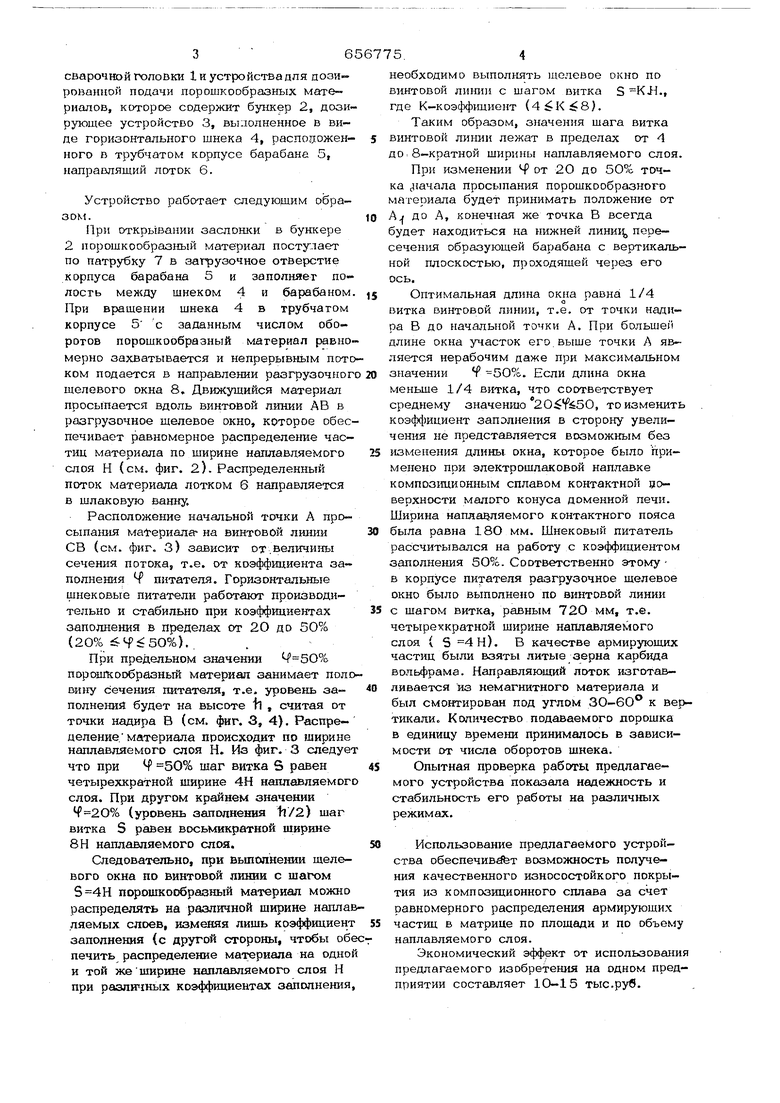
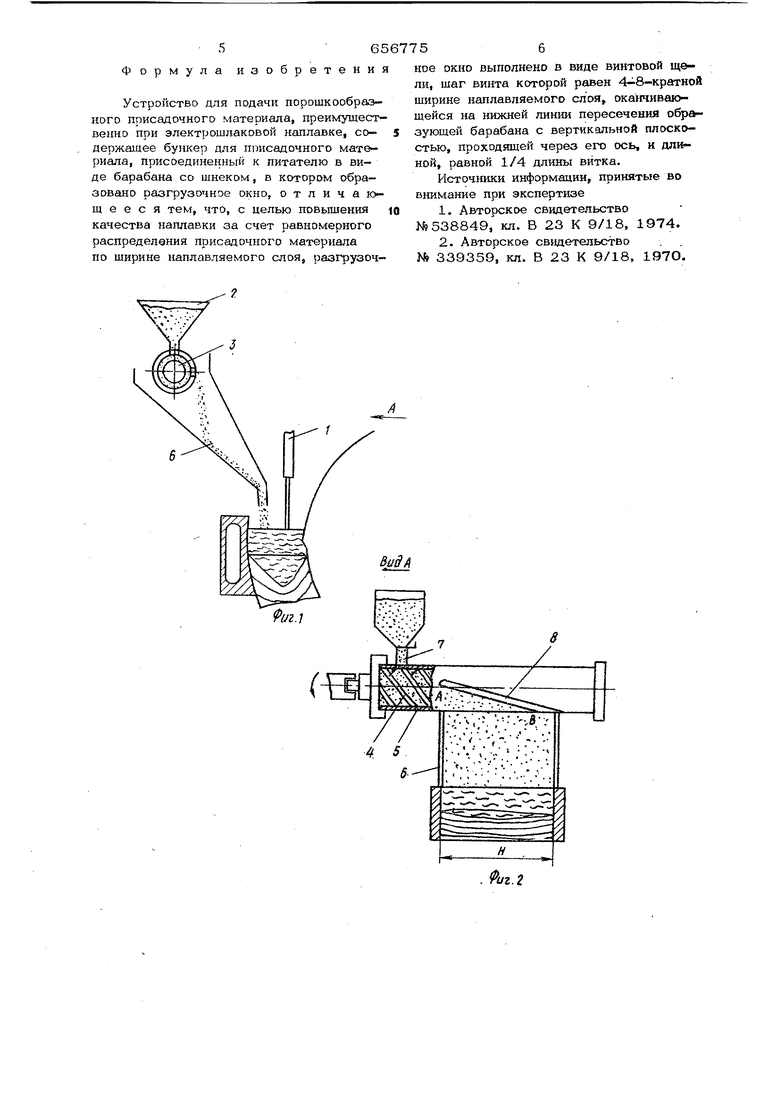
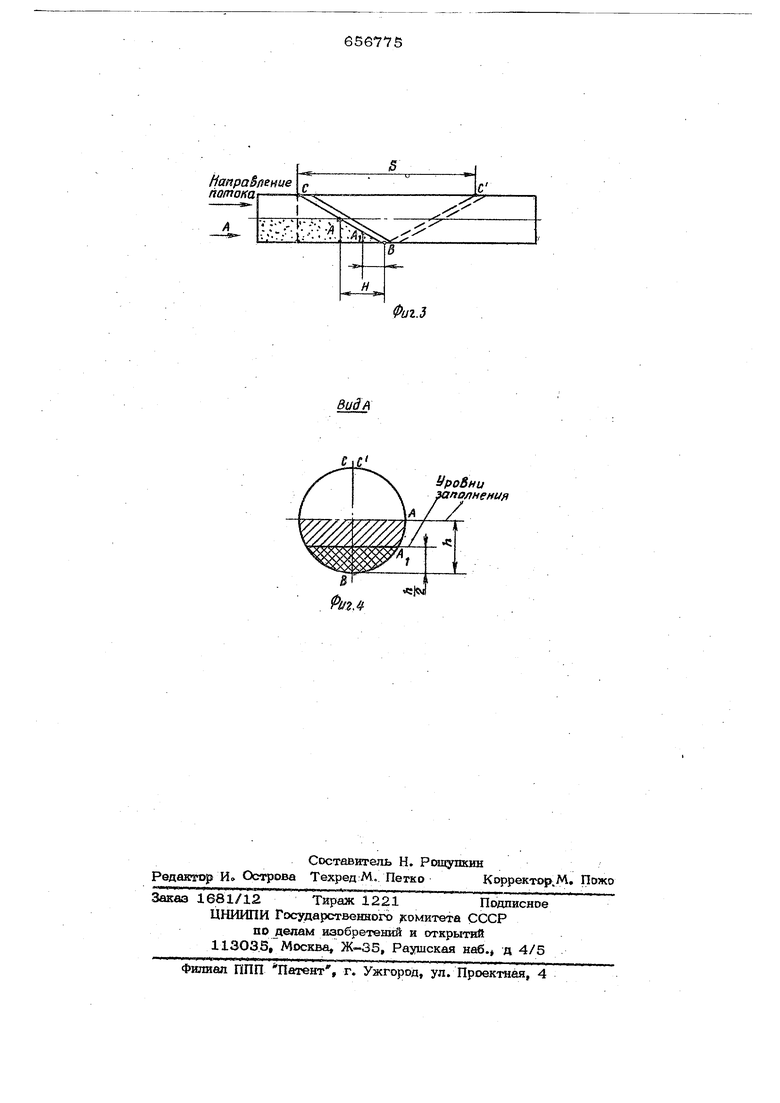
сварочной головки 1иустройствадля пози- роваиной подачи порошкообразных мате™ риалов, которое содержит бункер 2, дози рующее устройство 3, выполненное в виде горизонтального шнека 4, распоцоженного в трубчатом корпусе барабана 5, направляший лоток 6. Устройство работает следующим образом. При открывании заслонки в бункере 2 и орощк о образный материал постулает по патрубку 7 в загрузочное отверстие корпуса барабана 5 и заполняет полость менаду шнеком 4 и барабаном При вращении шнека 4 в трубчатом корпусе 5 с заданным числом оборотов порошкообразный материал равно мерно захватывается и непрерывным пот ком подается в направлении разгрузочног щелевого окна 8, Движущийся материал просыпается вдоль винтовой линии АВ в разгрузочное щелевое окно, которое обес печивает равномерное распределение частиц материала по ширине наплавляемого слоя Н (см. фиг. 2). Распределенный поток материала лотком 6 направляется в шлаковую ванну. Расположение начальной точки А про- сыпашш ма-г-ериала- на винтовой линии СВ (см. фиг. З) зависит от.величины сечения потока, т.е. от коэффициента заполнения Ч питателя. Горизонтальные шнековые питатели работают производительно и стабильно при коэффициентах заполнения в пределах от 20 до 50% (2О% ).. При предельном значении 50% порощткообрааный материал занимает поло сечения питателя, т.е. уровень заполнения будет на высоте Н , считая от точки нгщира В (см. фиг. 3, 4). Распределение. материала происходит по ширине наплавляемого слоя Н. Из фиг. 3 следует что при Ч 50% шаг витка S равен четырехкратной ширине 4Н наплавляемого слоя. При другом крайнем значении (уровень заполнения 1l/2) шаг витка S равен восьмикратной ширине 8Н наплавляемого слоя. Следовательно, при вьшопнении щелевого окна по винтовой пинии с шагом порошкообразный материал можно распределять на различной ширине наплавляемых слоев, изменяя лишь коэффициент заполнения {с другой стороны, чтобы обес печить распределение материала на одной и той же ширине наплавляемого слоя Н при различнь х коэффициентах заполнения. необходимо выполнять щелевое окно по винтовой линии с шагом витка S КЛ., где К-коэффрщиент (). Таким образом, значения шага витка винтовой линии лежат в пределах от 4 до. 8-кратной ширины наплавляемого слоя. При изменении Ч от 20 до 5О% точка шчала просыпания порошкообразного материала будет принимать положение от AJ до А, конечная же точка В всегда будет находиться на нижней лини, пересечения образующей барабана с вертикальной плоскостью, проходящей через его ось. Оптимальная длина окна равна 1/4 витка винтовой линии, т.е. от точки надира В до начальной точки А. При большей длине окна участок его. выше точки А является нерабочим даже при максимальном значении f 50%. Если длина окна меньше 1/4 витка, что соответствует среднему значению 20 fe5O, то изменить коэф4шциент заполнения в сторону увеличения не представляется возможным без изменения длины окна, которое было применено при электрошлаковой наплавке КОМП031ЩИОННЫМ сплавом контактной цоверхности малого конуса доменной печи. Ширина наплавляемого контактного пояса была равна 18О мм. Шнековый питатель рассчитывался на работу с коэффициентом заполнения 5О%. Соответственно этому в корпусе питателя разгрузочное щелевое окно было выполнено по винтовой линии с шагом витка, равным 720 мм, т.е. четырехкратной ширине наплавляемого слоя ( S 4Н). В качестве армирующих частиц были взяты литые зерна карбида вольфрама. Направляющий лоток изготавяивается из немагнитного материала и был смонтирован под углом ЗО-60° к вертикали. Количество подаваемого порошка в единицу времени принималось в зависимости от числа оборотов шнека. Опытная проверка работы предлагаемого устройства показала надежность и стабильность его работы на различных режимах. Использование предлагаемого устройства обеспечив т возможность получения качественного износостойкого покрытия из композиционного сплава за счет равномерного распределения армирующих частиц в матрице по площади и по объему наплавляемого слоя. Экономический эффект от использования предлагаемого изобретения на одном предприятии составляет 10-15 тыс.руб. Формула изобретени Устройство для подачи порошкообразного присадочного материала, преимущественно при электрошлаковой наплавке, солержащее бункер для пиисадочного материала, присоединенный к питателю в виде барабана со шнеком, в котором образовано ра1згрузочное окно, о т л и ч а ю- щ е е с я тем, что, с целью повышения качества наплавки за счет равномерного распределения присадочного материала по ширине наплавляемого слоя, разгрузоч- 6 56 кое окно выполнено в виде винтовой щели, шаг винта которой равен 4- 8-кратной ширине наплавляемого слоя, оканчивак шейся на нижней линии пересечения образуюшей барабана с вертикальной плоскостью, проходяшей через его ось, и длиной, равной 1/4 длины витка. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство №538849, кл. В 23 К 9/18, 1974. 2.Авторское сввдетельство hfc 339359, кл. В 23 К 9/18, 197О.
потока А
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ | 2008 |
|
RU2412030C2 |
| Сварочная головка для электродуговой центробежной наплавки внутренней поверхности цилиндрических деталей | 1990 |
|
SU1815056A1 |
| Сварочная головка для наплавки металла на внутреннюю поверхность цилиндрического изделия | 1986 |
|
SU1298021A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2000 |
|
RU2190029C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1993 |
|
RU2069614C1 |
| Устройство для дозированной подачи шихты | 1983 |
|
SU1094687A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ШИХТЫ В ЗОНУ ПРИВАРКИ ИЛИ НАПЛАВКИ ПРИСАДОЧНОГО МАТЕРИАЛА | 2014 |
|
RU2557384C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2397851C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2133661C1 |
| Способ лазерно-порошковой наплавки валов электродвигателя | 2020 |
|
RU2754335C1 |
Уровни
запо. noflHeffUfl
Г/
