Область техники
Изобретение относится к области восстановления и упрочнения поверхности деталей, например лезвий рабочих органов почвообрабатывающих орудий сельскохозяйственной техники. Одним из перспективных направлений восстановления поверхности деталей является наварка/наплавление присадочного материала на поверхность детали с использованием шихты. Для осуществления наварки/наплавки присадочного материала требуются устройства для нанесения шихты на поверхность обрабатываемой детали.
Уровень техники
Известно устройство для нанесения пастообразного материала на поверхность деталей, содержащее полый корпус с загрузочным окном, бункер, формующую насадку и расположенный в канале корпуса шнек, соединенный с приводом. Канал корпуса имеет входной конический участок и присоединенный к нему цилиндрический участок. Выходной диаметр конического участка равен диаметру шнека (патент РФ №806837, МПК E04F 21/06, 23.92.1981). Известное устройство имеет ограниченные возможности по регулированию режима подачи пастообразного материала как при изменении расхода, так и при изменении состава шихты.
Сущность изобретения
Основной проблемой, которую необходимо решить при регулировании подачи присадочного материала (шихты) в зону наварки/сварки, является состав шихты, вязкостные характеристики которой значительно изменяются при переходе к другой шихте, и широкий диапазон изменения расхода шихты в зависимости от технических требований к процессу наварки/наплавки. Используемые для наварки присадочные материалы содержат большое количество твердых порошков (карбиды и нитриды металлов, тугоплавкие металлы, керамические порошки и пр.) с широким изменением их фракционного состава. При этом следует учитывать, что шихта по своим характеристикам относится к неньютоновским жидкостям.
Целью изобретения является разработка устройства для подачи шихты, в котором режим подачи шихты можно регулировать в соответствии требуемым расходом шихты, которое может успешно работать с высоковязкими неньютоновскими жидкостями в широком диапазоне изменения вязкостных характеристик шихты, чтобы обеспечить оптимальную скорость подачи шихты в зону наварки/наплавки присадочного материала.
Для решения поставленной задачи предлагается устройство для подачи шихты в зону наварки или наплавки присадочного материала, содержащее корпус с загрузочным окном, подающим каналом и насадкой, питающий шнек, привод шнека и бункер, присоединенный к загрузочному окну корпуса, в котором бункер оснащен регулятором проходного сечения загрузочного окна, выполненным в виде лотка, закрепленного в бункере с возможностью перемещения вдоль загрузочного окна, подающий канал выполнен с постоянным диаметром по всей длине канала и шнек установлен в подающем канале с зазором 1 -2,5 мм относительно стенки канала, при этом питающий шнек выполнен с переменным шагом с уменьшением шага в направлении подачи шихты.
Кроме того, для обеспечения возможности перемещения лотка вдоль загрузочного окна в стенке бункера выполнен горизонтальный паз.
Кроме того, ширина лотка равна не менее половины ширины загрузочного окна.
Кроме того, питающий шнек в зоне загрузочного окна содержит не менее 2-х полных витков с соотношением шагов как 1,5:1.
Выполнение подающего канала с постоянным сечением по всей длине канала обеспечивает постоянство рабочих условий при подаче шихты через канал с помощью питающего шнека по всей длине подающего канала. Установка питающего шнека в подающем канале с постоянным зазором 1-2,5 мм относительно стенки канала обеспечивает успешное регулирование подачи вязких неньютоновских жидкостей типа шихты в широком диапазоне изменения их характеристик, так как обеспечивает контролируемое перетекание шихты через зазор между стенкой подающего канала и шнеком. При зазоре меньше 1 мм имеет место резкое повышение потерь на трение при вращении шнека, поскольку дисперсные частицы шихты могут образовывать конгломераты, размеры которых сопоставимы с этим минимальным зазором, и они могут «застревать» в зазоре и требуются дополнительные затраты энергии на разрушение этих конгломератов. Это вызывает перегрузку привода питающего шнека 4 или может привести к уменьшению скорости вращения питающего шнека 4 и снижению подачи шихты в зону приварки. При увеличении зазора больше 2,5 мм имеет место повышенное перетекание шихты через зазор. Оснащение бункера регулятором проходного сечения загрузочного окна обеспечивает согласование размера загрузочного окна с требуемым расходом шихты, что обеспечивает оптимальные условия поступления шихты в питающий шнек, в частности можно обеспечить постоянство скорости поступления шихты в питающий шнек через загрузочное окно, и обеспечивает при указанном постоянном зазоре между питающим шнеком и стенкой подающего канала неизменность условий подачи шихты в рабочую зону при изменении расхода шихты.
Наличие в стенке бункера горизонтального паза обеспечивает жесткую фиксацию лотка в выбранном положении.
Выполнение лотка шириной равной не менее половины ширины загрузочного окна обеспечивает равномерную подачу шихты во всем диапазоне регулирования расходов шихты.
Предлагаемая конфигурация шнека переменного шага обеспечивает надежную подачу шихты в подающий канал во всем диапазоне изменения расхода подачи шихты, так как скорость перемещения шихты шнеком уменьшается в соответствии с шириной загрузочного окна бункера..
Технический результат от использования предлагаемого устройства для нанесения шихты заключается в повышении качества приварки присадочного материала за счет обеспечении постоянства условий его подачи в зону сварки и повышение надежности работы устройства. Предлагаемое устройство для подачи шихты обеспечивает равномерное распределение шихты в загрузочном окне, так как исключается перекос лотка относительно питающего шнека при смещении шихты к стенке бункера.
Краткое описание чертежей
Предлагаемое устройство поясняется чертежами.
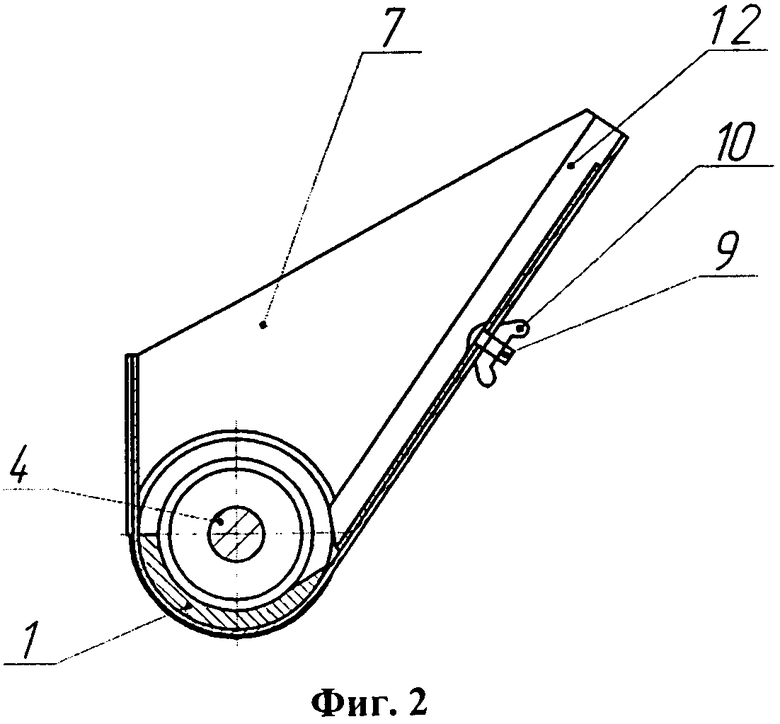
На фиг. 1 приведен продольный разрез предлагаемого устройства для подачи шихты.
На фиг. 2 приведено поперечное сечение устройства для подачи шихты.
Пример осуществления изобретения
Устройство для подачи шихты состоит из корпуса 1, закрепленного на приводе 2. В шпинделе 3 привода 2 крепится питающий шнек 4. Корпус 1 имеет подающий канал 5 с постоянным диаметром по всей длине канала и сменную насадку 6. Питающий шнек 4 входит в подающий канал 5 и установлен в нем с зазором 1-2,5 мм относительно стенки подающего канала 5. Устройство оснащено бункером 7, присоединенным к загрузочному окну корпуса 1. Устройство имеет лоток 8 закрепленный с помощью винтов 9 и гаек 10 в горизонтальном пазу 11 бункера 7. Ширина лотка 8 составляет не менее половины ширины загрузочного окна. Лоток 8 имеет возможность перемещаться вдоль паза 11, изменяя площадь загрузочного окна, через которую шихта из бункера 7 поступает на питающий шнек 4. В примере осуществления лоток 8 имеет Г-образную форму с вертикальной стенкой 12, ограничивающей ширину загрузочного окна. Питающий шнек 4 выполнен с переменным шагом с уменьшение шага в направлении подачи шихты. В зоне загрузочного окна питающий шнек 4 содержит не менее 2-х полных витков с соотношением шагов как 1,5:1.
Предлагаемое устройство работает следующим образом. Порцию шихты (присадочного материала) загружают в бункер 7 на лоток 8. Через загрузочное окно корпуса шихта поступает к питающему шнеку 4. При включении привода питающий шнек 4 захватывает шихту и перемещает ее в подающий канал 5 и далее через насадку 6 подает шихту в зону наплавки/приварки. Если в шихте могут образовываться конгломераты, то при выбранном диапазоне изменения зазора между питающим шнеком 4 и стенкой подающего канала 5 шихта будет беспрепятственно подаваться в насадку 6. Шихта перемещается по подающему каналу 5 без заклинивания.
Для уменьшения расхода шихты лоток 8 устанавливают в крайнем левом положении. Для увеличения расхода лоток 8 перемещают вправо по горизонтальному пазу 11 бункера 7 вплоть до упора. Крепление лотка 8 в выбранном положении осуществляется винтами 9 и гайками 10. Это обеспечивает стабильность условий захвата шихты питающим шнеком 5, что повышает надежность работы устройства для подачи шихты и обеспечивает стабильность характеристик подачи шихты.
С этой же целью регулирование проходного сечения загрузочного окна корпуса может также понадобиться при замене сменной насадки 6, например при переходе на насадку с меньшим проходным сечением.
Таким образом, предлагаемое устройство может работать с шихтой разного состава, имеющей разные реологические характеристики без нарушения режима подачи шихты в зону /наплавки/ приварки, даже при неравномерной подаче шихты по ширине бункера и при наличии вибрации за счет повышенной жесткости лотка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи порошкообразного присадочного материала | 1976 |
|
SU656775A1 |
| Устройство для дозированной подачи шихты | 1983 |
|
SU1094687A1 |
| Биотермический барабан | 1980 |
|
SU902820A1 |
| Экструдер | 2019 |
|
RU2715394C1 |
| Устройство для сварки термопластов экструдируемой присадкой | 1977 |
|
SU642189A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| ПИТАЮЩЕЕ УСТРОЙСТВО ЗЕРНООЧИСТИТЕЛЬНОЙ МАШИНЫ | 2003 |
|
RU2242296C1 |
| МАШИНА ДЛЯ ТРАНСПОРТИРОВКИ И ЗАГРУЗКИ СЫПУЧЕГО СЫРЬЯ В ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2017 |
|
RU2673596C1 |
| ПИТАЮЩЕЕ УСТРОЙСТВО ЗЕРНООЧИСТИТЕЛЬНОЙ МАШИНЫ | 2015 |
|
RU2616030C1 |
| Устройство для формования из порошка длинномерных профилей | 1983 |
|
SU1152709A1 |
Изобретение относится к сварочному оборудованию, в частности к устройству для подачи шихты в зону наплавки присадочного материала, и может найти применение при восстановлении и упрочнении поверхности деталей. Устройство содержит корпус с загрузочным окном, подающим каналом и насадкой, питающий шнек с приводом и бункер. Бункер присоединен к загрузочному окну корпуса и оснащен регулятором проходного сечения загрузочного окна. Регулятор выполнен в виде лотка, закрепленного в бункере с возможностью перемещения вдоль загрузочного окна. Подающий канал выполнен с постоянным диаметром по всей длине канала. Шнек установлен в подающем канале с зазором 1-2,5 мм относительно стенки канала. При этом шнек выполнен с переменным шагом с уменьшением шага в направлении подачи шихты. 3 з.п. ф-лы, 2 ил.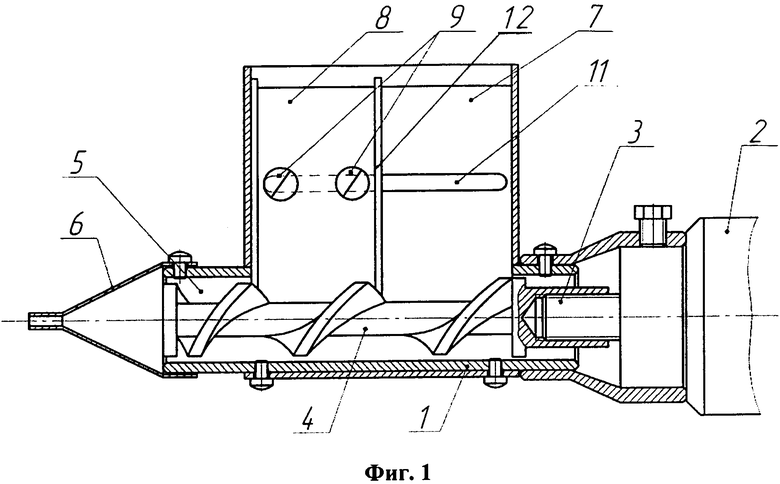
1. Устройство для подачи шихты в зону наплавки присадочного материала, содержащее корпус с загрузочным окном, подающим каналом и насадкой, питающий шнек с приводом и бункер, присоединенный к загрузочному окну корпуса, отличающееся тем, что бункер оснащен регулятором проходного сечения загрузочного окна, выполненным в виде лотка, закрепленного в бункере с возможностью перемещения вдоль загрузочного окна, подающий канал выполнен с постоянным диаметром по всей длине канала, а шнек установлен в подающем канале с зазором 1-2,5 мм относительно стенки канала, при этом шнек выполнен с переменным шагом , уменьшающимся в направлении подачи шихты.
2. Устройство для подачи шихты по п. 1, отличающееся тем, что для перемещения лотка вдоль загрузочного окна в стенке бункера выполнен горизонтальный паз.
3. Устройство для подачи шихты по п. 1, отличающееся тем, что ширина лотка равна не менее половины ширины загрузочного окна.
4. Устройство для подачи шихты по п. 1, отличающееся тем, что шнек в зоне загрузочного окна содержит не менее 2-х полных витков с соотношением шагов как 1,5:1.
| Устройство для герметизацииСТыКОВ | 1978 |
|
SU806837A1 |
| Вентиляторный опыливатель | 1957 |
|
SU108395A2 |
| Устройство для нанесения полимерного покрытия (его варианты) | 1982 |
|
SU1049119A1 |
| ИЗДЕЛИЕ ПРОИЗВОДСТВА, СПОСОБ ПРОИЗВОДСТВА ЭТОГО ИЗДЕЛИЯ, СИСТЕМА ДЛЯ ЕГО ПРОИЗВОДСТВА | 1993 |
|
RU2142878C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2005560C1 |
| US6874676B1,05.04.2005 | |||

