2. Устройство rio П.1, отличающееся тем, что, с целью обеспечения подачи шихты в хвостовую часть сварочной ванны при наплавке с колебаниями электрода, винтовые канавки выполнены в виде правозаходного и левозаходного полувитков, начала и концы которых совмещены, а 1
установлены сменные винтовые пружины. 7 сами полувиткй расположены по разные стороны от образующих, проходящих через точки схождения полувитков. 3. Устройство по пп.1 и 2, отличающееся тем, что для регулирования сечения канавок в них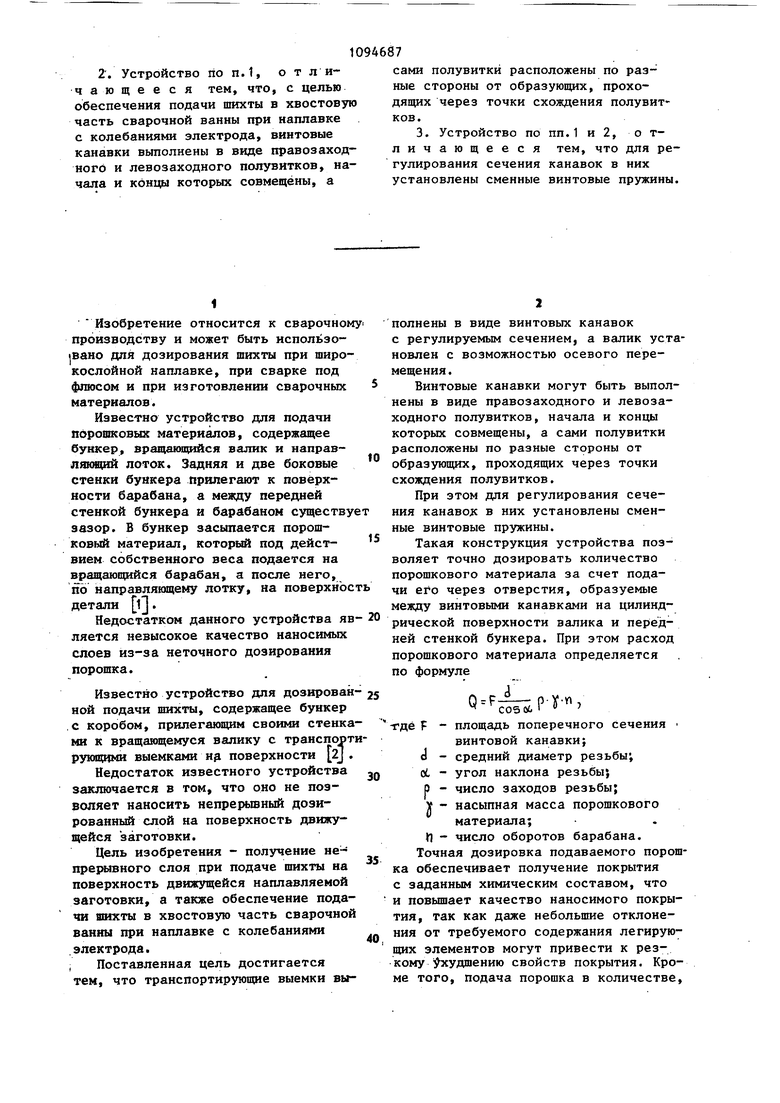
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ С КОЛЕБАНИЯМИ ЭЛЕКТРОДА | 1991 |
|
RU2047435C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2053067C1 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД ФЛЮСОМ НАРУЖНЫХ ИЛИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 2010 |
|
RU2410215C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| Способ дуговой сварки и наплавки | 1991 |
|
SU1825682A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| Способ широкослойной наплавки | 1987 |
|
SU1555077A1 |
| Способ дуговой наплавки конусов и чаш загрузочных устройств | 1990 |
|
SU1763121A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
1. УСТРОЙСТВО ДЛЯ ДОЗИРОВАННОЙ ПОДАЧИ ШИХТЫ, содержащее бункер с коробом, прилегающим своими стенками к вращающемуся валику с транспортирующими выемками на поверхности, отлича№щееся тем, что, с целью получения непрерьгоного слоя при подаче шихты на поверхность движущейся наплавляемой заготовки, транспортирующие выемки выполнены в виде винтовых канавок с регулируемым сечением, а валик установлен с возможностью осевого перемещения. (Л с со 4 О5 00 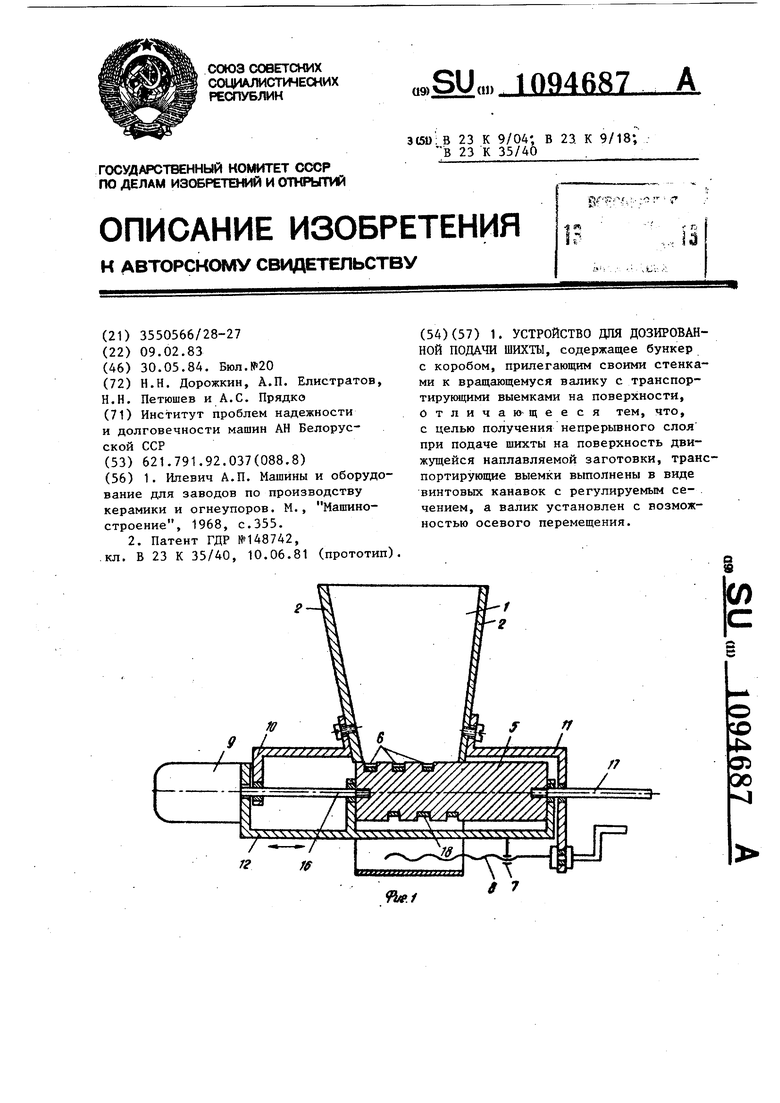
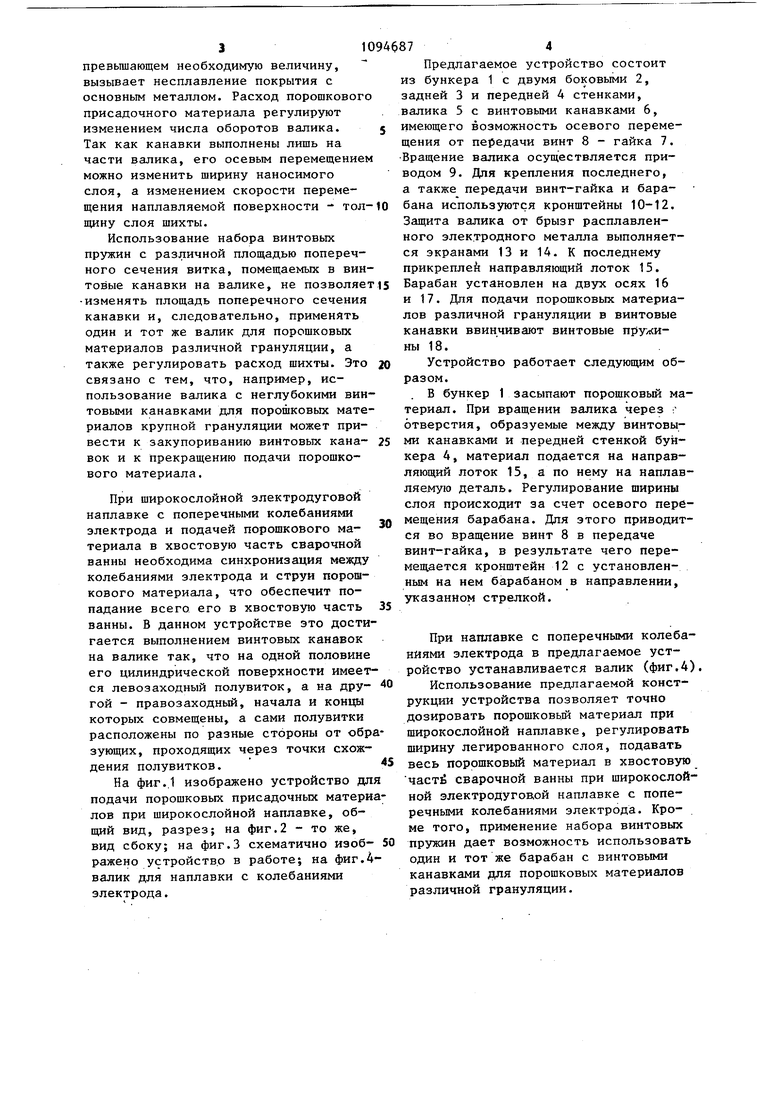
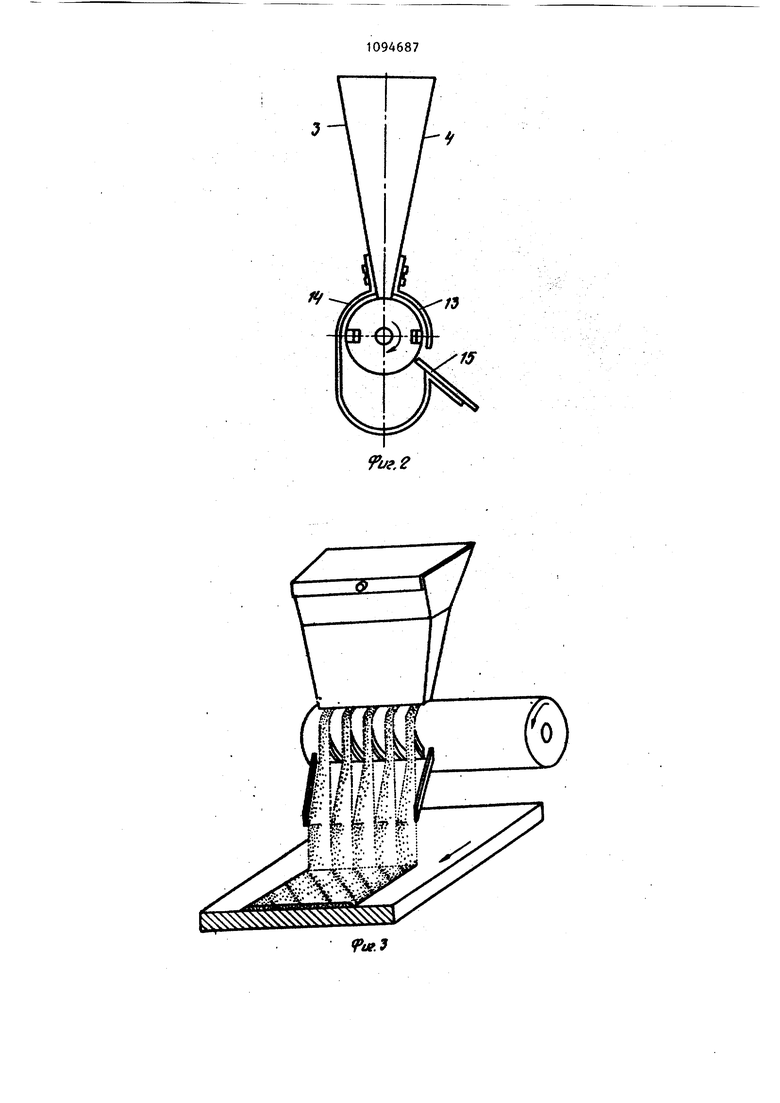
Изобретение относится к сварочном производству и может быть использо|Вано для дозирования шихты при широкослойной наплавке, при сварке под флюсом и при изготовлении сварочных материалов. Известно устройство для подачи порошковых материалов, содержащее бункер, вращакицийся валик и направлянщий лоток. Задняя и две боковые стенки бункера прилегают к поверхности барабана, а между передней стенкой бункера и барабаном существу зазор. В бункер засыпается порошковый материал, который под действием собственного веса подается на вращающийся барабан, а после него, по направляющему лотку, на поверхнос детали l. Недостатком данного устройства яв ляется невысокое качество наносимых слоев из-за неточного дозирования порошка. Известно устройство для дозирован ной подачи шихты, содержащее бункер ,с коробом, прилегающим своими стенка ми к вращающемуся валику с транспорт рукнцими выемками нд поверхности 2J . Недостаток известного устройства заключается в том, что оно не позволяет наносить непрерьшный дозированный слой на поверхность движущейся заготовки. Цель изобретения - получение не прерывного слоя при подаче шихты на поверхность движущейся наплавляемой заготовки, а также обеспечение подачи шихты в хвостовую часть сварочной ванны при наплавке с колебаниями электрода. , Поставленная цель достигается тем, что транспортирующие выемки выполнены в виде винтовых канавок с регулируемым сечением, а валик установлен с возможностью осевого перемещения. Винтовые канавки могут быть выполнены в виде правозаходного и левозаходного полувитков, начала и концы которых совмещены, а сами полувитки расположены по разные стороны от образующих, проходящих через точки схождения полувитков. При зтом для регулирования сечения канавок в них установлены сменные винтовые пружины. Такая конструкция устройства позволяет точно дозировать количество порошкового материала за счет подачи еГо через отверстия, образуемые между винтовыми канавками на цилиндрической поверхности валика и nepieflней стенкой бункера. При этом расход порошкового материала определяется по формуле Q-P- р-У COS (Л I -где F - площадь поперечного сечения винтовой канавки; d - средний диаметр резьбы; (Л - угол наклона резьбы; р - число заходов резьбы; - насыпная масса порошкового материала; tt - число оборотов барабана. Точная дозировка подаваемого порошка обеспечивает получение покрытия с заданным химическим составом, что и повышает качество наносимого покрытия, так как даже небольшие отклонения от требуемого содержания легирующих элементов могут привести к резкому удшению свойств покрытия. Кроме того, подача порошка в количестве. превышающем необходимую величину, вызывает несплавление покрытия с основным металлом. Расход порошкового присадочного материала регулируют изменением числа оборотов валика. Так как канавки выполнены лишь на части валика, его осевым перемещением можно изменить ширину наносимого слоя, а изменением скорости перемещения наплавляемой поверхности - толщину слоя шихты. Использование набора винтовых пружин с различной площадью поперечного сечения витка, помещаемых в вин товые канавки на валике, не позволяе -изменять площадь поперечного сечения канавки и, следовательно, применять один и тот же валик для порошковых материалов различной грануляции, а также регулировать расход шихты. Это связано с тем, что, например, использование валика с неглубокими вин товыми канавками для порошковых мате риалов крупной грануляции может привести к закупориванию винтовых канавок и к Прекращению подачи порошкового материала. При широкослойной злектродуговой наплавке с поперечными колебаниями электрода и подачей порошкового материала в хвостовую часть сварочной ванны необходима синхронизация между колебаниями электрода и струи порошкового материала, что обеспечит попадание всего его в хвостовую часть ванны. В данном устройстве это дости гается выполнением винтовых канавок на валике так, что на одной половине его цилиндрической поверхности имеет ся левозаходный полувиток, а на другой - правозаходный, начала и концы которых совмещены, а сами полувитки расположены по разные стороны от обр зующих, проходящих через точки схождения полувитков. На фиг..1 изображено устройство дл подачи порошковых присадочных матери лов при широкослойной наплавке, общий вид, разрез; на фиг.2 - то же, вид сбоку; на фиг.З схематично иэображено устройство в работе; на фиг.4 валик для наплавки с колебаниями электрода. Предлагаемое устройство состоит из бункера 1 с двумя боковыми 2, задней 3 и передней 4 стенками, валика 5 с винтовыми канавками 6, имеющего возможность осевого перемещения от передачи винт 8 - гайка 7. Вращение валика осуществляется приводом 9. Для крепления последнего, а также передачи винт-гайка и барабана используются кронштейны 10-12. Защита валика от брызг расплавленного электродного металла выполняется экранами 13 и 14. К последнему прикреплей направляющий лоток 15. Барабан установлен на двух осях 16 и 17. Для подачи порошковых материалов различной грануляции в винтовые канавки ввинчивают винтовые пружины 18. Устройство работает следующим образом. . В бункер 1 засыпают порошковый материал. При вращении валика через ; отверстия, образуемые между винтовыми канавками и передней стенкой бункера 4, материал подается на направляющий лоток 15, а по нему на наплавляемую деталь. Регулирование ширины слоя происходит за счет осевого перемещения барабана. Для этого приводится во вращение винт 8 в передаче винт-гайка, в результате чего перемещается кронштейн 12 с установленным на нем барабаном в направлении, указанном стрелкой. При наплавке с поперечными колебаниями электрода в предлагаемое устройство устанавливается валик (фиг.4). Использование предлагаемой конструкции устройства позволяет точно дозировать порошковый материал при широкослойной наплавке, регулировать ширину легированного слоя, подавать весь порошковый материал в хвостовую части сварочной ванны при широкослойной электродугов,ой наплавке с поперечными колебаниями электрода. Кроме того, применение набора винтовых пружин дает возможность использовать один и тот же барабан с винтовыми канавками для порошковых материалов различной грануляции.
pi
If fe :
el iL I
%P ;:
l SS; :sss;j
--lf: /U
uf.y
