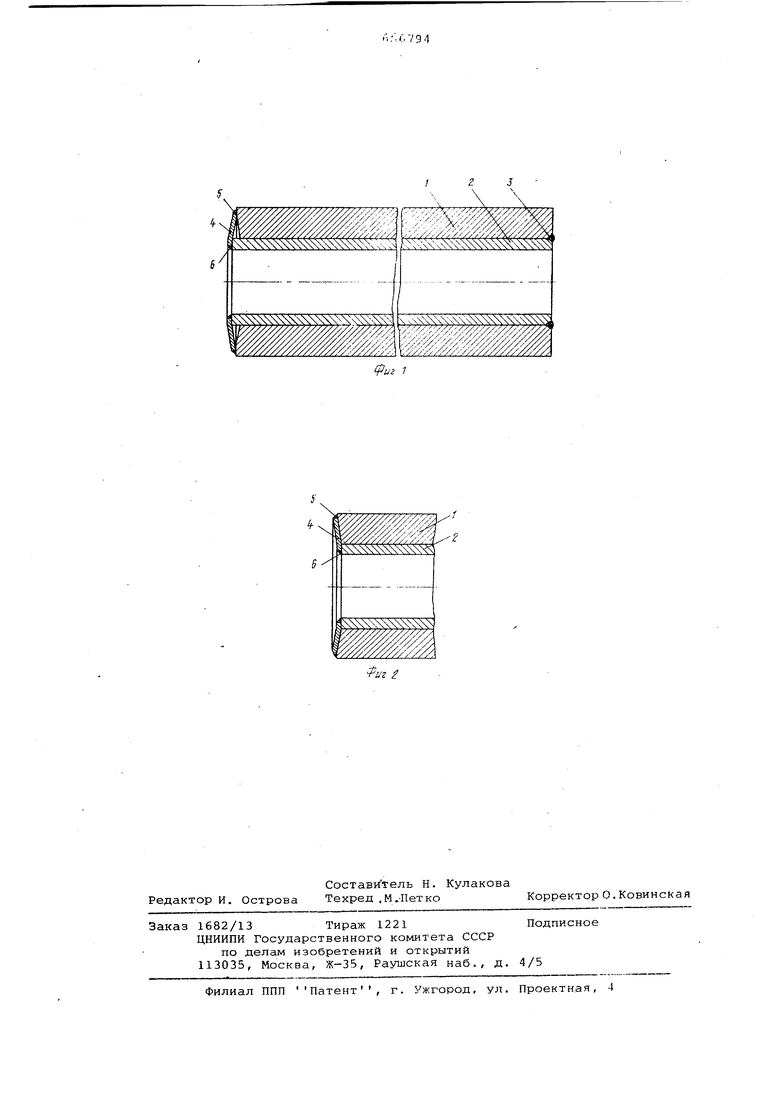
ния коэффициентов термического расширения. Так, например, при нагреве яо температуры прокатки (1180-120ос) двухслойной заготовки длиной 1000 мм материал наружного слоя которой - нержавеющая сталь Х18Н10Т, а материа внутреннего слоя - никель, происходи ослабление сварного шва с одной из сторон заготовки, а с другой - полно его разрушение из-за значительной аб лютной разницы в удлинениях составны труб. Средняя величина разницы коэффициентов термического расширения для этих материалов в интервале температур 100-1200с составит 0,28 мм/мм, град. -.10, Абсолютная величина разницы в удлинениях труб будет равна: дL L Co - -otg-) лТ, где L -.начальная длина двухслойной заготовки, мм; L- 1000 мм; (c -cf-p)- разница коэффициенто термического расширения нержавеющей стали Х18Н10Т и никеля, мм/мм.градТ . . -, (d -d-g}- 0,28 мм/мм,град 1 в интервале температур 100-1200°С. ДТ- разница температур нагрева заготовки до температуры .прокатки и начальной температуры; дТ - ИОО°С; ДЬ - 1000. О, 28 10 1100 3,08 мм. В результате разрушения одного из сварных швов происходит разгерме тизация зоны контактных поверхносте окисление свариваемых контактных слоев, что приводит к их навариванию в процессе пластической деформации. Исключить окисление контактных поверхностей в процессе нагрева таких заготовок можно, если нагрев вести а печи с инертной атмосферой, однак при транспортировке нагретой двухслойной заготовки от печи к стану успевают окислиться контактные поверхности на концах заготовки, что приводит к несвариванию контактных слоев по концам трубы и ухудшению условий захвата заготовок. цель изобретения - устранение ра герметизации зоны контактных поверх нрстей при нагреве сравнительно длинных двухслойных заготовок ( 1000 мм), металл наружного слоя 1Л)хорых имеет коэффициент термического расширения больший, чем у внут реннего слоя. Поставленная цель достигается те что заварку по торцу сплошным кольцевым швом непосредственно по диаме ру разъема производят только с пере него конца заготовки, а с заднего к ца герметизацию зоны контактных поверхностей производят через тонкую кольцевую шайбу, которая приваривае ся сплошным кольцевьм UIBOM по наруж ному диаметру к наружной трубе, а по внутреннему диаметру к внутренней трубе. На фиг. 1 показан разрез двухслойной заготовки, у которой герметизация зоны контакта выполнена по предлагаемому способу. Наружная часть заготовки 1 и внутренняя часть 2 с одной стороны (передней) свариваются между собой сплошным кольцевым швом 3 по диаметру разъема. С другой стороны (задней) заварка производится через тонкую выгнутую кольцевую шайбу 4, которая приваривается сплошным кольцевым швом 5 не по наружному диаметру к наружной части заготовки, а по внутреннему диаметру сплошным кольцевым швом 6 к внутренней части заготовки. На фиг. 1 показано положение шайбы до нагрева .заготовки. Внутренняя часть :.заготовки длиннее наружной на половину абсолютной разницы удлинений, которая возникает при нагреве до температуры прокатки. В процессе нагрева шайба будет подвергаться упруго-пластическому изгибу. На фиг. 2 показано положение шайбы после нагрева двухслойной заготовки до температуры прокатки. В процессе нагрева сварка не разрушается, герметичность зоны контакта соблюдается. Использование предлагаемой двухслойной заготовки для изготовления биметалли-ческих труб позволит: повысить прочность сварки контактных слоев на концевых участках труб при изготовлении биметаллических труб из сравнительно длинных двухслойных заготовок ( 1000 мм), металл наружного слоя которых имеет коэффициент термического расширения больший, чем у внутреннего; увеличить выход годных биметаллических труб; снизить расход металла. Формула.изобретения Заготовка для изготовления биметаллических труб, состоящая из двух с подготовленными контактными поверхностями труб, вставленных одна в другую, и заваренная по торцам сплошным кольцевым швом, отличающаяся тем, что, с целью повышения качества сварки слоев на концевых участках, увеличения выхода годных биметаллических труб и, снижениярасхо да металла, заготовка заварена сплошным кольцевым швом только с одного конца, а с другого конца заварена через тонкую кольцевую шайбу. Источники, информации, принятые во внимание при экспертизе 1. Чепурко М,И., Остренко В.Я. и др. Биметаллические трубы.--М., Металлургия, 1974, с. 47-59.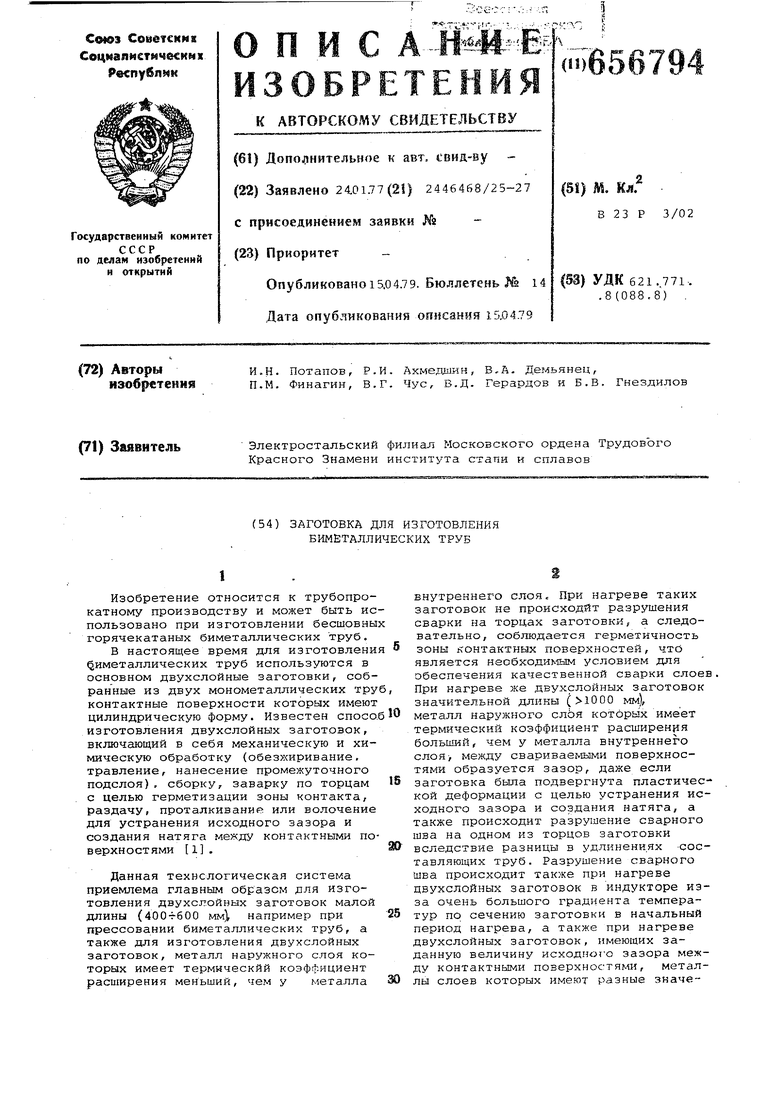
| название | год | авторы | номер документа |
|---|---|---|---|
| БИМЕТАЛЛИЧЕСКАЯ ЗАГОТОВКА ИЗ СТАЛЕЙ МАРОК 10ГН2МФА И 08Х18Н10Т ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ, МЕХАНИЧЕСКИ ОБРАБОТАННЫХ, БИМЕТАЛЛИЧЕСКИХ ТРУБ РАЗМЕРОМ ВН.279Х36 ММ ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2567420C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ | 1970 |
|
SU264145A1 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКИХ ТРУБ РАЗМЕРОМ ВН.279×36 (351×36) И ВН.346×40 (426×40) мм ДЛЯ АТОМНЫХ ЭЛЕКТРОСТАНЦИЙ ИЗ СТАЛИ МАРОК 10ГН2МФА И 08Х18Н10Т С ВНУТРЕННИМ ПЛАКИРУЮЩИМ СЛОЕМ ТОЛЩИНОЙ 7 мм | 2013 |
|
RU2542129C2 |
| Способ изготовления биметаллических цилиндрических изделий | 1982 |
|
SU1087221A1 |
| БИМЕТАЛЛИЧЕСКАЯ ЗАГОТОВКА ИЗ СТАЛЕЙ МАРОК (10ГН2МФА+08Х18Н10Т) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ ДЛЯ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ БИМЕТАЛЛИЧЕСКИХ ТРУБ РАЗМЕРОМ ВН.279×36 И ВН.346×40 мм С ВНУТРЕННИМ ПЛАКИРУЮЩИМ СЛОЕМ ТОЛЩИНОЙ 7±2 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2554249C2 |
| Поточная линия для производства сварных термоупрочненных труб | 1977 |
|
SU659222A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2610653C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ БИМЕТАЛЛИЧЕСКИХ ТРУБ РАЗМЕРОМ ВН.279Х36 (351Х36) И ВН.346Х40 (426Х40) ММ ИЗ СТАЛИ МАРОК 10ГН2МФА+08Х18Н10Т С ВНУТРЕННИМ ПЛАКИРУЮЩИМ СЛОЕМ СТАЛЬЮ 08Х18Н10Т ТОЛЩИНОЙ 7±2 ММ | 2012 |
|
RU2516137C1 |
| Способ изготовления горячекатанных биметаллических труб | 1978 |
|
SU704691A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |