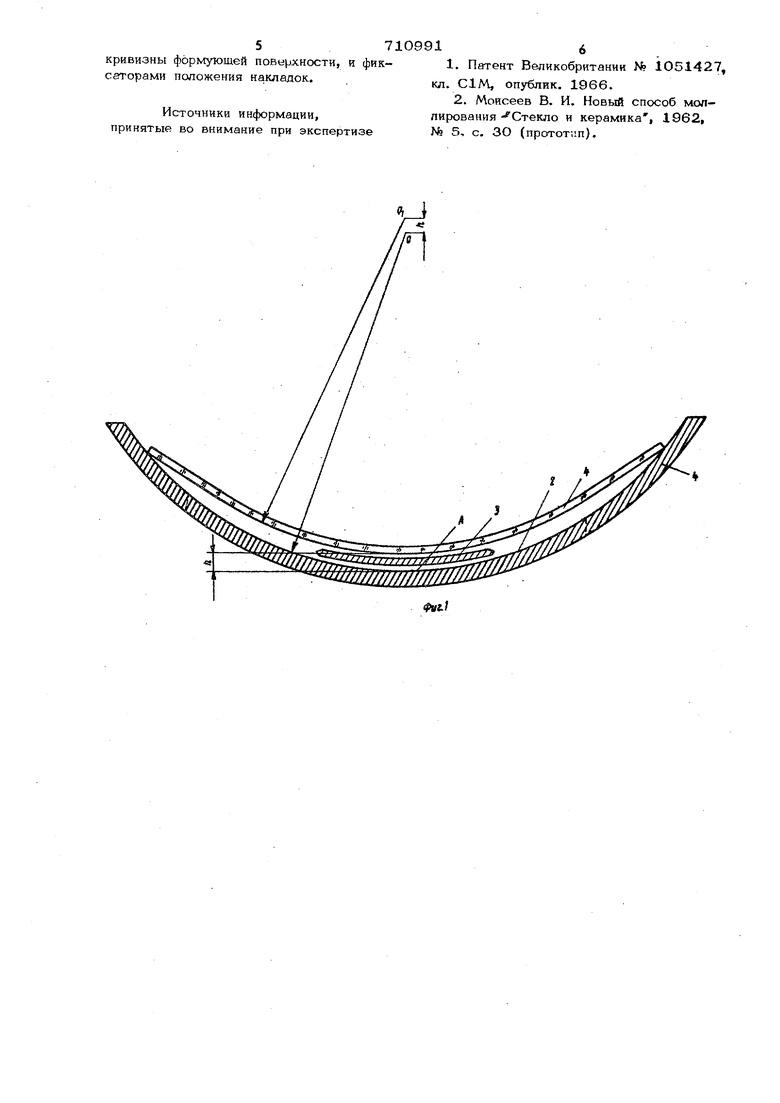
Изобретение относится к форме для моллиррвания листового стекла и может быть использовано в стекольной промышленности при изготовлении гнутого стекла, применяемого для остекления скорост ного транспорта обтекаемой формы, например, автомобильного. Известна форма для моллирования листового стекла, которая представляет собой каркасную форму с заданным формующим контуром и с проемом -в центре формы i j. Наиболее близкой к изобретению явп${ется форма для моллированиялистового стекла, содержащая жесткую раму с заданной кривизной формующей поверхности, причем средняя часть формующей поверхности удалена так, что площадь проема (окна) несколько превосходит по своим размерам гшощадь стекла, которое впоследст ВИИ вырезается из смопированной стеклозаготовки для получения изделия 2. Недостатком известных форм для моллирования листового стекла является слоя ность подбора и воспроизведения-такого теплового режима моллирования при котором стекло принимает точно заданную кривизну формующей поверхности формы, что приводит к ухудшению геометрических и оптических показателей получаемого стекла. Цель изобретения - улучшение оптических и геометрических показателей гнутого стекла. Данная цель достигается тем, что форма для моллирования листового стекла, содержащая раму с заданной кривизной формующей поверхности и проемом в ее центральной части, снабжена подвижно установленными накладками, расположен- ньала по центру торцов рамы, радиус кривизны которых больще радиуса кривизны формующей поверхности, и фиксаторами положения накладок. Накладки выполняются, например, из жаропрочной стали, таким образом, чтобы Кх верхние поверхности были вогнуты с большим радиусом кривизны, чем радиус кривизны формы для моллирования. Ширина накладок регламентируется шириной рамы в торцовых частях формы, а ее высота в центральЕюй части формы яад уровнем формующей поверхности под )ирается экспериментальным путем и зависит от заданной кривизны повер.хнсюти моллируёмого стеклопакета, его разм ров, теплового режима печи. Длина накладок подбирается так, чтобы они доста-, точно надежно прикреплялись к формующей поверхности формы для моллирования, и зависит от ее габаритов. Сущность изобретения поясняется чертежами, где: на-фиг. 1 схематически показано положение стеклопакета, полученное в процессе моллирования (вид с торца формы); на фиг. 2 схематически показан конкретный пример реализации описываемой формь1;на фиг. 3 - накладка и моллирова нное стекло. Жесткая рамочная форма для моллирования 1 имеет в свои.х торцовых частях по центру формующей поверхности 2 накладки 3, которые прикрепляются к формующей поверхности с помощью фиксатора положения, например/винтов {на чертеже не показано). Высота расположения наКладок 3 в центральной части формы 1 (точка А) относительно формующей поверхности равняется величине и может регулироваться, например, с винтов. Накладки 3 закрепляются на формующей поверхности формы таким образом ЧТОБ верхней части имеют вогнутые поверх кости с радиусом кривизны большим, чем радиус 1сривизны поверхности формы. Конеч ное положение моллируёмого стеклопакета 4 фиксируется при достижении им своей цент рапьной частью поверхности ншадал.ок 3 в о пасти противолежащей точке А. При этом стеклопакет 4 не касается формующей поверхности 2 формы 1. Сте1слопакет. 4 занимает типичное (естественное) положение гфи моллировании под действием собственного веса, когда края немного запаздывают при изгибании от его центральной части. Вместе с тем, в области. где вырезается стекло для изделия,полу чается заданная кривизна поверхности с радиусом кривизны R. , Это проиЕХодт потому, что центр радиуса образугощего кривизну поверх1юсти стеклопакета смацается из точки О в точку О на величину fb по вертикали вверх. Использование жесткой рамочной форы для мо;ширования листового стекла накладками по центру ее формующей поерхности в -торцовых частях формы позвояет получить стеклопакеты с большим оответствием заданной кривизны поверхости и с высокими оптическими показаелями гнутых стекол , вырез.демьгх для зготовления изделий остекления. Описыаемая форма для моллирования листовоо стекла особенно эффективна при изгоовлении крупногабаритных, гнутых стекол. Так;, например, моллирование стеклопакета, состоящего из 3 стекол толщиной 5 мм, 6 мм размером 1ООО мм х 14ОО мм на описываемой форме 1 для моллирования листового стекла с радиусом кривизны формующей поверхности 2 мм с использованием накладок 3 с высотой над уровнем формующей поверхности формы в ее центральной чaQги Ь 1О мм позволило получить стекла 4, вырезаемые для изделия остекления с большим соответствием заданной кривизны поверхности (отклонение до 1 мм) и с хорошими оптическими показателями. Параметры используемой формы были следующие: L 135О К 1050; 6 1150 MMj к 720 мм; максимальная стрела прогиба формы5 280 MMJ ширина формующей поверхности формы в ее торцовых частях Ь 1ОО мм.. Параметры используемых накладок 3 следующие: толщина 1i 6мм; длина мм; ширина Ъ - 1ОО мм; радиус кривизны верх- нах поверхностей - 15ООмм. Основные параметры вырезаемых стекол 4 для изделия остекления следующие; максимальная стрела прогиба 5 10Омм; максимальная длина образующей Е 97О мм; величина К :680 мм| радиус кривизны нижней поверхности нижнего моллируёмого стекла в стеклопакете бОО мм. Формула изобретения Форма для моллирования листового CTei«ia, содержащая раму с заданной кри-, визной формующей поверхности и с проемом в ее центральной части, отличающаяся тем, что, с целью улучшения оптических И геометрических показателей гнутого стекла, она снабжена подвижно установленными накладками, расположенными по центру топцов рамы, радиус кривизны которых больше радиуса кривизны формующей поверхности, и фиксаторами положения накладок. Источники информации, принятые во внимание при экспертизе 710 1 1. Патент Великобритании № 1051427, кл. CIM, опублик. 1966. 2. Моисеев В. И, Новый способ молпированияСтекло и керамика , 1962, № 5, с, ЗО (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для моллирования листового стекла | 1979 |
|
SU903312A1 |
| Способ одновременного моллирования нескольких комплектов стекол | 1978 |
|
SU743954A1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2345000C2 |
| Форма для моллирования листовогоСТЕКлА | 1979 |
|
SU814907A1 |
| Способ переформования листового стекла | 1976 |
|
SU660946A1 |
| ФОРМА ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2534867C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2356858C2 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2631949C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА И ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2352530C2 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2018 |
|
RU2693802C1 |

/
Фиг.З
