Изобретение относится к области резки при раскрое листового стекла в стекольной промышленности.
Известно устройство для резки листов стекла, содержащее балку, выполненную с возможностью ее перемещения по направляюпшм. Способность устройства производить продольную и поперечную резку достигается за счет закрепления каждого резака на индивидуально управляемой каретке с возможным ее перемещением вдоль балки на ограниченное расстояние 1.
Недостатком указанного устройства является сложность в управлении и низкое быстродействие.
Известно устройство для резки листового стекла, содержащее стол, балки продольного и поперечного резов с режущими ин струментами и приводами кареток, датчики положения листа и края листа 2 .
Это устройство является наиболее близким к описываемому изобретению.
Недостаток его - фиксированное расположение резаков на балках, что не позволяет оперативно получать .чисты стекла требуемых форматов, а также невозможность
автоматизапии получения листового стекла с применением электронно-вычислительной .ма1иины.
Целью ПJ()бpeтeния является повьинение надежности работы устройства.
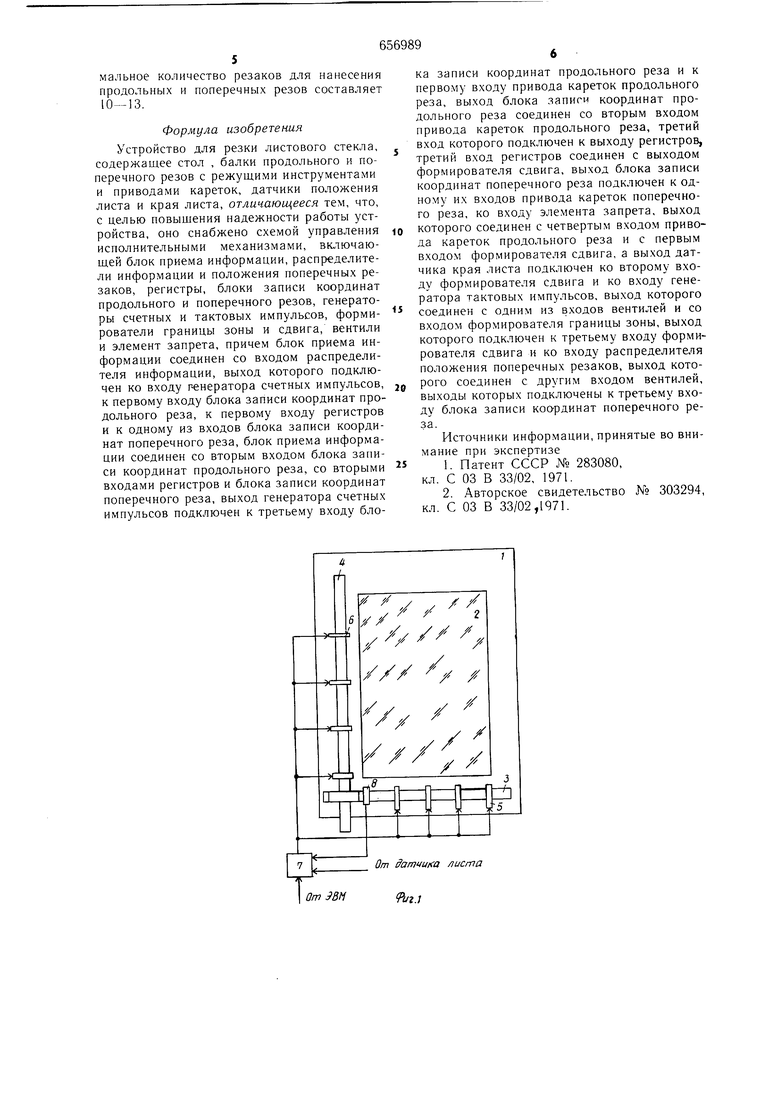
Это достигается тем, что устройство для резки листового стекла, содержан1ее стол, балки продольного и поперечного резов с режущимн инструментами и приводами кареток, датчики положения листа и края листа, снабжено схемой управления исполнительными механизмами, включающей блок приема информации, распределители информации и положения поперечных резаков, регистры, блоки записи координат продольного и поперечного резов, генераторы счетных
и тактовых импульсов, формирователи границы зоны и сдвига, вентили и элемент запрета, причем блок приема информации соединен со входом распределителя информации, выход которого подключен ко входу
генератора счетных импульсов, к первому входу блока записи координат продольного реза, к первому входу регистров и к одному из входов блока записи координат поперечного реза, блок приема информации соединен со вторы.м входом блока записи координат продольного реза, со вторыми входами регистров и блока записи координат поперечного реза, выход генератора счетных импульсов подключен к третьему входу блока icinncii координат продольного реза и к первому входу привода кареток продольного реза, выход блока записи координат продольного реза соединен со вторым входом привода кареток продольного реза, третий вход которого подключен к выходу регистров, третий вход регистров соединен с выходом формирователя сдвига, выход блока записи координат ri-i H |)o4iioro реза подключен к одному из ii.vn;u)ii npiiBo;i.a (Ж поперечпого реза, ко входх ч.ii 4Hia .;п рота, выход которого сое uiiii.Mi ;ГМ, iiM.дом привода кареток :i|ivi..немого ;),. :i входом фО|1М1 н;|-;;. i /мл сдвпгч-к а lii.iход датчика края листа aoaiviHiicn ко iviopi; му входу ||1(р 11рова-;|,мя глиига и () вхпа, генератора тактовых ()1.. в.-.г.са. комь рого соединен с O;UIM : а . вм) и со входом формпров-: ая ; ; выход которого ап: ь: р формирователя сдвига и . i лителя положения поперсмм,-: ход которого соединен с входом rionтилей, выходы которых иодк.почены к третьему входу блока записи координат ноперечного реза. На фиг. 1 схематично изображен стол резки с блоком управления исполнительными механизмами; на фиг. 2 - схема блока управления исполнительными механизмами; на фиг. 3 - схема раскроя листового стекла. Устройство содержит стол I для резки стекла 2. На столе укреплены продольная 3 и поперечная 4 балки, на которых расположены приводы кареток продольного b и поперечного 6 резов, управление которыми производится блоком 7 управления исполнительными механизма.ми по информации от датчика 8 края листа, установленного на каретке продольного реза, датчика положения листа и ЭВМ (на фигурах не показаны). Работает устройство следующим образом. На стол поступает очередной лист стекла. По сигналу датчика листа через блок 9 приема информации блока управления исполнительными механизмами производится последовательный прием информации из ЭВМ о координатах продольных, поперечных резов и режи.мах работы продольных резаков, которая заносится в блок записи координат продольного 10, поперечного 11 резов и регистры 12. Блок записи координат продольного и поперечного резов представляет собой совокупность двоичных счетчиков, куда информация поступает в обратном двоичном коде. Число счетчиков соответствует количеству управляемых кареток, а разрядность счетчиков определяется длиной зоны положения резаков. Последовательностью записи информации управляет распределитель 13 ипформации. По окончании записи координат продольного реза включается геператор 14 счетных импульсов и приводы кареток продольного реза. Период поступления импульсов соответствует продвижению кареток вдоль балки на 1 мм от своих исходных точек. По переполнении счетчиков блок записи координат продольного реза формирует сигнал о прекращении положения соответствующих резаков. После расстановки продольных резаков включается привод и продольная балка соверщает равномерное перемещение вдоль стола. Датчик края листа включает генератор 15 тактовых и.мпульсов. период следования которых соответствуег перемещению продольной балки на 1 м.м. Импульсы поступают на счетчики блока записи координат поперечных резов через вентплп 16, которыми управляет распределитель 17 положения поперечных резаков. Формирователь 18 границы зоны, который представляет с)6(;й двоичный счетчик с величиной чгпю.чпепия, равной длине зоны положения поперечпых резаков в дискретах, равных 1 .мм, фор:/1ирует сигнал по переполнению и посредством распределителя положения поперечных резаков, определяющего начало перемещений кареток, избирает следующий счетчик блока записи координат поперечного реза. По переполнении счетчика на привод каретки поперечного реза поступает сигнал 0прекращении пере.мещепия вдоль балки. Сигнал с датчика края листа поступает также на формирователь 19 сдвига и группу регистров, откуда поступают данные О или 1на приводы продольных кареток продольного реза, чем определяется режим работы продольных резаков (включен или выключен) до окончания положения поперечного резака. После этого по сигналу с соответствующего счетчика блока записи координат поперечного резов через элемент 20 запрета и формирователь сдвига регистры выдают следующие данные о работе продольных резаков и разрещает включение или выключение их до окончания положения следующего поперечного резака. По сигналу с формирователя границы зоны формирователь сдвига выдает из регистров новые данные, но переключения резаков не происходит, так как не поступает сигнал с элемента 20 запрета. По окончании перемещения продольной балки происходит расстановка поперечных резаков, включается привод и поперечная балка перемещается поперек стола. В результате перемещения балок на листе стекла остаются продольные 21 и поперечные 22 линии резов. Каретки и балки возвращаются в исходные состояния. Таким образом можно кроить стекло, нанося в поперечном направлении сквозные линии резов, а в продольном направлении резы в зонах 23 позиционирования поперечных резаков. Оптимальное количество резаков для нанесения продольных и поперечных резов составляет 10-13. Формула изобретения Устройство для резки листового стекла, содержащее стол , балки продольного и поперечного резов с режущими инструментами и приводами кареток, датчики положения листа и края листа, отличающееся тем, что, с целью повышения надежности работы устройства, оно снабжено схемой управления исполнительными механизмами, включающей блок приема информации, распределители информации и положения поперечных резаков, регистры, блоки записи координат продольного и поперечного резов, генераторы счетных и тактовых импульсов, формирователи границы зоны и сдвига, вентили и элемент запрета, причем блок приема информации соединен со входом распределителя информации, выход которого подключен ко входу г-енератора счетных импульсов, к первому входу блока записи координат продольного реза, к первому входу регистров и к одному из входов блока записи координат поперечного реза, блок приема информации соединен со вторым входом блока записи координат продольного реза, со вторыми входами регистров и блока записи координат поперечного реза, выход генератора счетных импульсов подключен к третьему входу блока записи координат продольного реза и к первому входу привода кареток продольного реза, выход блока записи координат продольного реза соединен со вторым входом привода кареток продольного реза, третий вход которого подключен к выходу регистров, третий вход регистров соединен с выходом формирователя сдвига, выход блока записи координат поперечного реза подключен к одному их входов привода кареток поперечного реза, ко входу элемента запрета, выход которого соединен с четвертым входом привода кареток продольного реза и с первым входом формирователя сдвига, а выход датчика края листа подключен ко второму входу формирователя сдвига и ко входу генератора тактовых импульсов, выход которого соединен с одним из входов вентилей и со входом формирователя границы зоны, выход которого подключен к третьему входу формирователя сдвига и ко входу распределителя положения поперечных резаков, выход которого соединен с другим входом вентилей, выходы которых подключены к третьему входу блока записи координат поперечного реза. Источники информации, принятые во внимание при экспертизе 1.Патент СССР № 283080, кл. С 03 В 33/02, 1971. 2.Авторское свидетельство № 303294 кл. С 03 В 33/02,1971.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ РЕЗКОЙ ДВИЖУЩЕЙСЯ ЛЕНТЫ СТЕКЛА | 1992 |
|
RU2033980C1 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| УСТРОЙСТВО ДЛЯ КОДИРОВАНИЯ ЧЕРТЕЖЕЙ ПЕЧАТНЫХ ПЛАТ | 1979 |
|
SU826373A1 |
| Система автоматического сопровождения листов на агрегате поперечной резки полосы | 1982 |
|
SU1026873A1 |
| Устройство слежения за стыком | 1987 |
|
SU1445880A1 |
| Устройство определения текущих координат металла на реверсивном прокатном стане горячей прокатки | 1977 |
|
SU686793A1 |
| Устройство для программного управления станком | 1985 |
|
SU1352458A1 |
| Устройство для селекции изображений объектов | 1986 |
|
SU1429141A1 |
| Устройство для отображения знаковой информации | 1982 |
|
SU1037331A1 |
| Устройство для отображения информации | 1972 |
|
SU458004A1 |

От 9ВМ(putj
От датчика листа
G
16
л
20
П ГГ jfl
