t-J н
Изобретение относится к автоматизации прокатного производства, точ нее к автоматизации листоотделочных агрегатов. Известна система автоматического сопровождения листов на агрегате псэперечноП резки полосы, содержащая соединенный с ножницами датчик реза дефектоскоп, датчик расхода, сдвиго вьда регистр, информационный вход которого соединен с выходом дефектоско па, тактовый - с выходом счетчик 1, счетный вход которого соединен с выхёдом датчика расхода, а сбросовый с -датчиком реза. Эта система автоматического сопровождения позволяет обеспечить контроль качества полосы цО ее пореза на листы, сопровождать уЦасток полосы, из которого будет сформирован лист, синхронно с его движением по рольгангу до ножниц и a ipecoвaть отрезанный лист на участке после ножниц . Недостатком известной системы является невозможность использования ее при переменной длине участка полосы, находящегося между дефектоскопом и ножницами, так как ее конструкция такова, что в сдвиговый регистр должно быть залохсено фиксированное значение этого расстояния или функционально зависящее от него число, а эта длина является пе;ременной величиной, в частности, на агрегатах, имеющих петлевую яму ме-жду дефектоскопом и ножницами. Вторым Недостатком этой системы является невозможность ее использования на других листоотделочных агрегатах, например, на агрегатах продольной резки, для.фиксации места дефекта полосы при рулонной поставке так как на этих arpera-tax отсутствует сигнал линии реза. Наиболее близким к изобретению по технической сущности и достигаемо му результату является устройство, содержащее дефектоскоп, два датчика расхода полосы и регулятор петли, а также два счетчика, информационные входы которых соответственно соедине ны с адресными входами оперативного запоминающего устройства (ОЗУ),инфор мационный вход которого соединен с выходом дефектоскопа. Это устройство содержит также связанный с ножницами датчик реза, выход которого соединен со счетным входом первого счетчика и с входом занесения третьего счетчика, выход которого соединен со счет ным входом второго счетчика, и две cxerto совпадений, первые входы которьос соединены с регулятором петли, ВТОЕые - с первым и вторым датчиками расхода, выходы - с входами сложения и вычитания четвертого счетчика, выходы четвертого счетчика в параллельном коде соединены с входами третьего счетчика, выход третьего счетчика соединен со счетным входом второго счетчика. В этой системе первые два счетчика и ОЗУ составляют регистр сдвига, в который дефектоскоп заносит информацию о качестве очередного виртуального листа, блок, составленный из второй пары счетчиков, и схем .совпадений, составляет блок смещений лиши реза, который по количеству импульсов двух датчиков расхода вычисляет положение виртуальной линии реза в зоне дефектоскопа.. Таким образом, первый счетчик, на который счетные импульсы поступают от датчика реза, отсчитывает количество отрезанных листов, второй счетчик, на который счётные, импульсы поступают с блока смещенной линии реза, отсчитывает количество листов (виртуальных) , прошедш11х в зоне дефектоскопа, соответственно первый счетчик, считает для ОЗУ адреса, по которьм записано качество отрезанных лисов, второй счетчик отсчитывает адреса, по которым записывается качество листов в зоне контроля дефектоскопа. Система обеспечивает сопровождение листов при переменной длине полосы между дефектоскопом и ножницами На агрегатах поперечной резки полосы 2. Однако данная система не может быть использована на других листоотделочных агрегатах, например на агрегатах продольной резки для фиксации места дефекта полосы при рулонной поставке. Другим недостатком этой системы является сложность конструкции, приводящая к низкой надежности.. Целью изобретения является упрощение конструкции и повышение надежности работы. Цель достигается тем, что в систему автоматического сопровождения листов на агрегате поперечной резки полосы, содержащую дефектоскоп, два датчика расхода полосы и регулятор петли, а также два счетчика, информационные выходы которых соответственно соединены с адресными входами оперативного запоминающего устройства, информационный вход которого соединен с выходом дефектоскопа, введен коммутатор, управляющий вход которого соединен с выходом регулятора петли, выход - со счетным входом первого счетчика, а информационные входы - с датчиками расхода, счетный вход второго счетчика соединен с вторым датчиком расхода. На чертеже представлена блоксхема предлагаемого устройства.
Система содержит связанные с по лосой 1 дефектоскоп 2, датчики расхода 3 и 4 и регулятор 5 петли, оперативное запоминающее устройство (ОЗУ) 6, адресные входы которого в параллельном коде соединены с выходами счетчика 7 адресов записи и счетчики 8 адресов чтения.
Счетный вход счетчика 7 через коммутатор 9, управляющий вход которого соединен с регулятором 5 петли, соединен с датчиками расхода 3 и 4, счетнЕлй вход счетчика 8 соединен с датчиком расхода 4. Информационный вход ОЗУ 6 соединен с выходом дефектоскопа 2, информационный выход ОЗУ б является выходом системы.
Система работает следующим образом.
В исходном положении полосы 1 на агрегате нет, счетчики 7 и 8 пустые (цепи сброса счетчиков здесь не рассматриваются), петля не сформирована и на выходе регулятора 5. петли логический ноль, так что через коммутатор 9 датчик расхода 3 подключен к счетному входу счетчика 7. С появлением полосы счетчик 7 отсчитывает импульсы датчика расхода 3 и последовательно подключает на запись адреса ОЗУ 6, по которымс выхода дефектоскопа 2 в ячейки ОЗУ б записывается информация о качестве очередного участка полосы 1. С приходом переднего торца полосы 1 в зону выхода рассматриваемого участка агрегата счетчик 8 начинает по сигналам датчика расхода 4 отсчитывать адреса чтения в ОЗУ 6 так, что синхронно с движением полосы 1 на выход системы сопровождения выдается информация, о качестве очередного участка полосы 1. В зависимости от масштаба датчиков расхода 3 и 4, которые идентичны, длина участка выбирается равной 1 мм, 1 см или другой величине. Этот масштаб определяет степень детализации информации на выходе.
Когда в соответствии с обычной технологией агрегат, на котором установлены система сопровождения,входит в стационарный режим, т.е. сформирована номинальная величина петли, на выходе регулятора 5 петли формируется логическая единица, скорость движения полосы 1 в зоне установки датчиков расхода 3 и 4 становится одинаковой и для исключения ошибки, обусловленной неполной идентичностью датчиков расхода 3 и 4,
сформированная на выходе регулятора 5 петли логическая единица исполь-i зуется для, переключения коммутатора 9. В этом режиме на вход счетчика 7 через коммутатор 9 поступают импульсы датчика расхода 4. При выходе регулятора 5 петли из заданного режима в процессе работы, т.е. при появлении разности скоростей полосы в зонах работы датчиков расхода 3 и 4, на выходе регулятора 5 петли снова формируется логический нЬль, коммутатор 9 подключает счетчик 7 к датчику расхода 3, восстанавливая стационарный режим после восстановления ве1-1ЧИНЫ петли.
Таким образом, изобретение позволяет информацию о качестве полосы, полученную на одном участке агрегата, использовать на другом участке агрегата. Для агрегатов поперечной резки полосы на листы изобретение позволяет оценивать качество листов, включив блок анализа качества листа в отличие от известных систем не на выходе дефектоскопа 2, а на выходе ОЗУ 6 и получать тот же результат, но без необходимости ручного ввода номинального значения длины листа. Изобретение позволяет дополнительно для агрегатов другого типа, например агрегатов продольной.резки-полосы, при смотке прлосы в рулон регистрировать координаты обнаруженных дефектоскопом дефектов в .рулоне. Эта информация, записанная в какой-либо форме, может быть использована в последующих технологшшских операциях, например, путем ьвода ее в АСУ соответствующего, участка производственного процесса.
Устройство может быть полностью выполнено На интегральных схемах, например счетчики 7 и 8 выполняются на НС 155ИЕ5, ОЗУ 6 - на ИС 176РУ2, обеспечивающее 256 ячеек, или 505РУ2 на 1024 ячейки, коммутатор 9 на ИС155ЛР1 (1/2 корпуса). В этом случае вся схема выполняется на одно печатной плате.
Ожидаемый экономический эффект внедрения изобретения слагается из высвобождения персонала и устранения ошибок, связанных с ручным вводом задания, а также снижения капитальных затрат и соответствующих амортизаиионных отчислений.
Экономический эффект составляет 9660 руб. в год.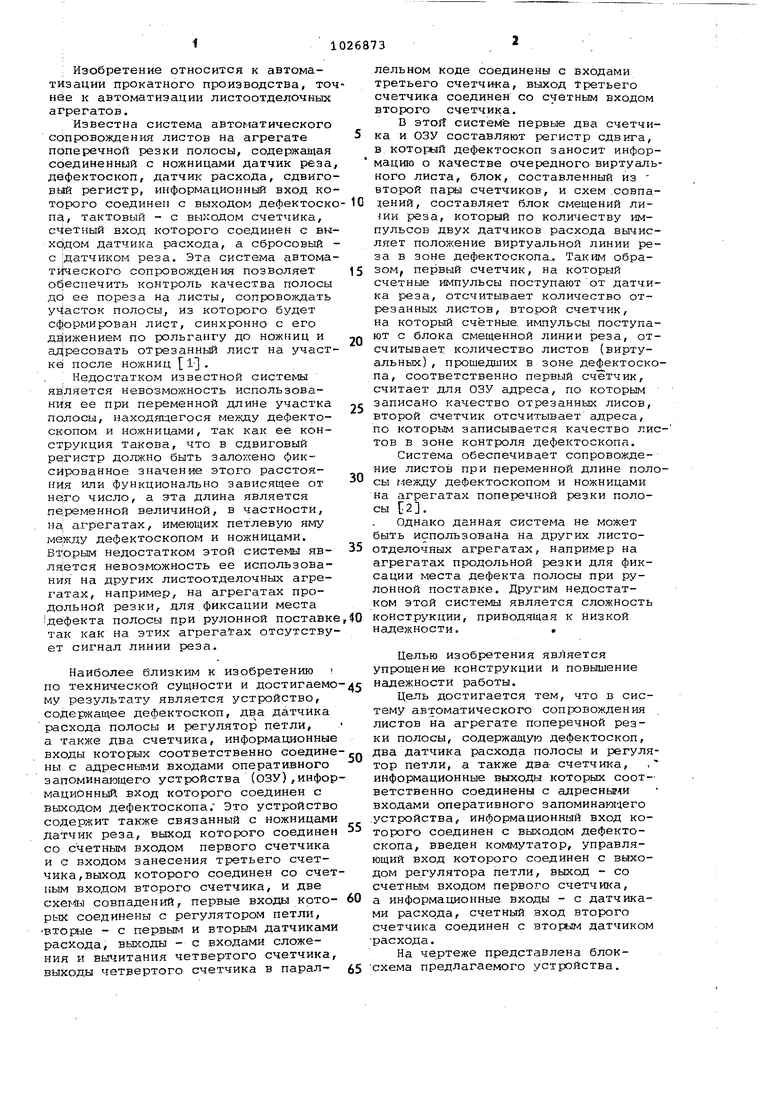
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического сопровождения листов на агрегате поперечной резки полосы | 1981 |
|
SU975130A1 |
| Система автоматической сортировки проката | 1986 |
|
SU1395399A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство для автоматической разбраковки листов | 1980 |
|
SU937071A1 |
| Устройство для автоматической разбраковки листов | 1983 |
|
SU1098633A1 |
| Устройство для автоматической сортировки листов | 1978 |
|
SU774643A1 |
| Устройство для автоматического определения сорта листа на агрегате поперечной резки | 1989 |
|
SU1690875A1 |
| Автоматическое устройство для сортировки мерных изделий | 1976 |
|
SU603509A1 |
| Устройство для автоматической разбраковки листов | 1978 |
|
SU753509A1 |
| Устройство для автоматическойСОРТиРОВКи лиСТОВ HA АгРЕгАТЕпОпЕРЕчНОй РЕзКи | 1978 |
|
SU799918A1 |
СИСТЕМА АВТОМАТИЧЕСКОГО СОПРОВОЖДЕНИЯ ЛИСТОВ ПА АГРЕГАТЕ ПОПЕРЕЧНОЙ РЕЗКИ ПОЛОСЫ, содержащая дефектоскоп,два датчика расхода полосы и регулятор петли, а такке два счетчика, инфорглационные выходы которых соответственно соединены с адресными входами оперативного запо.минающего устройства, информационный вход которого соединен с выходом дефектоскопа, отличающаяс и тем, что, с целью упрощения конструкции и повышения надежности работы, в нее введен коммутатор, управляющий вход которого соединен с выходом регулятора петли, выход - , со счетным входом первого счетчика, а информационные входы - с датчика(Л ми расхода, счетный вход второго счетчика соединен с. вторым датчиком расхода. гС о N3 эо f Т со