I
ИзобретеА1е касается проиавоаства горячекатаных бесшовных труб, например, iia установке с двух-или трехвалKOBbjM раскатным станом с нспользова- нием длинной цилиндрической оправ1ш.
Известен способ винтовой раскатки труб, включающий деформацию трубы валками на цилиндрической оправке, которую удерживают в период заполнения очага и перемешают принудительно возвратно-поступательно в период установившегося процесса, причем перемещение оправки ведут вначале против хода прокатки на расстоянии, равном разности длин оправки и очага деформации, а затем в противоположном и, доводят оправку к моменту окончания деформации до исходного положения ij.
Такое положение оправки, когда передний ее конец перед прокйткой расположен на уровне торцов валков, позволяет имет наименьшую разницу между внутренним дааметром заготовки и диаметром оправки и сократить зону редуцирования.
Известен способ прокатки труб на трехвалковом раскатном стане с длинной прннуаительно-перемещаемой оправкой, который осуществляется след юшнм образом 2,
В гильзу перед станом вводят оправку, не доводя ее на 125-15О мм до переднего торца гильзы. После этого начинают прокатку ко1щевого участка гильзы валками без обжатия стенки. Далее основную часть гильзы прокатывают на принудцтельно-ч геремешаемой оправке, причем по мере прокатки гильзы, оправку постепенно перемещают против
5 хода прокатки и, когда остается участок гильзы одиной 150-225 мм, оправку извлекают из .гильзьь окончательно, обеспечивая тем самым прокатку заднего коща гильзы без появления раструба.
Недостатком указанного способа производства труб является невозможность дальнейшего повыщения произпооительности путем снижения времени вспомогательных операдий.
Наиболее близким по технической сущности является способ винтовой про- кат1ш труб, включающий деформацию полой нагретой заготовки валками на свободно плавающей оправке з.
Такой способ обеспечивает высокое качество внутренней поверхности труб, высокую скорость прокатки, но задача следующей заготовки с оправкой невозможна, пока не уйдет из очага Деформации предыдущая труба с оправкой. Паузы между заготовками увеличивают вспомогтельное время и снижают производителькость.
Целью изобретения является повышение производительности стана путем сокращения вспомогательного и машинного времени.
Поставленная цель достигается тем, что В способе винтовой прокагки груб, включающем деформацию полой нагретой заготовки валками на свободно плавающей оправке, согласно изобретению, в момент подхода заднего торда заготс:зки к валкам оправку извлекают из трубы против хода прокатки, оставляя в зоне действия валков передний конец, затем оправку OTnycKaipT и одновременно надевают на ее задний конец следующую заготовку до упора в ropeijпредыдущей.
Деформацию тонкостенньгх заготовок осуществляют на оправке с утоненным передним .
Повышение производительности про цесса прокатки труб достигается тем, ЧТО при большой осевой скорости прокатки грубы на свободно плавающей оправке сокращается время паузы в результате прокатки заготовок встык.
Сокращение времени паузы между прокатками двух заготовок обеспечивается совмещением операции прокатки заднего концевого участка предыдущей заготовки с началом прокатки переднего концевого участка следующей заданной в, стан через задний конец оправки;
Прокатка концевых участков гильзы на утоненном переднем конце оправки обеспечивает высокопроизводительное получение тонкостенных труб с отнощением D/ S 12 - 20.
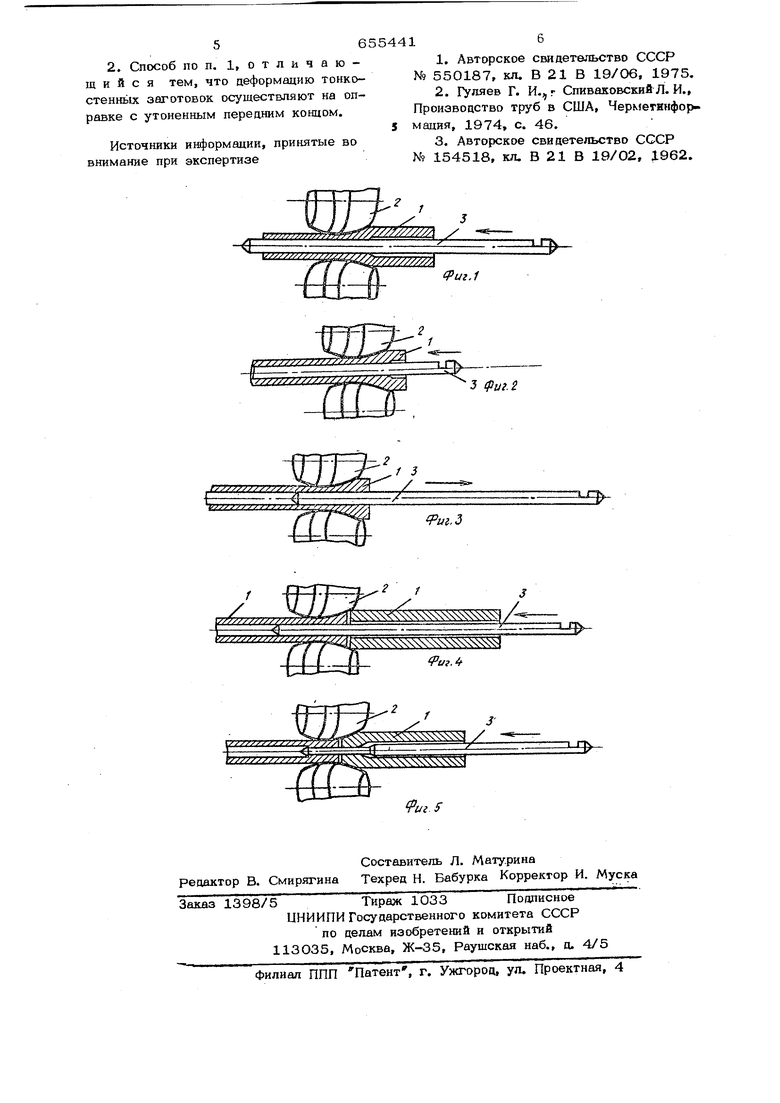
На фнг. 1 показана схема исходного положения прокатки косорасположенными валками заготовки на длинной цилиндрической оправке} на фиг, 2 - схема прокатки основной части заготовки; на фи1
3- схема извлечения оправки; на фиг.
4- схема раскатки заднего конца и задача сленующей заготовки; на фиг. 5 схема раскатки на утоненном конце оправки.
Прокатку заготовки 1 осуществляют валками 2 на свободно плавающей оправке 3 (фиг, 1). При подходе заднего торца к валкам стана (фиг. 2) оправку ускоренно перемещают в исходное положение (фиг. 3) и продолжают раскату заднего ко щевого участка заготовки на свободно перемещающейся оправке.
В процессе прокатки заднего концевого участка заготовки на свободный задний конец оправки надевают следующую заготовку и перемещают ее по оправке к валкам, сохраняя при этом соприкосновение торцов (фиг. 4). Совмещенная операция прокатки заднего конца предыдущей заготовки и переднего ко1ща последующей осуществляется на утоненном переднем ковде оправки (фиг. 5). Это обеспечивает получение труб с отнощением D/5- 12-t-20.
Способ прокатки труб позволяет увеличить производительность путем прак тически nojmoro исключения вспомогательного времени между прокатками двух заготовок.
Ciroco6 обеспечивает получение труб без продольных рисок с высоким качеством внутренней поверхности в связи с вдением процесса раскатки основной част 3aj oTOBKH на свободно плавающей оправке, а прокатка ее концевых участков гильзы на оправке с утоненным передним ко1щом гарантирует высокопроизводительное получение тонкостенных труб с отнощением Б/З 2О.
Формула изобретения
1. Способ винтовой прокатки труб, включающий дв|)ормацню полой нагретой заготовки валками на свободно плавающе оправке, отличающий ся тем, что, с целью повышения производительности путем непрерывной задачи в валки заготовок встык, в момент подхода заднего торца заготовки к валкау оправку извлекают из трубы против хода прокатки, оставляя в зоне действия валков передщ1Й конец, затем оправку отпускают и одновременно надевают на ее задний конец следующую заготовку до упора в торец предыдущей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ винтовой раскатки труб в трехвалковом стане | 1977 |
|
SU685371A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| СПОСОБ ДЕФОРМАЦИИ ТРУБ | 2007 |
|
RU2350416C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ НА СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2378062C1 |
| Способ раскатки полой заготовки на оправке в трехвалковом стане винтовой прокатки и рабочий валок для его осуществления | 2019 |
|
RU2723494C1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| СПОСОБ ВИНТОВОЙ РАСКАТКИ ТРУБ | 1995 |
|
RU2067507C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2368440C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2009 |
|
RU2402392C1 |
