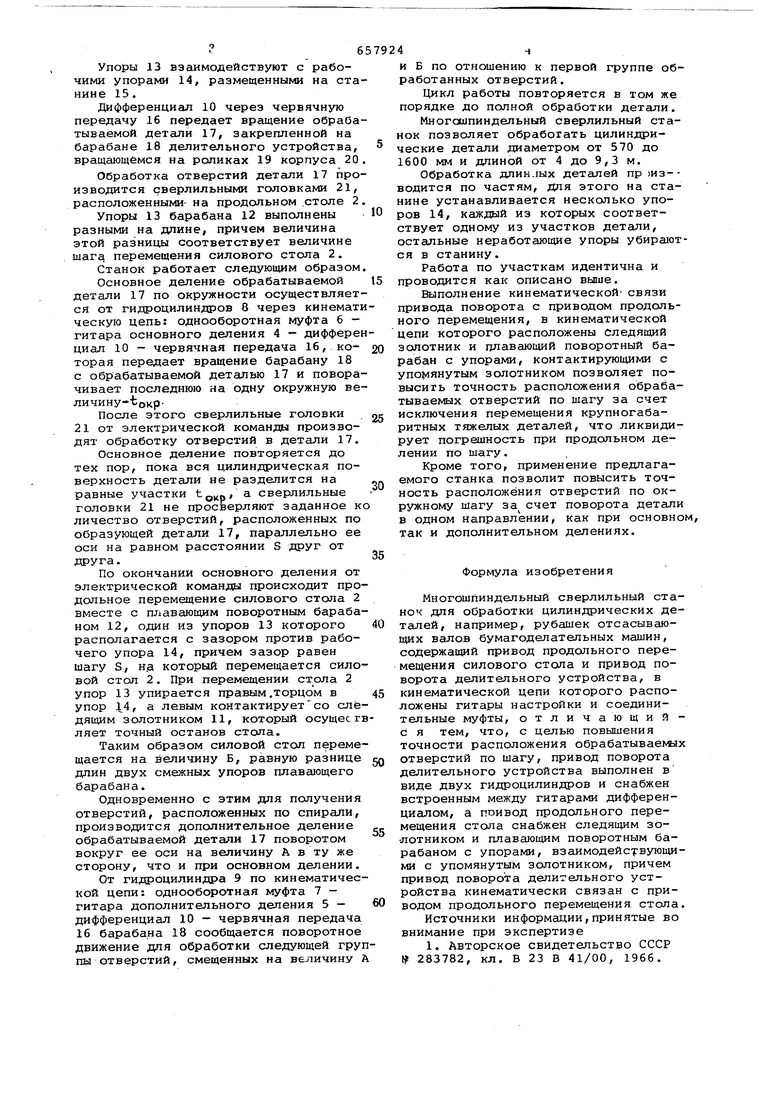
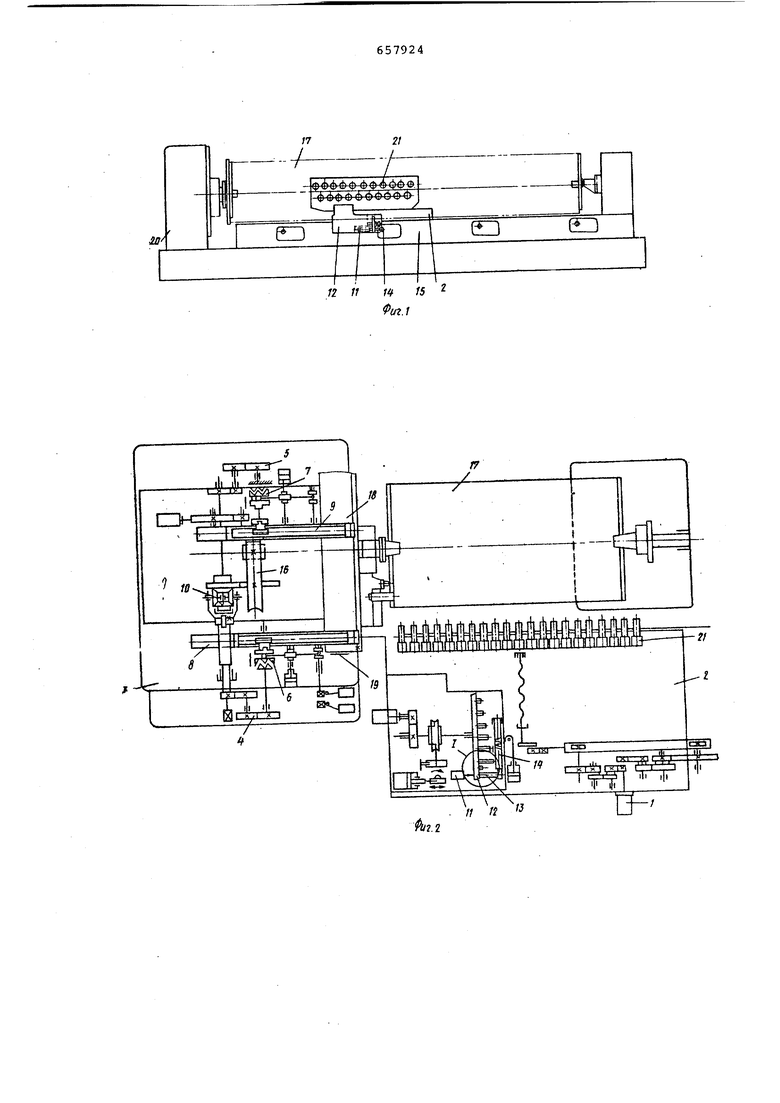
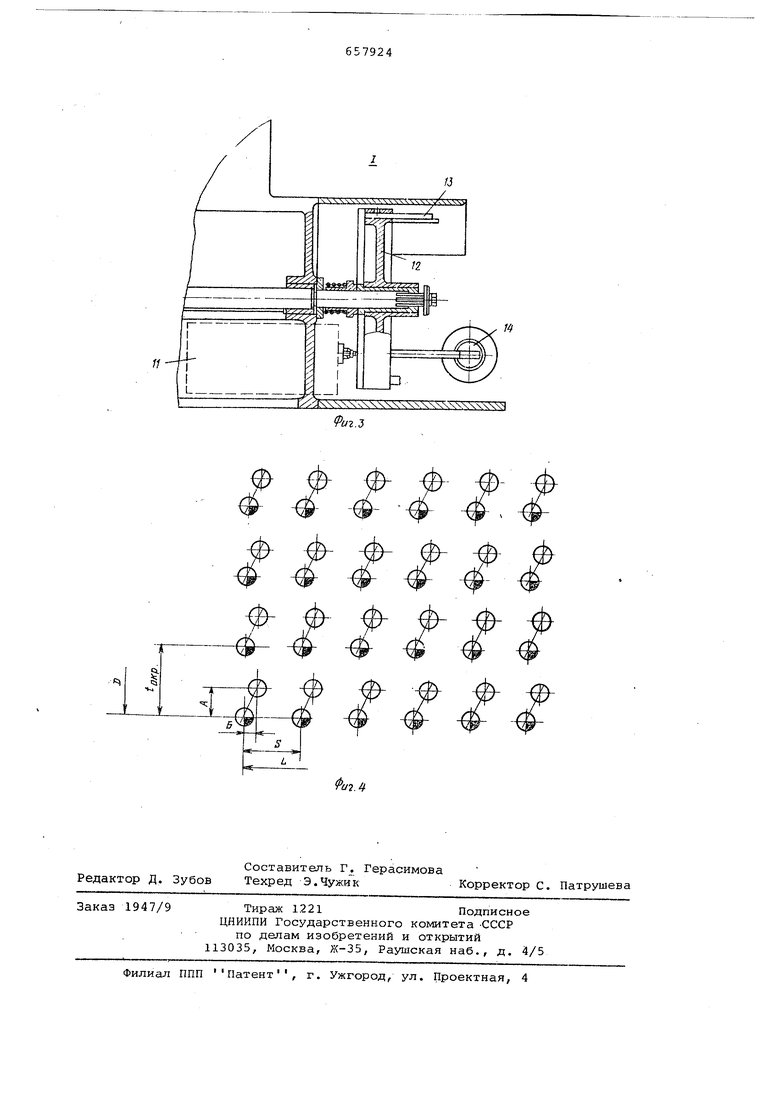
Упоры 13 взаимодействуют с рабочими упорами 14, размещенными на ста нине 15. Дифференциал 10 через червячную передачу 16 передает вращение обраба тываемой детали 17, закрепленной на барабане 18 делительного устройства, вращающемся на роликах 19 корпуса 20 Обработка отверстий детали 17 про изводится сверлильными головками 21, расположенными- на продольном .столе 2 Упоры 13 барабана 12 выполнены разными на длине, причем величина этой разницы соответствует величине шага перемещения силового стола 2. Станок работает следующим образом Основное деление обрабатываемой детали 17 по окружности осуществляет ся от гидроцилиндров 8 через кинемати ческую цепь: однооборотная муфта б гитара основного деления 4 - дифферен циал 10 - червячная передача 16, которая передает вращение барабану 18 с обрабатываемой деталью 17 и повора чивает последнюю на одну окружную ве личину-toxp. После этого сверлильные головки 21 от электрической команды производят обработку отверстий в детали 17. Основное деление повторяется до тех пор, пока вся цилиндрическая поверхность детали не разделится на равные участки , а сверлильные головки 21 не просверляют заданное к личество отверстий, расположенных по образующей детс1ли 17, параллельно ее оси на равном расстоянии S друг от друга. По окончании основного деления от электрической команды происходит продольное перемещение силового стола 2 вместе с плавающим поворотным барабаном 12, один из упоров 13 которого располагается с зазором против рабочего упора 14, причем зазор равен шагу S, н.а который перемещается силовой стол 2. При перемещении стола 2 упор 13 упирается правым.торцом в упор 14, а левым контактирует со следящим золотником 11, который осуществ ляет точный останов стола. Таким образом силовой стол перемещается на величину Б, равную разнице длин двух смежных упоров плавающего барабана. Одновременно с этим для получения отверстий, расположенных по спирали, производится дополнительное деление обрабатываемой детали 17 поворотом вокруг ее оси на величину А в ту же сторону, что и при основном делении. От гидроцилиндра 9 по кинематической цепи: однооборотная муфта 7 гитара дополнительного деления 5 дифференциал 10 - червячная передача 16 барабана 18 сообщается поворотное движение для обработки следующей груп пы отверстий, смещенных на величину А и Б по отношению к первой группе обработанных отверстий. Цикл работы повторяется в том же порядке до полной обработки детали. Многсшпиндельный сверлильный станок позволяет обработать цилиндрические детали диаметром от 570 до 1600 мм и длиной от 4 до 9,3 м. Обработка длинлых деталей пршз-водится по частям, для этого на станине устанавливается несколько упоров 14, каждый из которых соответствует одному из участков детали, остальные неработающие упоры убираются в станину. Работа по участкам идентична и проводится как описано выше. Выполнение кинематической- связи привода поворота с приводом продольного перемещения, в кинематической цепи которого расположены следящий золотник и плавающий поворотный барабан с упорами, контактирующими с упо 1янутым золотником позволяет повысить точность расположения обрабатываемых отверстий по шагу за счет исключения перемещения крупногабаритных тяжелых деталей, что ликвидирует погрешность при продольном делении по шагу. Кроме того, применение предлагаемого станка позволит повысить точность расположения отверстий по окружному шагу за счет поворота детали в одном Направлении, как при основном, так и дополнительном делениях. Формула изобретения Многошпиндельный сверлильный станок для обработки цилиндрических деталей, например, рубашек отсасывающих валов бумагоделательных машин, содержащий привод продольного перемещения силового стола и привод поворота делительного устройства, в кинематической цепи которого расположены гитары настройки и соединительные муфты, отличающиЯс я тем, что, с целью повышения точности расположения обрабатываемых отверстий по шагу, привод поворота делительного устройства выполнен в виде двух гидроцилиндров и снабжен встроенным между гитарами дифференциалом, а ппивод продольного перемещения стола снабжен следящим золотником и плавающим поворотным барабаном с упорами, взаимодейс вующими с упомянутым золотником, причем привод поворота делительного устройства кинематически связан с приводом продольного перемещения стола. Источники информации,принятые во внимание при экспертизе 1. Авторское свидетельство СССР If 283782, кл. В 23 В 41/00, 1966.
/7
1Ф ф 6 Ф ф-фф Ф (t(i) 0.
Ффф Ф (Ь (()ФФ
ez)
г/
en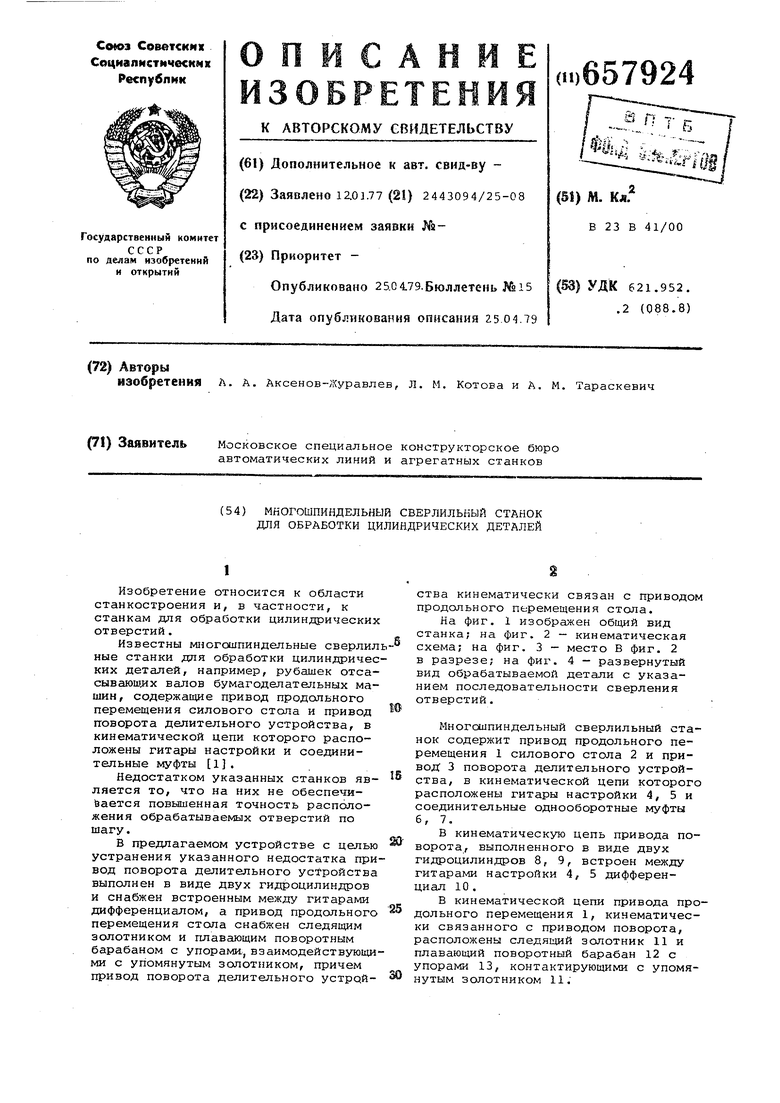
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЯХ | 1970 |
|
SU283782A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Полуавтоматический сверлильный станок с программным управлением для линейного сверления отверстий с постоянным шагом в деталях типа судовых стрингеров | 1960 |
|
SU134956A1 |
| Зубообрабатывающий станок | 1974 |
|
SU724287A1 |
| Станок для перфорации труб | 1978 |
|
SU780978A1 |
| ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1968 |
|
SU222134A1 |
| МАШИНА ТЕСТОДЕЛИТЕЛЬНАЯ | 1999 |
|
RU2143201C1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ ВИНТОВ С ПЕРЕМЕННЫМИ ШАГОМ И ДИАМЕТРОМ | 1963 |
|
SU216418A1 |
| ФРЕЗЕРНЫЙ СТАНОК СО ШТЕККЕРНЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 1966 |
|
SU224264A1 |
| Станок для фрезерования червяков | 1980 |
|
SU984750A2 |
П t1 IJf 15 2 in.l
Ф- - Ф- --Ф-Ф- -Ф- -Ф
г.-
