(Б) СТАНОК для ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки глубоких отверстий | 1980 |
|
SU994148A1 |
| Двухшпиндельный станок для глубокого сверления | 1985 |
|
SU1268310A1 |
| Глубокорасточный станок | 1990 |
|
SU1745428A1 |
| ТОКАРНО-РАСТОЧНОЙ СТАНОК | 1967 |
|
SU205505A1 |
| Глубокорасточной станок | 1976 |
|
SU582918A1 |
| Расточный станок | 1990 |
|
SU1763102A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| РАСТОЧНОЙ СТАНОК | 2001 |
|
RU2189295C1 |
| Отрезной станок для обработки вращающегося изделия | 1989 |
|
SU1763109A1 |
| ГОРИЗОНТАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036776C1 |
1
Изобретение относится к области машиностроения и может быть использовано при обработке глубоких отверстий. .
По авт. св. № 657525 известен станок для обработки глубоких отверстий, содержащий установленные на станине стеблевую бабку и направляющую стойку с механизмами зажима невращающейся борштанги, привод подачи борштан- , ги, выполненный раздельным соответственно для направляющей стойки и стеблевой бабки, причем каждый механизм зажима сблокирован с приводом подачи соответствующего узла 5
Недостатками известного станка является возможность перехвата только невращающейся борштанги, что ограничивает технологические возможности его применения. Кроме того, в извест 20 ном станке приводы подачи направляющей стойки и стеблевой бабки несинхррнизированы, в результате чего один привод может т-януть или тормозить
другой, что не обеспечивает непрерывную подачу борштанги.
Целью изобретения является расширение технологических возможностей и повышение надежности станка в работе.
Цель,достигается тем, что предлагаемый станок снабжен кинематически связанными между собой и установленными в направляющей стойке и стеблевой бабке полыми шпинделями и приводом их вращения, размещенным на стеблевой бабке, причем механизмы зажима расположены на полых шпинделях, а приводы подач направляюще стойки и стеблевой бабки синхронизированы.
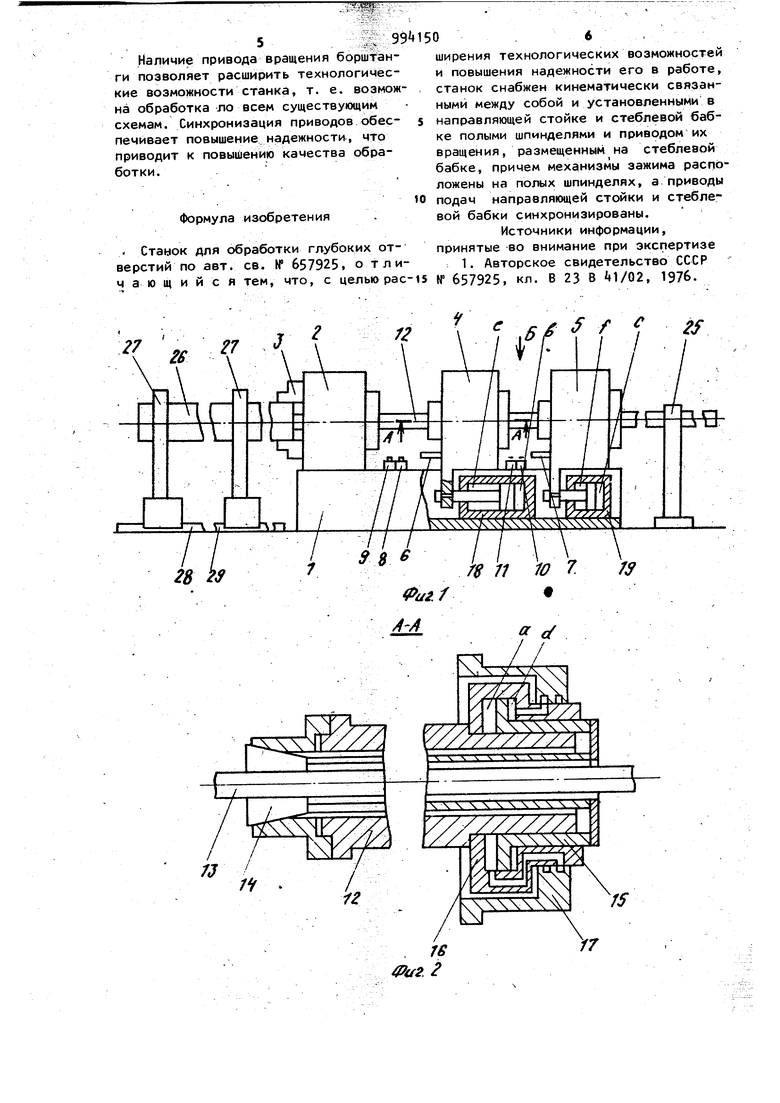
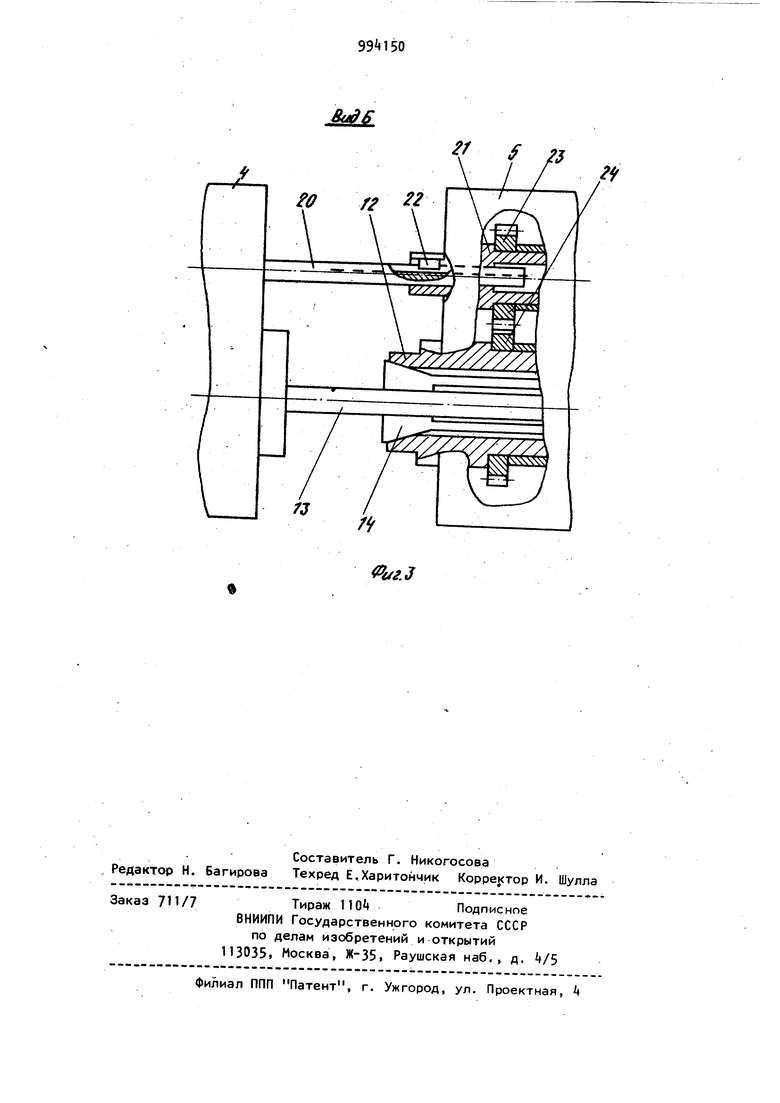
На фиг. 1 изображен станок, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Станок состоит из станины 1 с короткими направляющими, на которых установлено устройство крепления изделия. 2 с патроном 3 и установлены с возможностью перемещения направляющая 399 стойка k и стеблевая бабка 5. На направляющей стойке i и стеблевой бабке 5 закреплены упоры 6 и 7, действующие на установленные на станине 1 переключатели команд 8, 9,10и11, с помощью которых производится управление работой направляющей стойки k и стеблевой бабки 5f имеющих полые шпиндели 12 со смонтированными на них механизмами зажима для закрепления борштанги 13- Механизмы зажима выполнены в виде сменных цанг , соединен ных с поршнем 15 гидроцилиндра 16, закрепленного на полом шпинделе 12. Работа гидроцилиндра 1б, осуществляющего зажим и разжим цанги 14, производится посредством гидрораспределительного устройства 17. установленного на корпусе бабки. На станине жестко смонтированы гид роцилиндры 18 и19, штоки которых соединены соответственно с направляющей стойкой Ц и стеблевой бабкой 5, посредством которых осуществляются их перемещения. Полый шпиндель напраiвляющеи стоики t кинематически связан со шпинделем стеблевой бабки 5 посред ством вала 20, соединенного шпонкой 21 с втулкой 22, на которой размещено зубчатое колесо 23, взаимодействующее с зубчатым колесом 2k, установленным на полом шпинделе 12. Втулка 21 связана с приводом (не показан), установленным на стеблевой бабке. Свободный конец борштанги 13 от провисания поддерживается опорой 25. Для первоначального направления режущего инструмента служит сменная направляющая втулка, устанавливаемая в патроне 3 (не показано). Заготовка 26 размещается в патроне 3 и люнетах 27, установленных на основании 28, не связанного со станиной станка. Основание 28 под люнеты выполнено или в виде отдельных сварных плит, монтируемых в фундаменте стыкованными (в случае частой перестановки люнетов); или разнесенными друг от друга (в слу чае постоянной установки в течение длительного времени) плит на уровне пола цеха. Для ориентации люнетов относительно оси шпинделя передней бабки на плитах закрепляются съемные направляющие 29. Выверка люнета, определяющая положение свободного конца заготовки относительно оси шпинделя, может быть произведена достаточно просто различными способами, например оптическим. Станок работает следующим образом. В исходном положении масло под давлением подается в полость о гидроцилиндра 16 направляющей стойки/, который осуществляет зажим борштанги 13 после чего включается привод вращения полого шпинделя 12. Затем масло подается в полость Ь гидроцилиндра 18 и направляющей стойке 4 сообщаetcя рабочая подача. При этом цанга стеблёвой бабки 5 разжата, а сама стеблевая бабка остается неподвижной. В конце рабочего хода направляющей стойки Ц ее упор 6 действует на переключатель 8, который подает команду на подачу масла сначала в полость с гидроцилиндра 19, а потом в полость d гидроцилиндра 16 стеблевой бабки 5, в результате чего последняя после получения рабочей подачи произведет зажим борштанги. С этого момента борштанга перемещается одновременно направляющей стойкой k и стеблевой бабкой 5, но это происходит на небольшом участке пути для надежного обеспечения непрерывности рабочей подачи борштанги 13IЗатем упор 6 действует на переключатель 9, который подает команду на подачу масла сначала в полость d гид-, роцилиндра 1б направляющей стойки 4, а потом в полость е гидроцилиндра . 18, в результате чего цанга разжимает борштангу и после этого производится ускоренный обратный отвод направляющей стойки k в исходное положение. С этого момента борштанга 13 совершает подачу только от стеблевой бабки 5. Далее упор 7 действует на переключатель 10, который подает команду на подачу масла сначала в полость Ъ гидроцилиндра 18, а потом в полость d гидроцилиндра 16 направляющей стойки 4, в результате чего последняя опять получает рабочую подачу, а ее цанга зажимает борштангу. После этого борштанга опять перемещается одновременно двумя бабками на небольшом участке пути. Затем упор 7 действует на переключатель 11, который подает команду на подачумасла сначала в полость d гидррцилиндра 16 стеблевой бабки 5, а потом в полость гидроцИлиндра 19, в результате чего цанга стеблевой бабки 5 разжимается, а стеблевая бабка ускоренно отводится в исходное положение, и далее цикл повторяется. 5 л 99 Наличие привода вращения борштанги позволяет расширить технологические возможности станка, т. е. возможна обработка ло всем существующим схемам. Синхронизация приводов обеспечивает повышение надежности, что приводит к повышению качества обработки. Формула изобретения . Станок для обработки глубоких отверстий по авт. св. № 657925, о т лиа ю щ и и с я тем, что, с целью рас-// / В IIл Гв 7110 u2.f 0 ширения технологических возможностей и повышения надежности его в работе, станок снабжен кинематически связанными между собой и установленными в направляющей стойке и стеблевой бабке полыми шпинделями и приводом их вращения, размещенным на стеблевой бабке, причем механизмы зажима расположены на полых шпинделях, а приводы подач направляющей стойки и стеблевой бабки синхронизированы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 657925, кл. В 23 В , 1Э76. и 7.
/
.3
