(54) СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки глубоких отверстий | 1980 |
|
SU994150A2 |
| Двухшпиндельный станок для глубокого сверления | 1985 |
|
SU1268310A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Станок для финишной совмещенной обработки резанием и поверхностным пластическим деформированием отверстий | 1985 |
|
SU1666289A1 |
| Глубокорасточной станок | 1987 |
|
SU1423297A1 |
| ГЛУБОКОРАСТОЧНОЙ СТАНОК | 1971 |
|
SU424671A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU374125A1 |
| Фрезерный станок для обработки коленчатых валов | 1972 |
|
SU516476A1 |
| Расточный станок | 1990 |
|
SU1763102A1 |
| Токарный станок | 1984 |
|
SU1172642A1 |
1
Известен станок для обработки глубо ких отверстий, содержащий установпенные на станине бабку изделия и инструментальную бабку, включающую корпус, механизмы зажима борштанги с элементами зажима и привод ее периодической подачи, выпс1лненнь(й в виде гидропилиндров С1 .
Недостатком известного станка является то, что он снабжен направляющей стойкой, в которой размешен один из механизмов зажима, борштанги, а сама стойка установлена с возможностью перемещения./ Наличие подвижной направляющей стойки при работе снижает жесткость и виброустойчивость за счет дополнительных зазоров в ее направляющих. Это приводит к снижению точности обработки, повышению интенсивности колебаний борштанги, что вызывает снижение режимов резания, а в итоге снижение производительности.
Цель изобретения - уменьшение габаритов и увеличение жесткости системы.
Цель достигается тем, что привод периодической подачи борштанги размещен в закрепленном на станине корпусе инструментальной бабки соосно оси инструмента, причем штоки гидроцилиндров привода выполтаны полыми, а механизмы зажима размещены на указанных штоках и выполнены в виде дополнительных гидроцилиндров, связанных с элементами зажима.
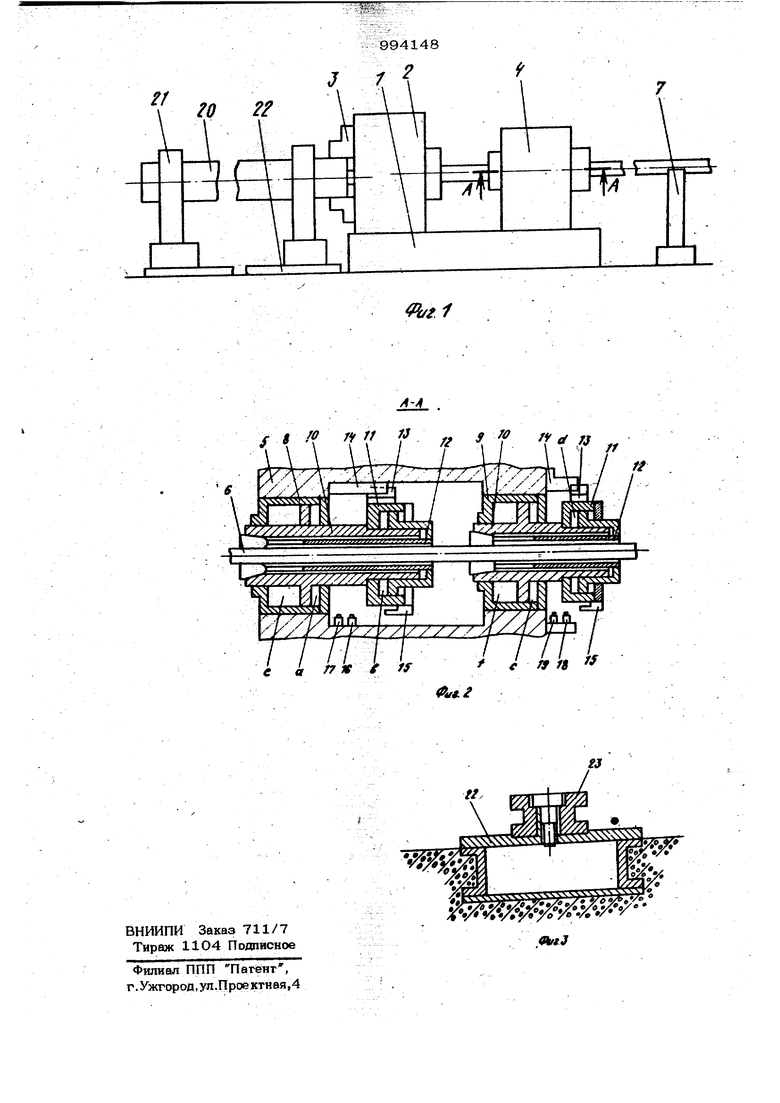
На фиг. 1 изображен станок, общий шд; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема установки люнетов.
Станок состоит из станины 1, на которой установлены бабка 2 иэделия с патроном 3, закрепленным на бабке изделия со стороны торца станины, и инструментальная бабка 4, корпус 5 которой жестко соединен со станиной. Инструментальная бабка несет неврашающуюся боштангу 6, для поддержания свободного ксдаца которой служит опора 7. В корпусе 5 инструментальной бабки размешены гидроцилиндры 8 и 9 периодической подачи борштанги 6, штоки 10 которых выполнены полыми, причем на каждом из них установлен механизм зажима, выполненный в виде дополнительного гидроцилиндра 11, связанного с элементом 12 зажима. На дополнительных гидроцилиндрах 11 закреплены направляющие шпонк 13, входящие в пазы направляющих 14, жестко соединенных с корпусом 5, что предотвращает проворот штожов 10. Для управления рвотой приводов периодического перемещения и зажима служат упоры 15 с системой переключ&телей 1б 17, 18 и 19 команд. Обрабатываемая заготовка 20 устанавливается в патроне 3 и люнетах 21. При обработке Глубоких отверстий лю неты служат только опорами для придани заготовке определенного положения, устранения изгиба ее от собственного веса и обеспечения надежного контакта Кулачков люнета с базовыми шейками заготовки; что повышает виброустойчивост заготовки при быстром ее вращении. По этому люнет необязательно должен устанавливаться на единой массивной станин станка. Для люнета 21 применяется отдельная от станины плита 22, монтируемая вфундаменте цеха, с Т-образной на11равляющей шпонкой 23. служащей для придания корпусу люнета определенного Положения относительно оси бабки 2 изд лия, и его крепления иа плите. Станок работает следующим образом. В исходном положении от гидросисте мы (не показана) масло подается в полость О гидроцилиндра 8 и в полость в дополнительного гидроцилиндра 11, в результате чего штоку 10 сообщается рабочая подача,а элемент 12 зажима закрепляет борштангу и сообщает ей рабочую подачу. При этом второй дополнительный гидроцилиндр 11 механизма зажима разжат. В конце рабочего хода гидроцилнндра 8 упор 15 действует на переключатель 16, который подает команду на подачу масла в полость С гидроцилиндра 9 и в полость d BTqporo дополнительного гидрошшиндра 11 механизма зажима, в ре зультате чего щток 10 получает рабочу подачу, а также осуществляется зажим борштанги. С этого момента борштанга перемещается одновременно двумя штоками 10, но это происходит на небопьщом участке пути с целью надежного обеспечения непрерывности рабочей подачи борштанги. Затем упор 15 действу ет на переключатель 17, который подает команду на отключение первого дополнительного гидроцилиндра 11 и ускоренный обратный отвод щтока 10 в исходное положение, для чего давление масла в полости Ъ снимается и производится переклю1чение подачи масла из полости а в полость е. Далее упор 15 второго механизма зажима действует на переключатель 18, который подает команду на рабочую подачу щтока 10 и зажим борштанги, для чего масло подается в полости с1 и Ъ . При этом опять борштанга перемещается одновременно двумя штоками 10 на небольшом участке пути. После этого упор 15 действуетна переключатель 19, подающий команду на разжим борштанги и быстрый обратный отвод штока 10 в исходное положение, для чего давление масла снимается в полости d и осуществляется переключение подачи масла из полости с в полость f , и далее цикл повторяется. Таким о бразрм, неподвижная бабка подачи обеспечивает непрерывную подачу борщтанги неограниченной длины. Исключение направляющей стойки и жесткое крепление к станине инструментальной бабки позволяют исключить направляющие что обеспечивает жесткость системы и уменьшение габаритов станка. .Формула изобретения Станок для обработки глубоких отверстий, содержащий установленные на станине бабку изделия и инструментальную бабку, включающую корпус, механизмы зажима борштанги с элементами зажима и привод ее периодической подачи, выполненный в виде гидроцилиндров, отличающийся тем, что, с целью уменьшения габаритов и увеличения жесткости системы, привод периодической подачи борштанги размещен в жестко закрепленном на станине корпусе инструментальной бабки сбосно оси инструмента, причем штоки гидроцилиндров привода выполншы полыми, а механизмы зажима размещены на указанных штоках и выполнены в виде дополнительных гидроиилиндров, связанных с элементами зажима. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 657925, кл. В 23 В 41/О2, 1976
fi
