1
Изобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в электротехнической промышленности.
Известен станок для укладки пазовой изоляции и клиньев в пазы якоря, содержащий механизм подачи изоляционной ленты, механизм поворота якоря с фиксатором, обеспечивающим остановку при повороте якоря на одно пазовое деление, счетчик выключатель для управления приводным двигателем, механизм отрезки, кулачковый вал для привода указанных механизмов, редуктор и досылатель, подающий изоляционную ленту в многопозиционный барабан, который служит для накопления клиньев 1.
Недостатком этого станка является низкая производительность, вследствие наличия операции заполнения барабана клиньями перед установкой их.в якорь.
Известен и другой станок для изготовления клина, включающий корпус, в котором смонтированы механизм предварительного формования клиньев, механизм окончательного формования и подачи клиньев, кассета с механизмом поворота, механизм отрезки, программирующее устройство и привод 2.
Такой станок является наиболее близким к предложенному по технической сущности.
Недостатком его является низкая производительность, вследствие промежуточного накопления клиньев в кассете перед закладкой их в пазы статора.
Целью изобретения является повышение производительности устройства.
Это достигается тем, что в предложенном устройстве механизм окончательного формования и подачи клиньев выполнен в виде двух колец с внутренней конической поверхностью, расположенных соосно, одно из которых установлено подвижно, и стакана с продольными пазами, в которых расположены зажимные планки, связанные с кольцами через элементы качения, опорные планки и элементы для соединения подвижного кольца с приводом а стакан установлен конци1трично кольцам.
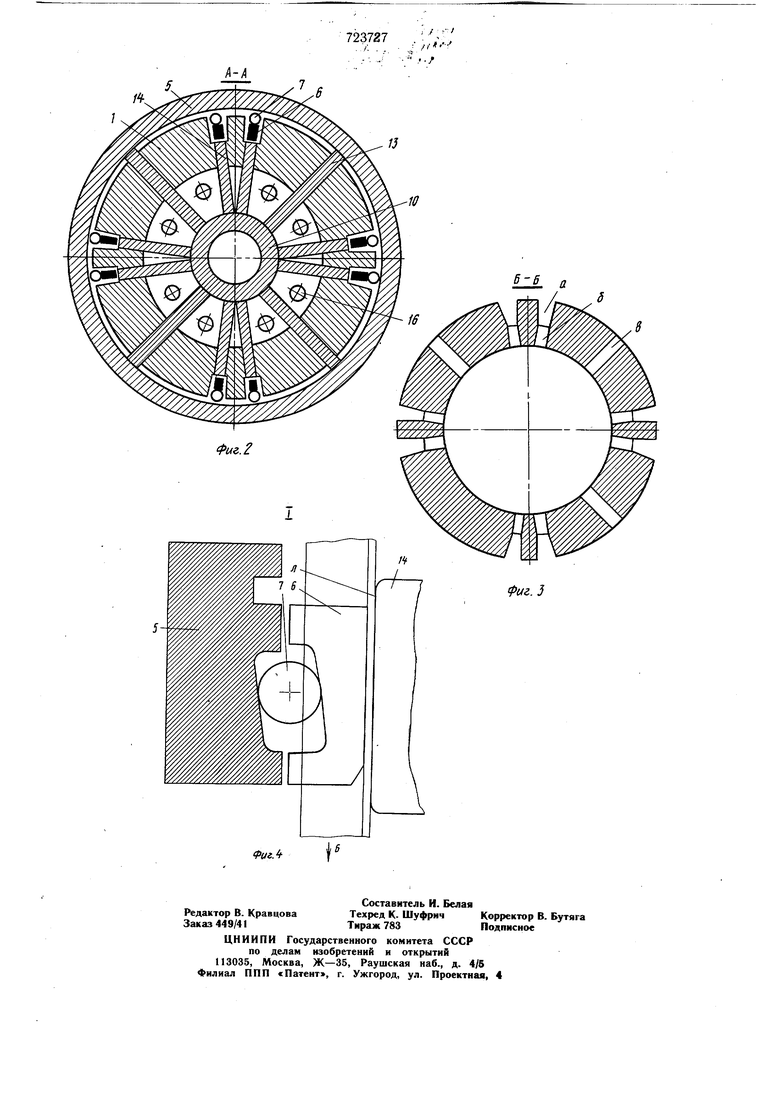
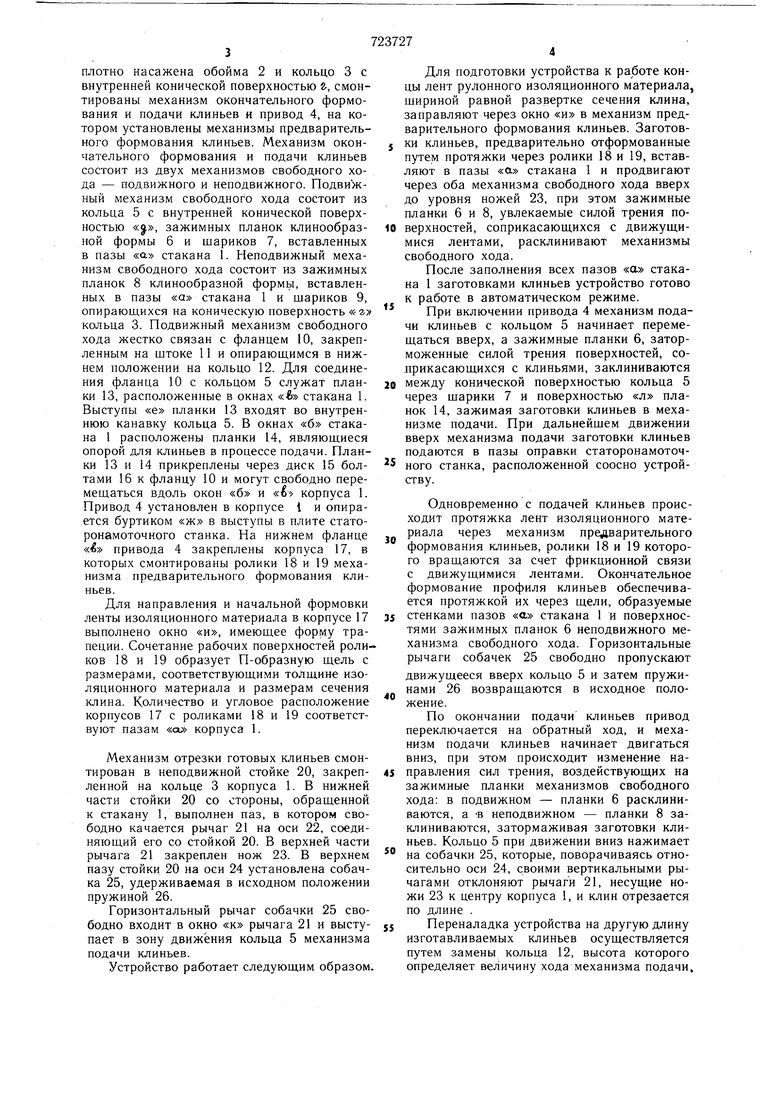
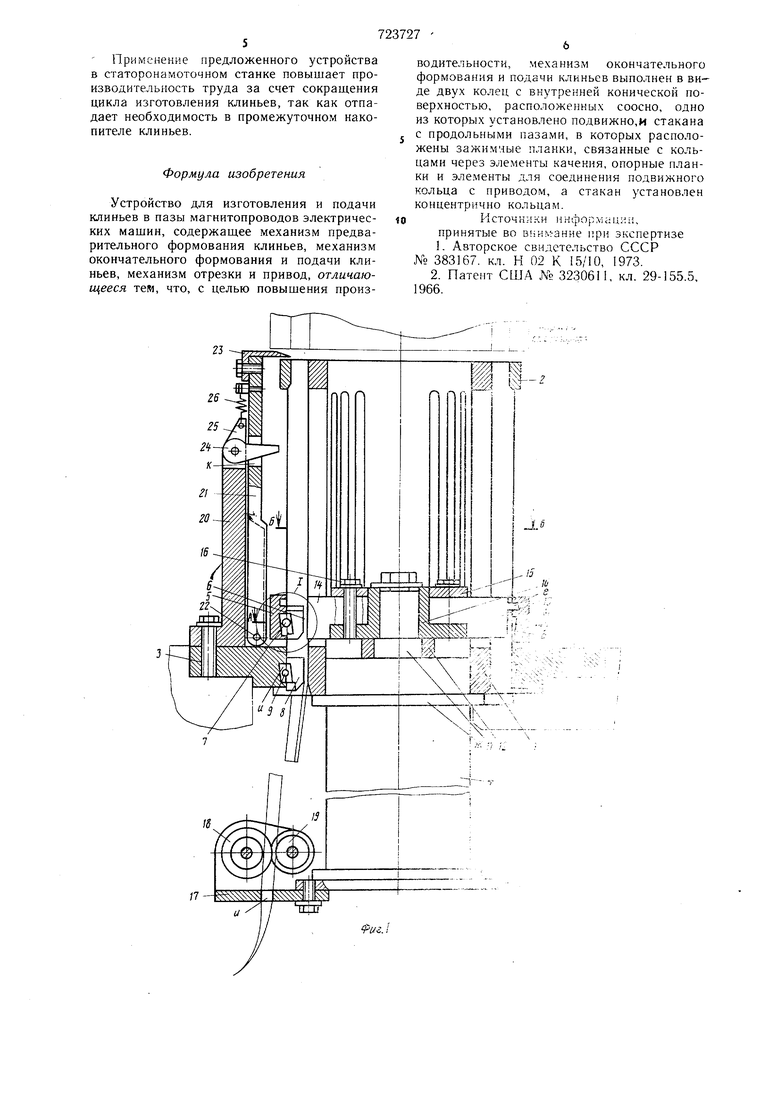
На фиг. 1 схематически изображено предложенное устройство, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1 ; на фиг. 4 - узел I на фиг. 1.
В корпусе 1, представляющем собой стакан с пазами а и окнами б и ft, на который
плотно насажена обойма 2 и кольцо 3 с внутренней конической поверхностью г., смонтированы механизм окончательного формования и подачи клиньев и привод 4, на котором установлены механизмы предварительного формования клиньев. Механизм окончательного формования и подачи клиньев состоит из двух механизмов свободного хода - подвижного и неподвижного. Подвижный механизм свободного хода состоит из кольца 5 с внутренней конической поверхностью «, зажимных планок клинообразной формы 6 и шариков 7, вставленных в пазы «а стакана 1. Неподвижный механизм свободного хода состоит из зажимных планок 8 клинообразной формь, вставленных в пазы «а стакана 1 и шариков 9, опираюш,ихся на коническую поверхность «-а кольца 3. Подвижный механизм свободного хода жестко связан с фланцем 10, закрепленны.м на штоке 11 и опираюш,имся в нижнем положении на кольцо 12. Для соединения фланца 10 с кольцом 5 служат планки 13, расположенные в окнах «4 стакана 1. Выступы «е планки 13 входят во внутреннюю канавку кольца 5. В окнах «б стакана 1 расположены планки 14, являюш.иеся опорой для клиньев в процессе подачи. Планки 13 и 14 прикреплены через диск 15 болтами 16 к фланцу 10 и могут свободно перемеш,аться вдоль окон «б и корпуса 1. Привод 4 установлен в корпусе I и опирается буртиком «ж в выступы в плите статоронамоточного станка. На нижнем фланце « привода 4 закреплены корпуса 17, в которых смонтированы ролики 18 и 19 механизма предварительного формования клиньев.
Для направления и начальной формовки ленты изоляционного материала в корпусе 17 выполнено окно «и, имеюш,ее форму трапеции. Сочетание рабочих поверхностей роликов 18 и 19 образует П-образную щель с размерами, соответствуюш.ими толщине изоляционного материала и размерам сечения клина. Количество и угловое расположение корпусов 17 с роликами 18 и 19 соответствуют пазам «а корпуса 1.
Механизм отрезки готовых клиньев смонтирован в неподвижной стойке 20, закрепленной на кольце 3 корпуса 1. В нижней части стойки 20 со стороны, обращенной к стакану 1, выполнен паз, в котором свободно качается рычаг 21 на оси 22, соединяющий его со стойкой 20. В верхней части рычага 21 закреплен нож 23. В верхнем пазу стойки 20 на оси 24 установлена собачка 25, удерживаемая в исходном положении пружиной 26.
Горизонтальный рычаг собачки 25 свободно входит в окно «к рычага 21 и выступает в зону движения кольца 5 механизма подачи клиньев.
Устройство работает следующим образом.
Для подготовки устройства к работе концы лент рулонного изоляционного материала, шириной равной развертке сечения клина, заправляют через окно «и в механизм предварительного формования клиньев. Заготовки клиньев, предварительно отформованные путем протяжки через ролики 18 и 19, вставляют в пазы «о. стакана 1 и продвигают через оба механизма свободного хода вверх до уровня ножей 23, при этом зажимные планки 6 и 8, увлекаемые силой трения поверхностей, соприкасающихся с движущимися лентами, расклинивают механизмы свободного хода.
После заполнения всех пазов «а стакана 1 заготовками клиньев устройство готово к работе в автоматическом режиме.
При включении привода 4 механизм подачи клиньев с кольцом 5 начинает перемещаться вверх, а зажимные планки 6, заторможенные силой трения поверхностей, со.прикасающихся с клиньями, заклиниваются
0 между конической поверхностью кольца 5 через шарики 7 и поверхностью «л планок 14, зажимая заготовки клиньев в механизме подачи. При дальнейшем движении вверх механизма подачи заготовки клиньев подаются в пазы оправки статоронамоточного станка, расположенной соосно устройству.
Одновременно с подачей клиньев происходит протяжка лент изоляционного материала через механизм предварительного формования клиньев, ролики 18 и 19 которого вращаются за счет фрикционной связи с движущимися лентами. Околчательное формование профиля клиньев обеспечивается протяжкой их через щели, образуемые стенками пазов «о, стакана 1 и поверхностями зажимных планок 6 неподвижного механизма свободного хода. Горизонтальные рычаги собачек 25 свободно пропускают
движущееся вверх кольцо 5 и затем пружинами 26 возвращаются в исходное положение.
По окончании подачи клиньев привод переключается на обратный ход, и механизм подачи клиньев начинает двигаться вниз, при этом происходит изменение направления сил трения, воздействующих на зажимные планки механизмов свободного хода: в подвижном - планки 6 расклиниваются, а -в неподвижном - планки 8 заклиниваются, затормаживая заготовки клиньев. Кольцо 5 при движении вниз нажимает на собачки 25, которые, поворачиваясь относительно оси 24, своими вертикальными рычагами отклоняют рычаги 21, несущие ножи 23 к центру корпуса 1, и клин отрезается по длине .
Переналадка устройства на другую длину изготавливаемых клиньев осуществляется путем замены кольца 12, высота которого определяет величину хода механизма подачи.
Применение предложенного устройства в статоронамоточном станке повышает производительность труда за счет сокращения цикла изготовления клиньев, так как отпадает необходимость в промежуточном накопителе клиньев.
Формула изобретения
Устройство для изготовления и подачи клиньев в пазы магнитопроводов электрических машин, содержащее механизм предварительного формования клиньев, механизм окончательного формования и подачи клиньев, механизм отрезки и привод, отличающееся теи, что, с целью повышения произгз
гб
П
водительности, механизм окончательного формования и подачи клиньев выполнен в виде двух колец с внутренней конической поверхностью, расположенных соосно, одно из которых установлено подвижно,и стакана с продольными пазами, в которых расположены зажимлые планки, связанные с кольцами через элементы качения, опорные планки и элементы для соединения подвижного кольца с приводом, а стакан установлен концентрично кольцам.
Источники ннформащ и, принятые во вним-ание при экспертизе . Авторское свидетельство СССР № 383167. кл. Н 02 К 15/10, 1973.
2. Патент СШ.А № 3230611, кл. 29-155.5, 1966.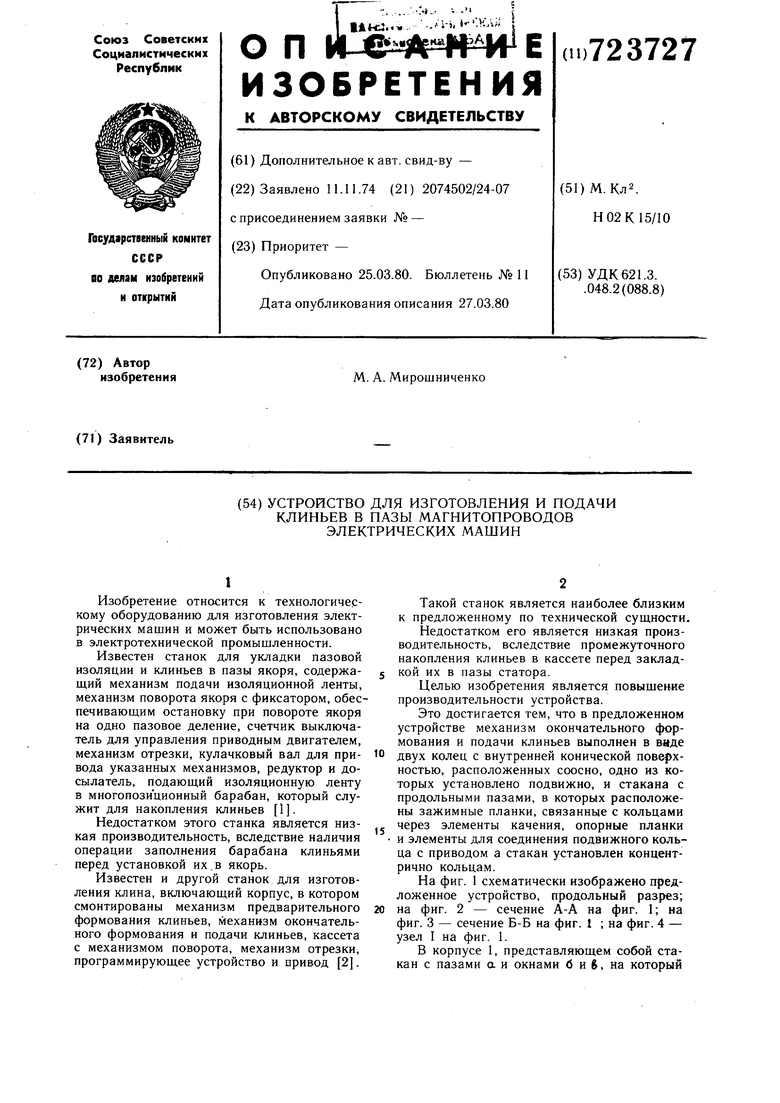
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированной зубцовой зоны электрической машины | 1981 |
|
SU964871A1 |
| Станок для изолирования пазов магнитопровода электрической машины | 1980 |
|
SU896719A1 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| Станок для изготовления и укладки в пазы статоров электрических машин изоляционных гильз | 1977 |
|
SU658670A1 |
| Устройство для изолирования пазов магнитопровода электрических машин | 1982 |
|
SU1050055A1 |
| Станок для соединения витков бортового кольца из стальной ленты | 1981 |
|
SU1022771A1 |
| Устройство для изготовления упаковочного вкладыша для ампул | 1984 |
|
SU1165610A2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА НА МЕРНБ1Е ЗАГОТОВКИ | 1971 |
|
SU307856A1 |
| Устройство для формования беретов | 1989 |
|
SU1722419A1 |
| Устройство для изготовления спиральных пружин | 1989 |
|
SU1664445A1 |