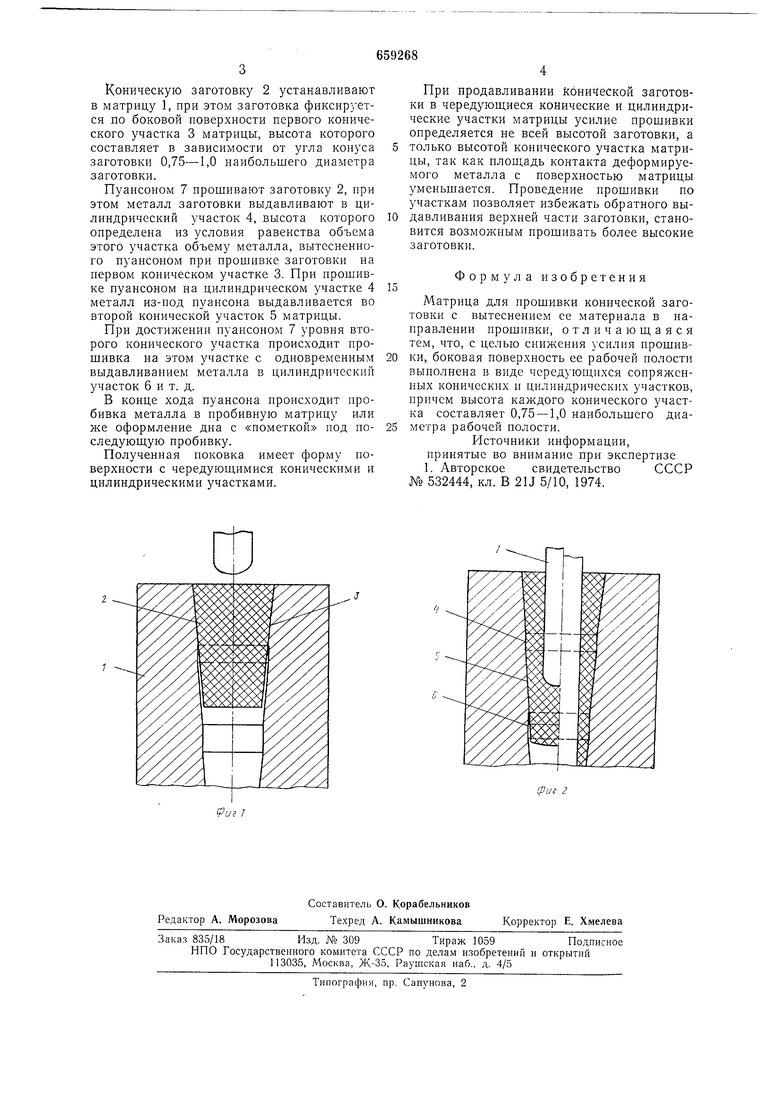
Коническую заготовку 2 устанавливают в матрицу 1, при этом заготовка фиксируется по боковой поверхности первого конического участка 3 матрицы, высота которого составляет в зависимости от угла конуса заготовки 0,75-1,0 наибольшего диаметра заготовки.
Пуансоном 7 прошивают заготовку 2, нри этом металл заготовки выдавливают в цилнндрический участок 4, высота которого определена из условия равенства объема этого участка объему металла, вытесненного пуансоном при прошивке заготовки на нервом коническом участке 3. При нрошивке пуансоном на цилиндрическом участке 4 металл из-нод пуансона выдавливается во второй конической участок 5 матрицы.
При достижении пуансоном 7 уровня второго конического участка происходит прошивка на этом участке с одновременным выдавливанием металла в цилиндрический участок 6 и т. д.
В конце хода пуансона нроисходит пробивка металла в пробивную матрицу или же оформление дна с «пометкой под последуюшую пробивку.
Полученная поковка имеет форму поверхности с чередующимися коническими и цилиндрическими участками.
При продавливании конической заготовки в чередуюш,иеся конические и цилиндрические участки матрицы усилие прошивки определяется не всей высотой заготовки, а
только высотой конического участка матрицы, так как площадь контакта деформируемого металла с поверхностью матрицы уменьшается. Проведение прошивки по участкам позволяет избежать обратного выдавливания верхней части заготовки, становится возможным прошивать более высокие заготовки.
Формула изобретения
Матрица для прошивки конической заготовки с вытеснением ее материала в направлении прошивки, отличаюшаяся тем, что, с целью снижения )силия нрошивки, боковая поверхность ее рабочей полостн выполнена в виде чередующихся сопряженных конических и цилиндрических участков, причем высота каждого конического участка составляет 0,75 -1,0 наибольшего диаметра рабочей полости.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 532444, кл. В 21J 5/10, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| СПОСОБ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ СТАКАНОВ С ТОЛСТЫМ ДНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2761507C2 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ получения заготовок гаек | 1986 |
|
SU1563835A1 |
| Инструмент для изготовления изделий типа заготовок гаек | 1992 |
|
SU1811431A3 |
| СПОСОБ ФОРМИРОВАНИЯ ПОЛОСТИ В ДЕТАЛЯХ | 1995 |
|
RU2082534C1 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
Фиг Z
