1
Изобретение относится к области машиностроения и может быть применено, в частности, для чистовой расточки длинномерных отверстий с малым межцентровым расстоянием в корпусных деталях.
Известны устройства для растачивания отверстий, содержащие размещенные в корпусе передние направляющие втулки, имеющие возможность вращения, и задние направляющие втулки для борштанги 1.
Недостатком известных устройств является то, что они не обеспечивают обработку отверстий с малым межцентровым расстоянием за одну установку детали, так как внутренний диаметр задней направля ющей втулки с расположенными на ней подщипниками качения больше диаметра обрабатываемых отверстий, в результате чего невозможно размещение двух соседних иодщипниковых узлов .при малом межцентровом расстоянии.
Целью описываемого устройства является обеспечение обработки отверстий с малым межцентровым расстоянием за одну установку детали.
Для этого устройство снабжено гильзой, которая установлена посредством подшипников качения на борштанге, зафиксирована в осевом направлении относительно Последней и имеет наружный диаметр, ранный внутреннему диаметру задних направляющих втулок, которые жестко закреплены в корпусе соосно передним направляющим втулкам.
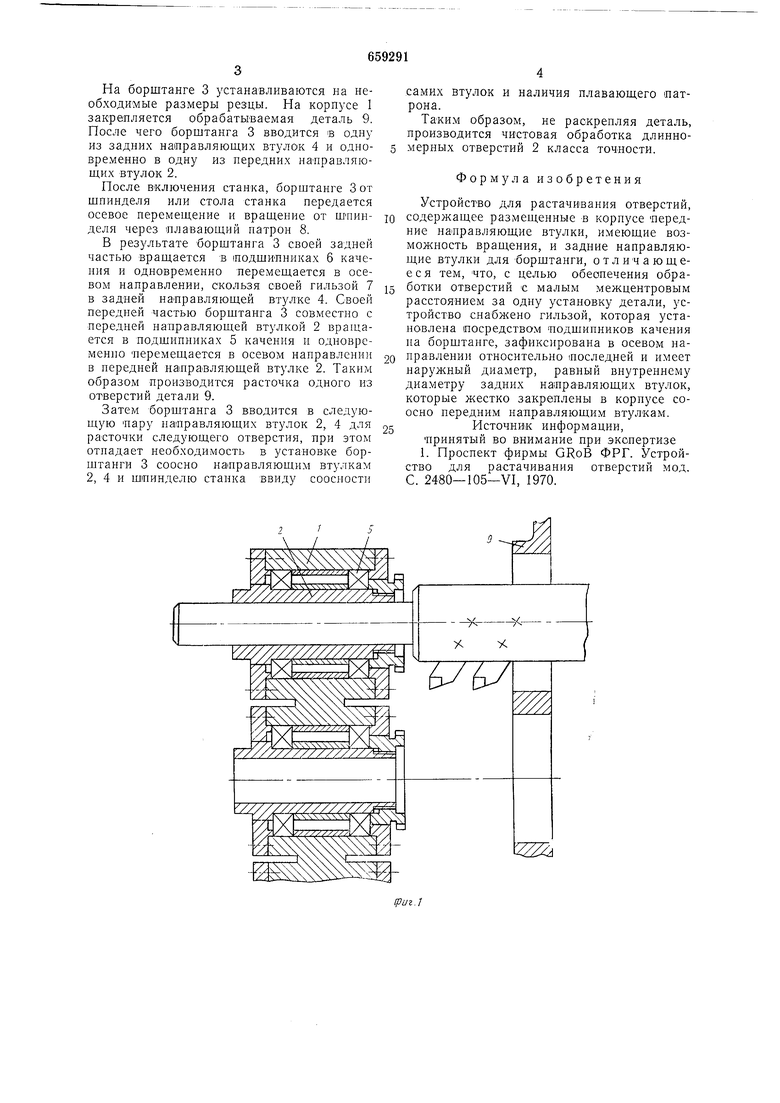
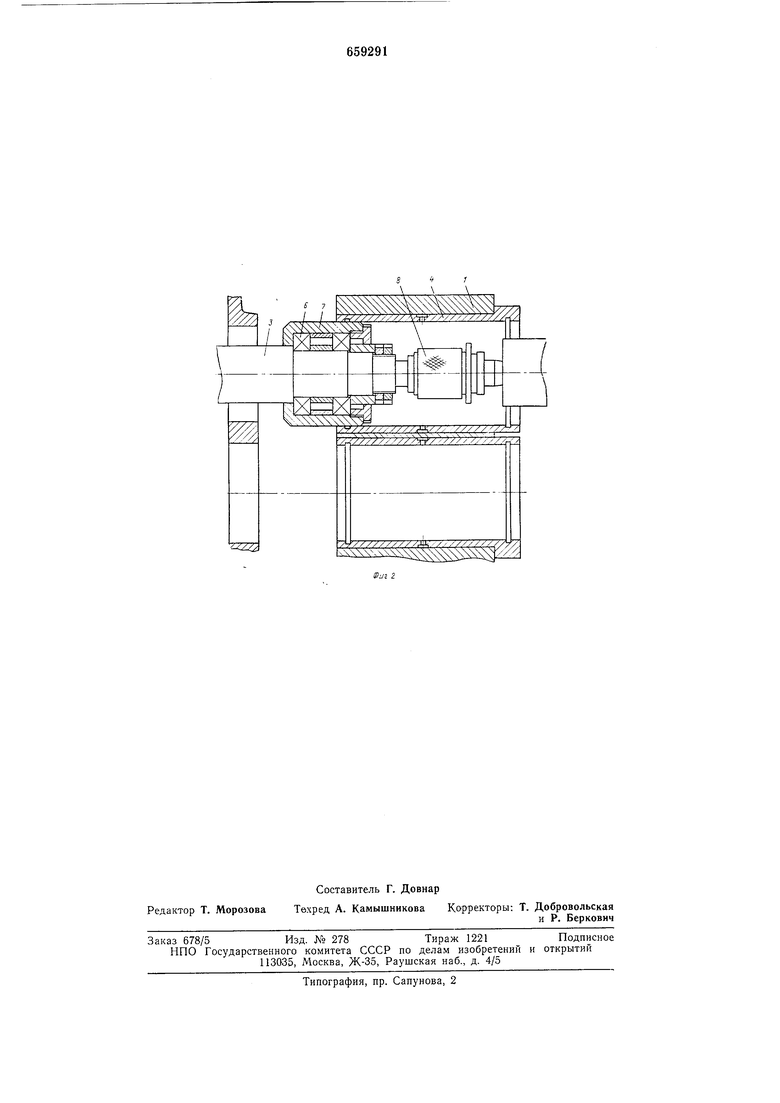
На фиг. 1 изображено устройство, продольный разрез по передней направляющей втулке; на фиг. 2 - то же, разрез ;по задней направляющей втулке.
Устройство состоит из корпуса 1, в передней части которого установлены передние направляющие втулки 2, выполненные с возможностью вращения совместно с борштангой 3. В задней части корпуса I жестко и соосно передним направляющим втулкам установлены задние направляющие втулки 4. Передние направляющие втулки 2 имеют подщипники 5 качения. Борщтанга 3 своей передней частью расположена в одной из Передних направляющих втулок 2, а задней частью, снабженной подшипниками 6 качения, гильзой 7 и плавающим патроном 8, расположена в одной из задних направляющих втулок 4.
Гильза 7 зафиксирована в осевом направлении относительно борштаиги и имеет наружный диаметр, равный внутреннему диаметру задних направляющнх втулок.
Устройство работает следующим образом. На борштанге 3 устанавливаются на необходимые размеры резцы. На корпусе 1 закрепляется обрабатываемая деталь 9. j Л i л Л) ИЗ задних нашравляюодих втулок 4 и одновременно в одну из передних направляющих втулок 2. После включения станка, борштанге 3 от шпинделя или стола станка передается осевое перемещение и вращение от шпинделя через плавающий патрон 8. В результате борштанта 3 своей задней частью вращается в юодшипниках 6 качепия и одновременно перемещается в осевом направлении, скользя своей гильзой 7 в задней направляющей втулке 4. Своей передней частью борштанга 3 совместно с переднеи направляющей втулкой 2 вращается в подшипниках 5 качения и одиовремен)ю перемещается в осевом направлении в передней направляющей втулке 2. Таким образом производится расточка одного из отверстий детали 9. Затем борштанга 3 вводится в следующую пару направляющих втулок 2, 4 для расточки следующего отверстия, при этом отпадает необходимость в установке борштанги 3 соосио направляющим втулкам 2, 4 и шпинделю станка ввиду соосности
JXXJ/ /////// / / / y ///// 7i&
- с.
5/ самих втулок и наличия плавающего патрона. Таким образом, не раскрепляя деталь, производится чистовая обработка длинно f J-fVX/J il XV, У lilV.J.4 UCl/l V WJJCUJkJliVil illl мерных отверстий 2 класса точности лч „ Ф о р мул а и з о б р етен и я Устройство для растачивания отверстий содержащее размещенные в корпусе передние направляющие втулки, имеющие возможность вращения, и задние направляющие втулки для борштанги отличающееся тем, что, с целью обеопечения обработки отверстий с малым межцентровым расстоянием за одну установку детали устройство снабжено гильзой, которая установлена посредством подшипников качения на борштанге, зафиксирована в осевом направлении относительно последней и имеет наружный диаметр, равныйвнутреннему диаметру задних направляющих втулок, которые жестко закреплены в корпусе соосно передним направляющим втулкам. Источник информации, принятый во внимание при экоиертизе 1. Проспект фирмы GRoB ФРГ. Устройство для растачивания отверстий мод С. 2480-105-VI, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для растачивания отверстий | 1981 |
|
SU990432A2 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |
| Шпиндельный узел расточного станка | 1978 |
|
SU695068A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2008 |
|
RU2391186C1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2004 |
|
RU2273548C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
у / А,/х. X.л / /У
/ 772 777Z2V /
Шг
