1
Предлагаемое изобретение относится к способам сварки плавлением высокопрочных и разнородных сталей и может быть использовано при изготовлении различных конструкций в химической, энергетической и других отраслях промышленности.
Известен способ резки и сварки секционным электродом 1, когда электрод выполнен секционным с целью экономии расходования электродного материала. Секционный составной электрод обычно вставляют в держатель и подают к обрабатываемому изделию ручным или автоматическим способом. Секции электрода выполняют из однородного материала, например угля, и соединяют между собой с помощью конического выступа и впадины. Для более лучшего контакта соединение имеет покрытие из любых проводящих металлов, таких как медь, серебро, никель и других.
Способ сварки составным электродом не позволяет осуществить сварку соединения, так как электроды имеют одинаковый химический состав.
Известен также способ сварки высокопрочных сталей комбинированными швами, когда отдельные слои сварного шва сваривают высокопрочным металлом, а другие выполняют заведомо высокопластичным металлом, хотя и с более низкими прочностными характеристиками по сравнению с остальными слоями. Применение такого способа позволяет повысить как технологическую, так и эксплуатационную прочность за
счет контактного самоупрочнения мягких прослоек сварных соединений из высокопрочных сталей 2.
Иедостатком этого способа является то, что швы выполняют разнородным металлом
послойно, а по и ширине каждого слоя - однородным по химическому составу металлом. Это, в свою очередь, не обеспечивает получения Б швах композиционных прослоек вдоль и поперек слоев. Вследствие этого не достигается гарантированной равнопрочности сварного соединения и основного металла в продольном и поперечном направлениях.
Предложенный способ отличается от пзвестного тем, что сварку выполняют составной проволокой, отрезки которой имеют различный химический состав, при этом сварку осуществляют с колебаниями проволоки
1 в процессе каждого колебания расплавляют один из отрезков проволоки.
Такое выполнение способа позволяет повысить качество сварки за счет обеспечения композиционных прослоек вдоль и поперек шва.
предложенный способ позволяет сваривать высокопрочные и разнородные стали и сплавы с обеспечением равнопрочности сварного соединения и основного металла за счет получения тонких композиционных прослоек и увеличения их количества по толщине шва, вдоль и поперек сечения шва.
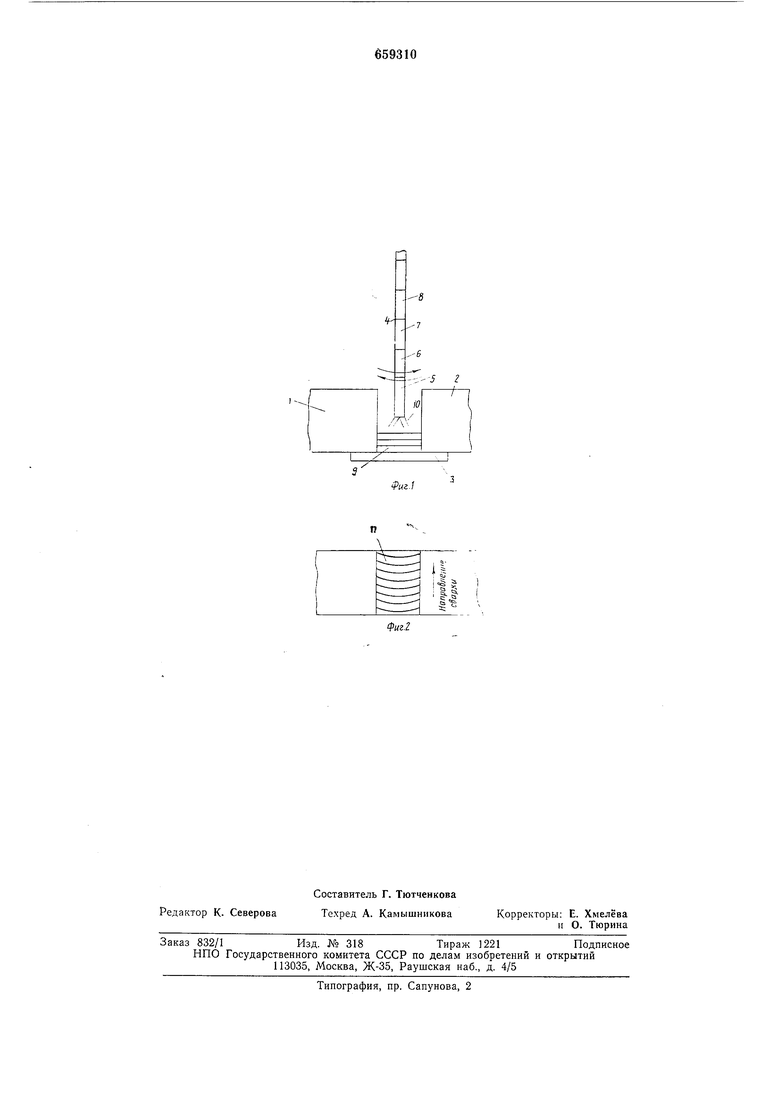
На фиг. 1 приведена схема, поясняюш.ая предлагаемый способ сварки; на фиг. 2 - то же, вид сверху; на чертежах обозначены; 1, 2 - кромки свариваемых деталей, 3- подкладка, 4 - составная проволока, 5- 8 - отрезки составной проволоки различного химсостава, 9 - слои металла шва, 10- сварочная дуга, 11-разнородные участки наплавленного металла.
Стрелками указано направление колебаний электрода и направление сварки и подачи электрода.
Предлагаемый способ осуш,ествляют следуюш,им образом.
При сварке нлавяш,имся электродом дугу 10 возбуждают между кромкой 1 электродной проволокой 4.
Сварку ведут с колебаниями электродной проволоки 4 поперек разделки по заданной траектории колебаний.
В зоне воздействия дуги 10 на кромку 2 начинают расплавлять отрезок 5 электродной проволоки 4, образуя следующий валик поперек шва. По мере продвижения дуги 10 вдоль направления сварки отрезки 5-8 электродной проволоки 4 чередуют, образуя сварной шов, состоящий из тонких композиционных прослоек, что обеспечивает равнопрочность сварного соединения и основного металла.
Длину отрезков 5--8 выбирают равной скорости подачи проволоки 4, умноженной на время перемещения дуги 10 от кромки 1 к кромке 2.
При сварке колеблющимся неплавящимся электродом с подачей присадочной проволоки дуга горит между неплавящимся электродом и свариваемой кромкой. Сварку осуществляют с колебаниями проволоки совместно с неплавящимся электродом или с колебаниями только одного электрода. Присадочную проволоку подают обычными способами под углом от 5 до 60° к изделию. Проволока в этом случае также состоит из отрезков различного химического состава. Каждый отрезок расплавляют во время прохождения дуги от одной кромки к другой. Их длина также должна быть равна скорости подачи проволоки, умноженной на время перемещения дуги от одной кромки к другой.
Электродная проволока может состоять из чередуемых отрезков двух или более химических составов. Изготовление проволоки осуществляют путем сварки отрезков между собой дуговым, контактным, диффузионным способом, холодной сваркой, пайкой либо механическим способом.
Для сварки стали ЗОХГСА, например, может быть изготовлена проволока, состоящая из отрезков марок св-ЗОХГСА, СВ-10Х16Н25М6, СВ-08Г2С.
Для сварки стали 12Х18П10Т со сталью ст. 20 - изотрезковпроволок
СВ-10Х16Н25АМ6,СВ-06Х15П60М15,
СВ-04Х19И11МЗ, СВ-0872С.
Пример осуществления способа. Предлагаемым способом сваривали стыки труб размерами: диаметр 219 мм, толщина стенки 20 мм. Свариваемые материалы -
сталь 12Х18Х10Т со сталью ст. 20 на остающейся подкладке. Угол раскрытия разделки кромок - 30°. Расстояние между кромками 15 мм. Была изготовлена проволока диаметром 1,0 мм из чередуюпи1хся отрезков различного химического состава, а именно: св-06Х15Н60М15 и св-08Г2С. Отрезки длиной по 75 мм. Отрезки сваривали между собой аргоно-дуговым способом импульсной дугой.
Сварку стыка осуществляли автоматической головкой плавящимся электродом в среде гелия. Режимы сварки: сварочный ток 150-160А, напряжение дуги - 26В, скорость подачи проволоки 530 м/ч, частота колебаний электрода - 120 кол/мин, количество проходов-10, амплитуда колебаний 15 мм, расход гелия 17-20 л/мин.
Полученные швы не имели дефектов типа пор, трещин, несплавлений и других.
Чередующиеся композиционные прослойки были получены как вдоль, так и поперек шва. Таким образом, предложенный способ позволяет получить равнопрочное соединение и тем самым повысить качество
сварки.
Формула изобретения
Способ сварки плавлением высокопрочных и разнородных сталей, при котором отдельные слои сварного шва сваривают металлом разного химического состава, отличающийся тем, что, с целью повышения качества сварки за счет обеспечения композиционных прослоек вдоль и поперек
шва, сварку выполняют составной проволокой, отрезки которой имеют различный химический состав, при этом сварку осуществляют с колебаниями проволоки и в процессе каждого колебания расплавляют один
из отрезков проволоки.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3621187, кл. 219-145, 1972.
2. Бакши О. А. «Прочность и деформационная способность сварных соединений с композиционной мягкой прослойкой. Сварочное производство № 10, 1974, с. 3-5.
Фиг1
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной электрод для дуговой сварки деталей из разнородных сталей | 2023 |
|
RU2814639C1 |
| Электрод для дуговой сварки деталей из разнородных сталей и способ дуговой сварки деталей из разнородных сталей | 2022 |
|
RU2791021C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ ВЫСОКОПРОЧНОЙ ТОНКОСТЕННОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2013 |
|
RU2549809C1 |
| Способ дуговой сварки | 1984 |
|
SU1165540A1 |
| Способ наведения шлаковой ванны при электрошлаковой сварке | 1991 |
|
SU1816607A1 |
| Способ сварки плавлением стыковых соединений труб | 1988 |
|
SU1586874A1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1159738A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |