(54) УСТРОЙСТВО ДЛЯ БИМЕТАЛЛИЗАЦИй ВТУЛОК
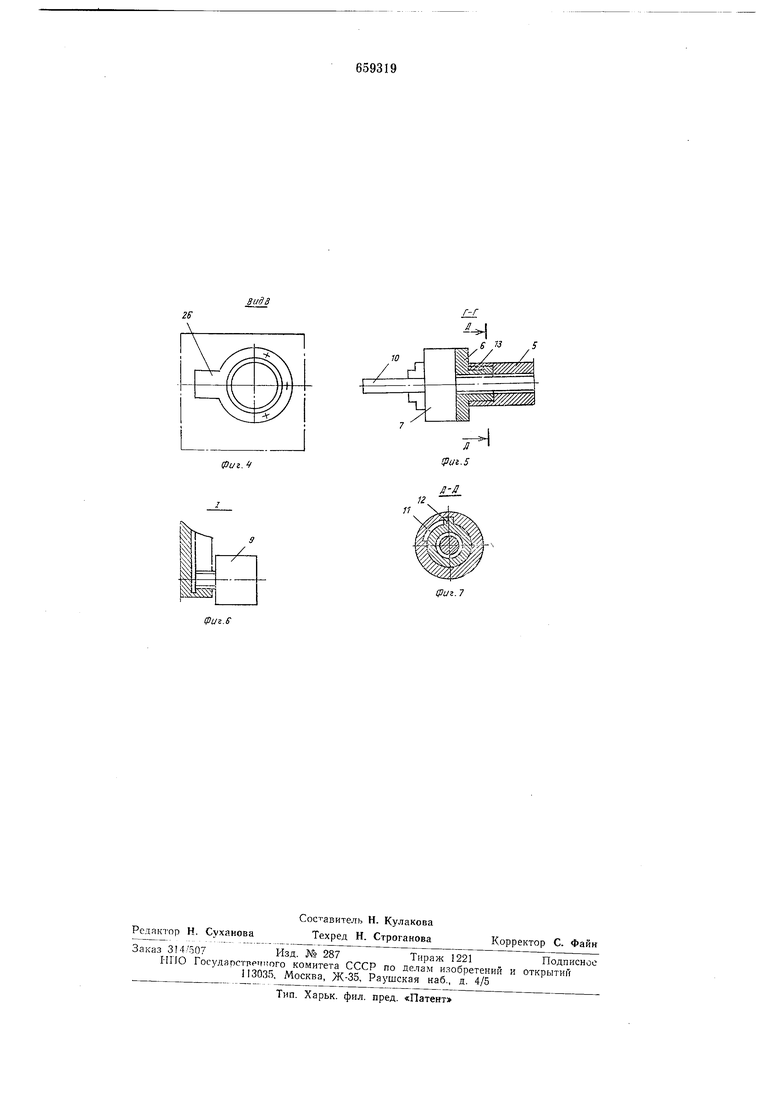
Механизм зажима и подачи заготовки установлен на задней бабке 1 устройства и ьыполвен в виде пидроцилиндра 2 с полым штоком 3, поршнем 4 и нинолью 5, на конце которой размещена планшайба 6 с трехкулачковым патроном 7 и привадами 8 и 9 для зажима прутка 10 и для поворота планшайбы 6.
В отверстии пиноли 5 имеется поперечный паз //, а на втулке иланшайбы 6 - шип 12, огравичиваюшие поворот планшайбы вокруг оси.
Планшайба 6 удерживается от выпадания сухарем 13. Осевое усилие на штоке 3 ограничивается регулятором 14 давления п замеряется при помоши манометра 15.
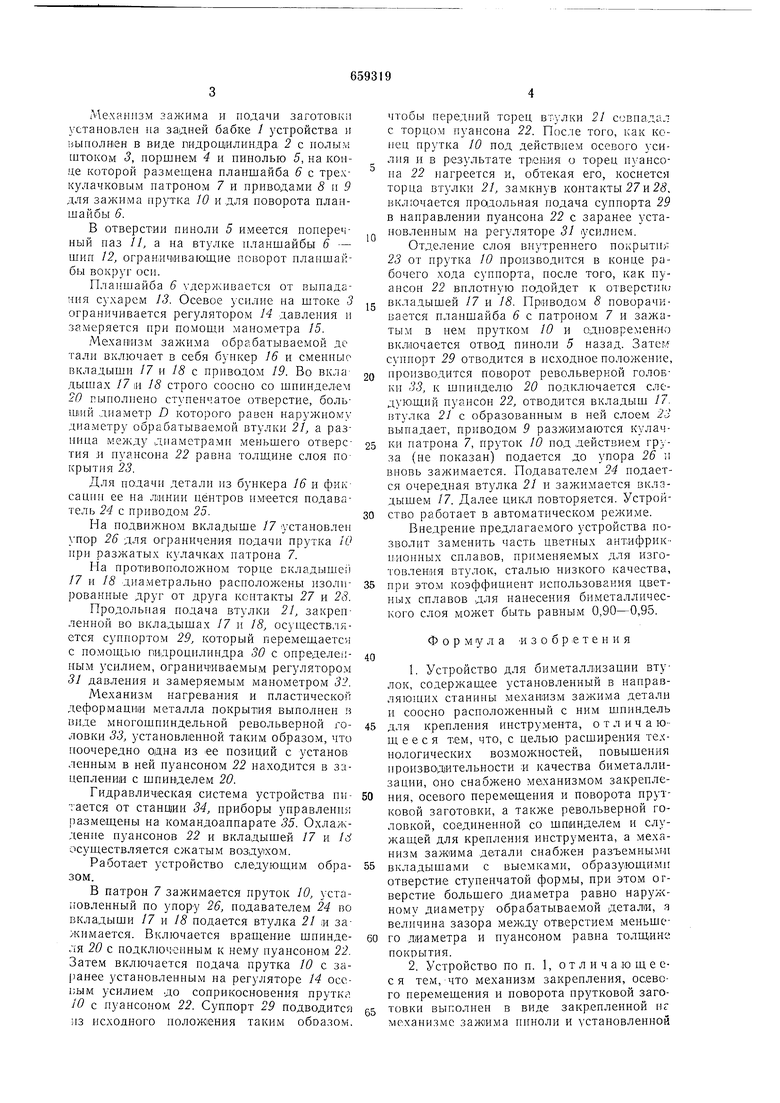
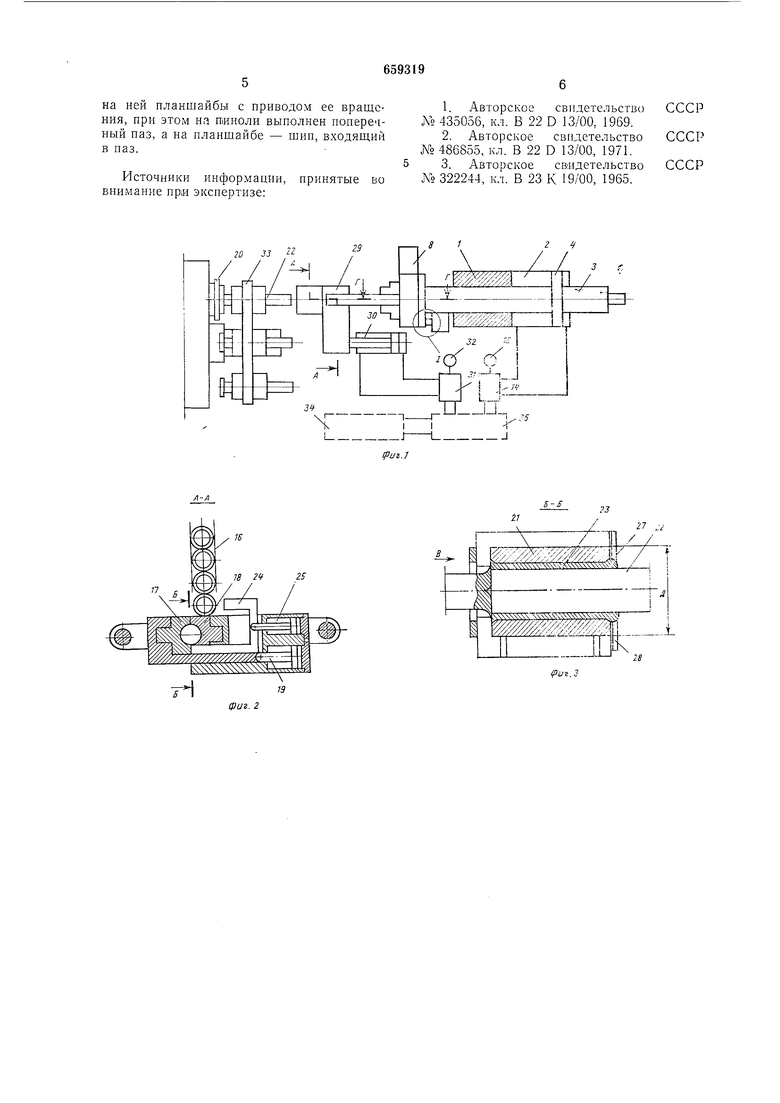
Механизм зажима обрабатываемой де тали включает в себя бункер 16 и сменные вкладыши /7 и 18 с приводом 19. Во вкла дышах /7 |и 18 строго соосио со шпинделем 20 лыполиено ступенчатое отверстие, болъШ1НЙ диаметр D которого равен наружному диаметру обрабатываемой втулки 21, а разница между диаметрами меньшего отверстия и нуансона 22 равна толш,ине слоя по крытня 23.
Для подачи детали из бункера 16 и фиксации ее на линии центров имеется подаватель 24 с приводом 25.
На подвижном вкладыше 17 установлеп упор 26 для ограничения подачи прутка Ю при разжатых кулачкаих патрона 7.
На противоположном торце складыше;) 17 и 18 дпаметральио расположены изолированные друг от друга контакты 27 и 28.
Продольная подача втулки 21, закрепленной во вкладышах 17 п 18, осуществляется суппортом 29, который перемешается с номощыо гидроцилиидра 30 с онределепиым усилием, ограничиваемым регулятором 31 давления и замеряемым манометром 32.
Механизм нагревания и пластической деформации металла покрытия выполиен в виде многошпиндельной револьверной головки 33, установленной таким образом, что поочередно одна из ее позиций с установ ленным в ней иуансоном 22 находится в зицеилении с шпинделем 20.
Гидравлическая система устройства питается от станции 34, приборы управления размещены на командоаппарате 35. Охлаждение пуансонов 22 и вкладышей /7 и l(i осуществляется сжатым воздуком.
Работает устройство следующим образом.
В патрон 7 зажимается пруток 10, установленный по упору 26, иодавателем 24 во вкладыши 17 и 18 подается втулка 21 a-i зажимается. Включается вращение шпинделя 20 с подключСпным к нему пуансоном 22. Затем включается подача прутка W с заранее установленным на регуляторе 14 осе1;ым усилием до соприкосновения прутка 10 с нуанеоном 22. Суппорт 29 подводится из исходного положения таким обоазом.
чтобы передний торец втулки 21 совиадал с торцом пуансона 22. После того, как конец црутка 10 под действ ием осевого уеилия п в результате трения о торец пуансона 22 нагреется и, обтекая его, коснется торца втулки 21, замкнув контакты 27 и 2е, включается продольная подача суппорта 29 в направлении пуансона 22 с заранее установлеиным на регуляторе 31 усилием.
Отделеиие слоя внутреннего покрытп 23 от нрутка 10 производится в конце рабочего хода суппорта, после того, как пуансон 22 вплотную подойдет к О1верстик;
вкладышей 17 и 18. Приводом 8 поворачивается плаишайба 6 с патроном 7 и зажатым в ием ирутком 10 и одновременно включается отвод пиноли 5 назад. Затег, суппорт 29 отводится в исходиое положение,
производится поворот револьверной головки 33, к шпинделю 20 подключается следующий пуаисон 22, отводится вкладыш 17. втулка 21 с образованным в ней слоем 23 выпадает, приводом 9 разжимаются кулачки патрона 7, пруток 10 под действием груза (не показан) подается до упора 26 и вповь зажимается. Подавателем 24 подается очередная втулка 21 и зажимается вклэдышем 17. Далее цикл повторяется. Устройство работает в автоматическом режиме.
Внедрение предлагаемого устройства позволит замеиить часть цветных антифрикП:ионнь х сплавов, применяемых для изготовления втулок, сталью низкого качества,
при этом коэффициент использования цветных сплавов для нанесения биметаллического слоя может быть равным 0,90-0,95.
Формула изобретения
1.Устройство для биметаллизацпи втулок, еодержащее установленный в направляющих станины механизм зажима детали и соосно расположенный с ним шпиндель
для крепления инструмента, отличающееся тем, что, с целью расширения техиологичееких возможностей, повышения производительности и качества биметаллизации, оно снабжено механизмом закреплеПИЯ, осевого перемещения и поворота прутковой заготовки, а также револьверной головкой, соединенной со шпинделем и служащей для крепления инструмента, а механизм зажима детали снабжен разъемнылтп
вкладышами с выемками, образующимп отверстие ступеичатой формы, при этом огверетие большего диаметра равно наружному диаметру обрабатываемой детали, я величииа зазора между отверстием меньщего диаметра и пуансоном равна толщине покрытия.
2.Устройство по п. 1, отличающееся тем, что механизм закрепления, осевого перемещения и поворота прутковой заготовки выполнен в виде закрепленной нг механизме зажима пиноли и установленной 5 на ней планшайбы с приводом ее вращения, при этом на пиноли выполнен поиере1ный паз, а на планшайбе - шип, входящий в иаз.Источники информации, принятые во внимание при экспертизе: 5 6 1. Авторское свидетельство СССР N° 435056, кл. В 22 D 13/00, 1969. 2. Авторское свидетельство СССР 486855, кл. В 22 D 13/00, 1971. 3. Авторское свидетельство СССР Л 322244, кл. В 23 К 19/00, 1965. 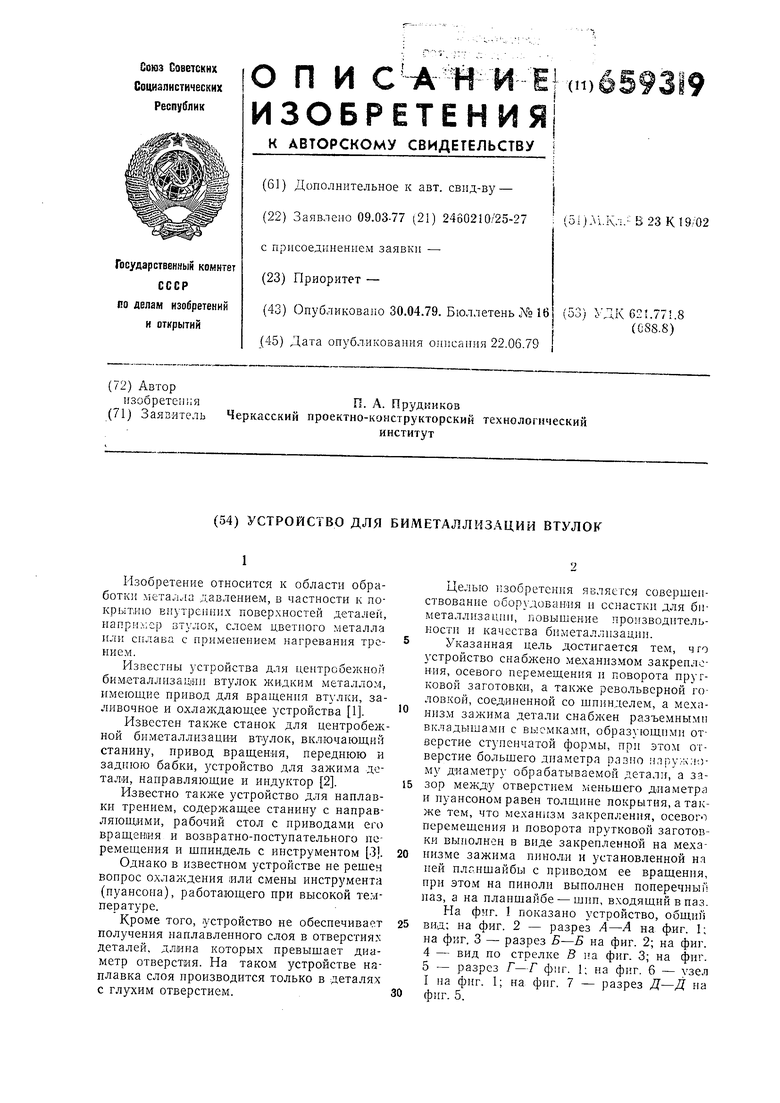
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к токарным станкам для подачи и зажима пруткового материала | 1961 |
|
SU141715A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| Одношпиндельный токарный автомат | 1979 |
|
SU917925A1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| Токарный многошпиндельный автомат для двухсторонней обработки | 1985 |
|
SU1271664A1 |
| Устройство для зажима материала на токарно-револьверных станках и автоматах | 1949 |
|
SU86720A1 |
| Кулачковый зажимной патрон | 1973 |
|
SU668787A1 |
| Захват для подачи прутка | 1990 |
|
SU1796342A1 |
| ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ СТАНОК | 1989 |
|
RU2053052C1 |
20 JJ
/Н
у
2 Ч
/,/ . .
:Ш1Ш 11 / , .иЗГ-1 ::4-Г ЬзЦ1ЩШ1ШМ L
3f
75
32
с
.Ц .,-,
п.П-Un.. II-i
s-s
риг.З
Btids
фиг.
1
AiA -M
Щ/21/
M
