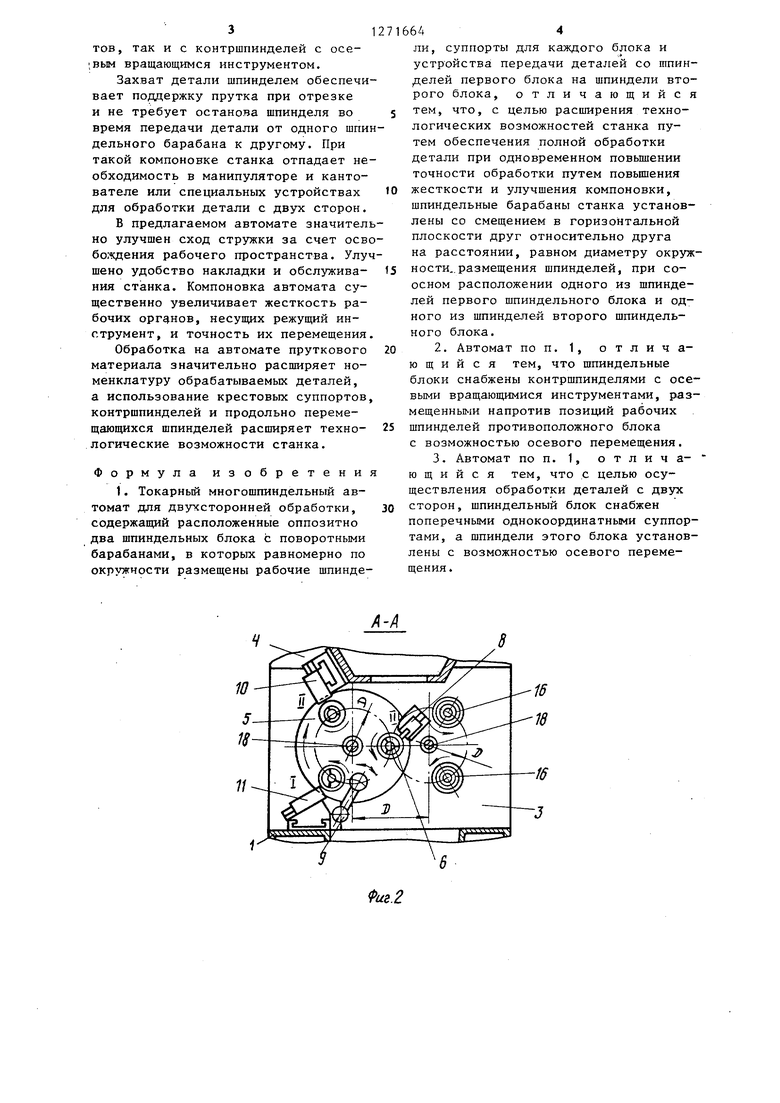
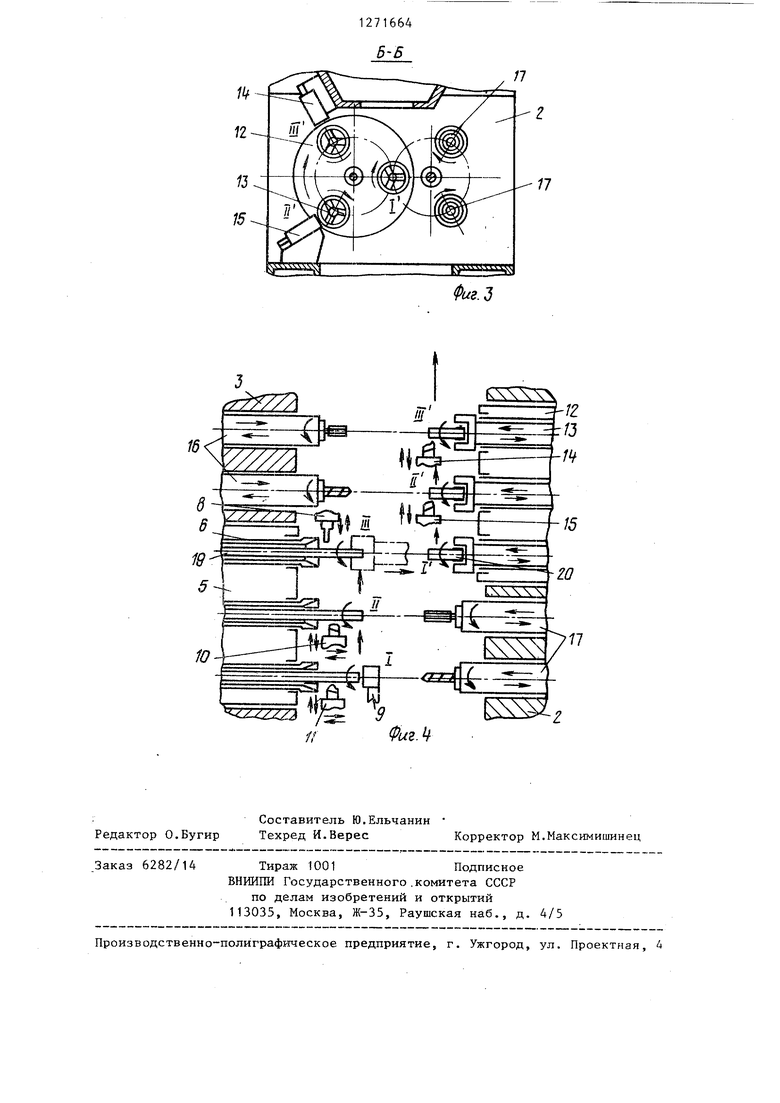
Изобретение относится к станкостроению. Цель изобретения - расширение те нологических возможностей станка путем обеспечения полной обработки детали при одновременном повышении точности обработки -путем повышения жесткости и улучшения компоновки, а также осуществление обработки деталей с двух.сторон. На фиг. 1 изображен предлагаемый автомат, общий вид, на фиг. 2- разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1| на фиг. 4 - развертка рабочего пространства станка Токарньй многошпиндельный автома дл-я двухсторонней обработки содержи станину 1, на которой установлены два шпиндельных блока 2 и 3, соединенные сверху траверсой 4. В корпусе шпиндельного блока 3 расположен индуксируемьй (поворотный) барабан 5 со шпинделями 6. Шпиндели б установлены в позициях 1, и, 131 барабана 5. Шпиндели 6 представляют собой обычные шпиндели токарных многошпиндельных прутковых автоматов с цангами зажима и подачи прутка. Прутки поддерживаются направляющими трубами 7. На зеркале корпуса шпин дельного блока 3 установлен отрезной суппорт 8 в позиции из шпиндельного барабана и упор 9 материал на траверсе 4 - крестовый суппорт 10 в позиции 1, а на станине J ус тановлен крестовый суппорт 11 в по зиции I. В корпусе шпиндельного блока 2 расположен поворотный барабан 12 со шпинделями 13, оснащенными патр нами для зажима штучных заготовок. Шпиндели 13 установлены в пинолях (не показана), перемещающихся в ос вом направлении и расположенных в позициях J, II и 111 барабана 12, На траверсе 4 установлен однокоординатный поперечный суппорт 14 в позиции til, а на станине t - одно координатный поперечный суппорт 15 в позиции 3J. Особенностью расположения шпиндельных барабанов является то,, что шпиндель 6 в позиции П1 барабана находится на одной оси со шпинделе 13 в позиции 1 барабана 12. В Корпусе шпиндельного блока 3 установлены контршпиндели 16 для осевого вращающегося инструмента. 42 перемещающиеся в продольном направлении. Контршпиндели 16 расположены соосно шпинделям 13 барабана 12 в позициях Ии.Щ. В корпусе блока 2 расположены контршпиндели 17, находящиеся на одной оси со шпинделями 6 барабана 5 в позициях 1 и J1. Передача вращения между механизмами корпусов 1 и 2 осуществляется при помощи валов 18. В шпинделях 6 закрепляется пруток 19, ОТ которого после обработки и отрезки в шпиндели 13 поступает штучная заготовка 20. Все поступательные перемещения на станке могут осуществляться по командам устройства ЧПУ (не показано). Токарный многошпиндельный автомат работает следующим образом. В позиции I пруток 19 подается до упора 9 механизмом подачи материала, упор 9 отводится, и дальнейшая обработка детали с одной стороны производится крестовыми суппортами в позициях 1 и II и параллельно контршпинделями 16 с осевым инструментом. Обработанная с одной стороны деталь с позиции III захватывается и зажимается вьщвинутым на необходимую величину шпинделем 13 в позиции 1, происходит отрезка при помощи отрезного суппорта 8, после чего шпиндель 13 в позиции I возвращается с зажатой деталью 20 в исходное, крайнее правое, положение. В позициях Г1 и III производится обработка детали с другой стороны поперечными однокоординатньми суппортами 14 и параллельно контршпинделями с осевым инструментом. В позициях Ни 111 второй координатной обраг ботки является осевое перемещение пинолей с шпинделями 13, расположенных в барабане 12. Удаление готовой детали производится в позиции III . Возможна конструкция станка без подвижных пинолей в барабане 12 с передачей детали из позиции IJ1 в позицию 1 при помощи автооператора. Кроме того, на станке возможна обработка штучных заготовок, для чего шпиндели обеих барабанов оснащаются соответствующими зажимными устройствами. В пpeдлa aeмoм автомате обработка детали с двух сторон производится параллельно как с поперечных суппор3тов, так и с контршпинделей с осе;Bbw вращающимся инструментом. Захват детали шпинделем обеспечи вает поддержку прутка при отрезке и не требует останова шпинделя во время передачи детали от одного шпи дельного барабана к другому. При такой компоновке станка отпадает не обходимость в манипуляторе и кантователе или специальных устройствах для обработки детали с двух сторон. В предлагаемом автомате значител но улучшен сход стружки за счет осв бождения рабочего пространства. Улу шено удобство накладки и обслуживания станка. Компоновка автомата существенно увеличивает жесткость рабочих органов, несущих режущий инструмент, и точность их перемещения Обработка на автомате пруткового материала значительно расширяет номенклатуру обрабатываемых деталей, а использование крестовых суппортов контршпинделей и продольно перемещающихся шпинделей расширяет технологические возможности станка. Формула изобретени 1. Токарный многошпиндельный автомат для двухсторонней обработки, содержащий расположенные оппозитно два шпиндельных блока с поворотными барабанами, в которых равномерно по окружности размещены рабочие шпинде644ли, суппорты для каждого блока и устройства: передачи деталей со шпинделей первого блока на шпиндели второго блока, отличающийся тем, что, с целью расширения технологических возможностей станка путем обеспечения полной обработки детали при одновременном повьшгении точности обработки путем повышения жесткости и улучшения компоновки, шпиндельные барабаны станка установлены со смещением в горизонтальной плоскости друг относительно друга на расстоянии, равном диаметру окружности., размещения шпинделей, при соосном расположении одного из шпинделей первого шпиндельного блока и одного из шпинделей второго шпиндельного блока. 2.Автомат по п. 1, отличающийся тем, что шпиндельные блоки снабжены контршпинделями с осевыми вращающимися инструментами, размещенными напротив позиций рабочих шпинделей противоположного блока с возможностью осевого перемещения. 3.Автомат по п. 1, о т л и ч аю щ и и с я тем, что с целью осуществления обработки деталей с двух сторон, шпиндельный блок снабжен поперечными однокоординатными суппортами, а шпиндели этого блока установлены с возможностью осевого перемещения.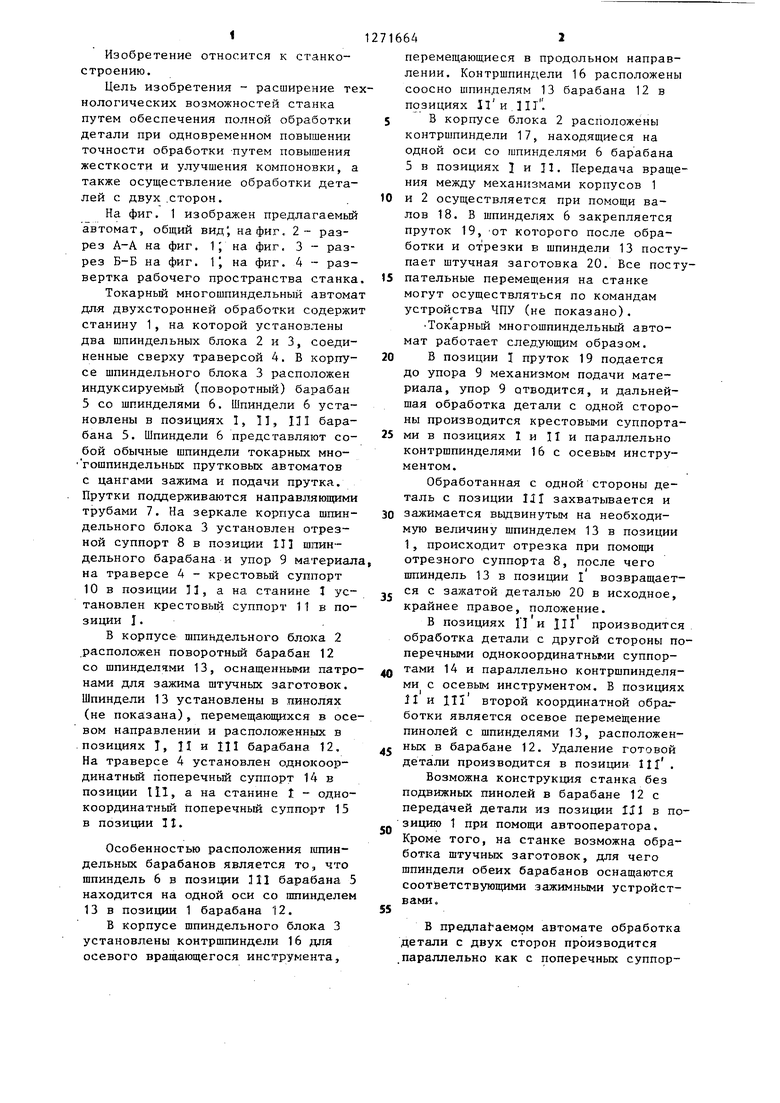
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный токарный автомат | 1989 |
|
SU1682042A1 |
| Многошпиндельный токарный станок | 1990 |
|
SU1785828A1 |
| Токарный многошпиндельный автомат | 1989 |
|
SU1646688A1 |
| Токарный многошпиндельный автомат | 1985 |
|
SU1324766A1 |
| Шпиндельный блок токарного автомата | 1990 |
|
SU1773569A1 |
| Многошпиндельный токарный автомат | 1988 |
|
SU1641511A1 |
| Многошпиндельный токарный станок-автомат | 1974 |
|
SU520022A3 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Токарный автомат | 1990 |
|
SU1824255A1 |
| НАСТОЛЬНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК КОСТРОВА | 1992 |
|
RU2008163C1 |

| Многошпиндельный токарный автомат | 1952 |
|
SU98842A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
