Она содержит экструдер / с формующей головкой 2, зонами нагрева 3 и устройством стабилизированой запнтки, реалнзоliaiiHbiM, например, за счет удлинения червяка 4 и цилиндра экструдера / до 25-80 диаметров иснользования в экструдере скорости вращения регулируемого тиристорпого электроиривода 5 с датчиком 6 скорости вращеиия и задатчиком 7 интенсивности занитки. При этом последние с достаточной для практики точностью ИСПОЛЬЗУЮТСЯ в качестве датчика и задатчика интенсивности заинтки экструдера /. Возмол :по также получеиие стабилизированной запитки за счет установки над загрузочиоГ; горловиной 8 экструдера дозатора перерабатываемого материала (иа чертеже не показан) и работы экетрудера в режиме «голодного питания. В этом случае интенсивность запитки экструдера определяться производительностью дозатора (по сигналу датчика или задатчика производительности дозатора).
В зонах нагрева 3 корпуса экструдера вмонтированы термоиары 9, иодключеииые к терморегуляторам 10, которые своими выходами // управляют тепловой энергией, подводимой к соответствующим зоиам нагрева 5. В формующей головке 2 могут быть устаиовлены однн или два датчика /2 и / давления, выходы которых 14 и /5 нодключеиы на вход 16 регулятора /7 давления. Выход 18 последнего подключен через регулируемые элементы 19 к измерительно-задающнм цепям (на схеме не показаны) терморегуляторов 10 таким образом, что выход /5 регулятора 17 давления может изменять уставки температуры Г,, а, t . ..,
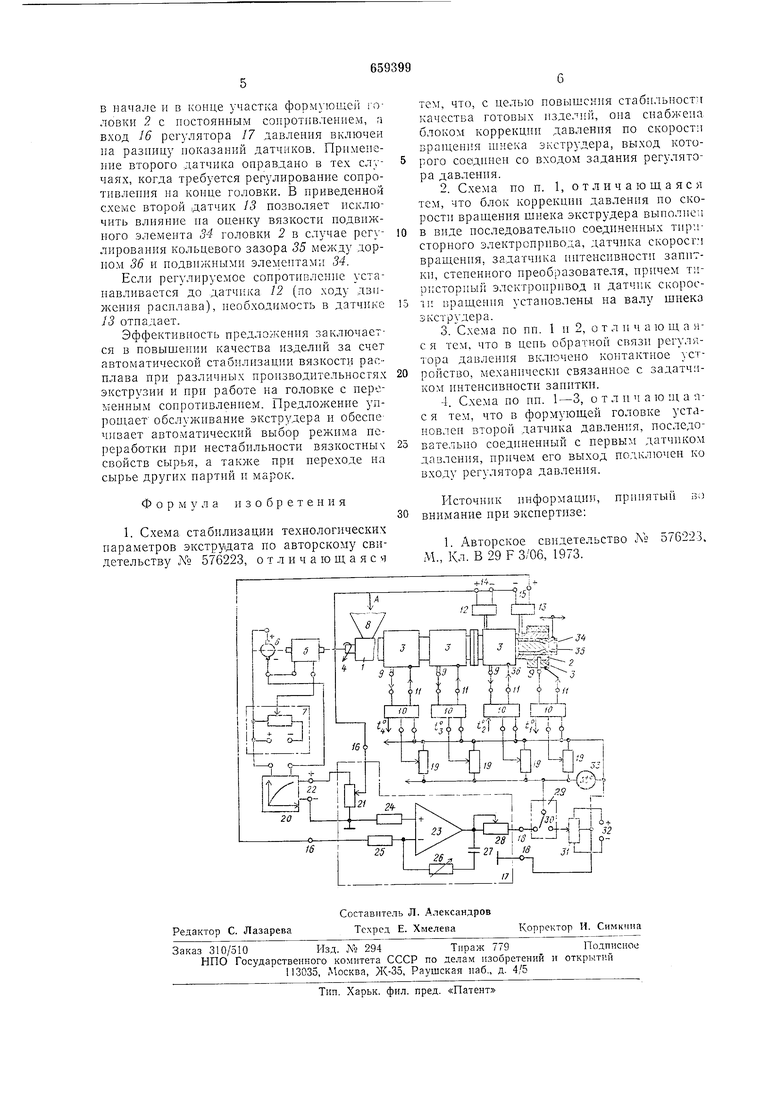
поддерживаемые терморегуляторами 10 в зонах нагрева 3 экструдера. Выход датчика 6 скорости вращения экструдера / подключен через стененной преобразователь 10 к измерительно задающей цени (с задатчиком 21 и одним или двумя датчиками 12 и 13 давлеиия расплава регулятора /7 давления).
В частном случае, приведенном на чертел е, выход 22 степенного преобразователя 20 подключен в качестве источника, питаЛИЯ задатчика 21 давления.
Регулятор 17 давления выполнен на опеоационном усилителе 23 с входными резисторами 24 -ц 25 и о.хвачен RC-цепью 26 и 27 для иолучения пропорционально-интегрального закона регулирования. При необходимости возможно применение и более сложных законов регулирования. Выходной резистор 28 устанавливает допустимый диа тазон изменений выходного напряжения регулятора, что опре.деляет допустимый диапазон регулирования температуры в зонах нагрева 3 относительно установленных t°, t, 3 при наладке схемы.
Производительность экструдера задается оператором при помощи задатчика 7 инте.чсивности запитки. Благодаря большой длине экструдера и тиристорному приводу производительность поддерживается постоянной с достаточно высокой точностью. Сигнал падения давления в формующей головке 2 в этом случае с достаточной для практики точностью будет служнть оценкой вязкости расилава, величина которой иоддепживается на заданном уровне за счет из.меиення температур в зонах нагрева 3 экструдера / при помощи регулятора 17 давления. С вы-хода задатчика 7 интенсивности заиитки в степенной преобразователь
20 ноступает сигнал, пропорциональный производительности экструдера.
Степенной преобразователь 20 одним из известных методов, например, методом кусочно-линейной аппроксимации при помотци
резистивно-диодной схемы, реализует бли.зкзЮ к степенной фзшкциональную зависимость, и ири изменении входного сигнала автоматически изменяет на заданное значение давление на выходе задатчика 21 в регуляторе 17. Вид зависимости определяется, например, эксиериментально при различных цроизводительностях экструзии сырья со средними вязкостиыми характеристиками.
Движок задатчика 21 интенсивности запитки позволяет изменять настройку схемы, например ири переходе на формующую головку с другим сопротивлением (при пероходе на другой вид изделий).
Цепь обратной связи по давлеиию снабжена контактным устройством 29, механически связаниым с движком задатчика 7 интенсивности запитки экструдера /. Механическая связь на чертеже не показана.
Описанная конструктивная особенность позволяет (при необходимости) исключить работу схемы при тех производительностях, ири которых регулирование давления расплава в формующей головке 2 малоэффективно, например, в адиабатическом режиме при больщих производительностях экструзии, когда процесс слабо управляется по температуре стенки цилицдра и ири минимальных производительностях, когда давление отсутствует или приближается к нулю. При необходимости контактное устройство 29 может быть установлено на выходе 18 регулятора 17, как показано на чертеже, а его перекидывающийся контакт 30 может
переключать цепь управления температурным режимом экструзии с регулируемыми элементами 9 к выходу общего ручного задатчика 31 температуры с источником 32 питания, работающего при отключенном регуляторе 17. Отклонения температур в зона.х 3 от установленных в терморегулятора.С 10 при управлении задатчиком 31 или регулятором 17 измеряется при помощи измерительного прибора 55.
Датчики 12 и 13 давления установлены

| название | год | авторы | номер документа |
|---|---|---|---|
| Схема стабилизации технологических параметров экструдата | 1973 |
|
SU576223A1 |
| Устройство для производства пластмассовых листов | 1975 |
|
SU542652A1 |
| Устройство для регулирования про-цЕССА эКСТРузии | 1978 |
|
SU802066A1 |
| Устройство для изготовления слоистых пленочных материалов | 1983 |
|
SU1131670A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ РАСПЛАВА И ЗАЩИТЫ ЭЛЕКТРОДВИГАТЕЛЯ ЭКСТРУДЕРА ОТ ПЕРЕГРЕВАНИЯ | 2003 |
|
RU2239557C1 |
| Устройство для многоканального терморегулирования | 1977 |
|
SU669337A2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2000 |
|
RU2168413C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 1997 |
|
RU2130831C1 |
| ЭЛЕКТРОУТЮГ С ЭЛЕКТРОННЫМ УПРАВЛЕНИЕМ | 1993 |
|
RU2043442C1 |
| Система автоматического регулиро-ВАНий РАзМЕРНыХ пАРАМЕТРОВ эКСТРу-диРуЕМыХ зАгОТОВОК | 1974 |
|
SU549027A1 |
