3
ные массы 11 прикреплены к верхнему лотку с нижней стороны.
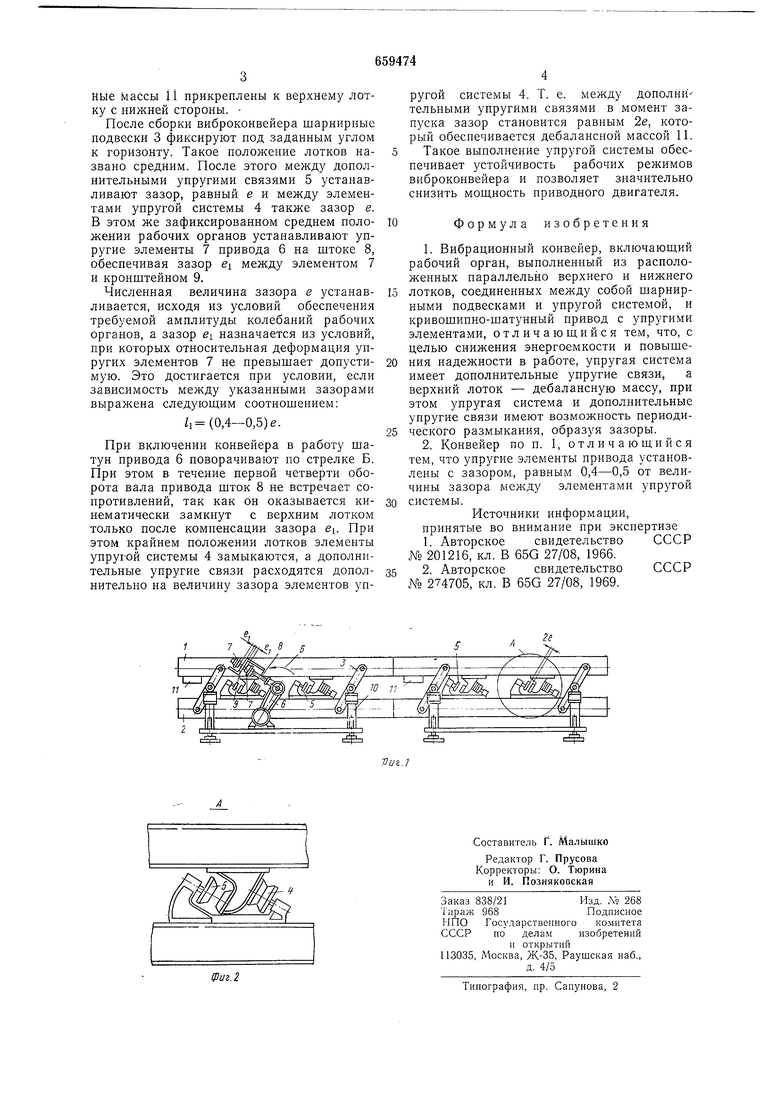
После сборки виброконвейера шарнирные подвески 3 фиксируют под заданным углом к горизонту. Такое положение лотков названо средним. После этого между дополнительными упругими связями 5 устанавливают зазор, равный е и между элементами упругой системы 4 также зазор е. В этом же зафиксированном среднем положении рабочих органов устанавливают упругие элементы 7 привода 6 на штоке 8, обеспечивая зазор ei между элементом 7 и кронштейном 9.
Численная величина зазора е устанавливается, исходя из условий обеспечения требуемой амплитуды колебаний рабочих органов, а зазор е назначается из условий, при которых относительная деформация упругих элементов 7 не превышает допустимую. Это достигается при условии, если зависимость между заказанными зазорами выражена следуюш,им соотношением:
/1 (0,4-0,5)6.
При включении конвейера в работу шатун привода 6 поворачивают по стрелке Б. При этом в течение первой четверти оборота вала привода шток 8 не встречает сопротивлений, так как он оказывается кинематически замкнут с верхним лотком только после компенсации зазора ь При этом крайнем положении лотков элементы упругой системы 4 замыкаются, а дополнительные упругие связи расходятся дополнительно на величину зазора элементов упругой системы 4. Т. е. между дополни-тельными упругими связями в момент запуска зазор становится равным 2е, который обеспечивается дебалансной массой 11. Такое выполнение упругой системы обеспечивает устойчивость рабочих режимов виброконвейера и позволяет зпачительно снизить мощность приводного двигателя.
Формула изобретения
1.Вибрационный конвейер, включающий рабочий орган, выполненный из расположенных параллельно верхнего и нижнего
лотков, соединенных между собой шарнирными подвесками и упругой системой, и кривошипно-шатунный привод с упругими элементами, отличающийся тем, что, с целью снижения энергоемкости и повышеНИН надежности в работе, упругая система имеет дополнительные упругие связи, а верхний лоток - дебалансную массу, при этом упругая система и дополнительные упругие связи имеют возможность периодического размыкания, образуя зазоры.
2.Конвейер по п. 1, отличающийся тем, что упругие элементы привода установлены с зазором, равным 0,4-0,5 от величины зазора между элементами упругой
системы.
Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР 201216, кл. В 65G 27/08, 1966.
2. Авторское свидетельство СССР
№ 274705, кл. В 65G 27/08, 1969.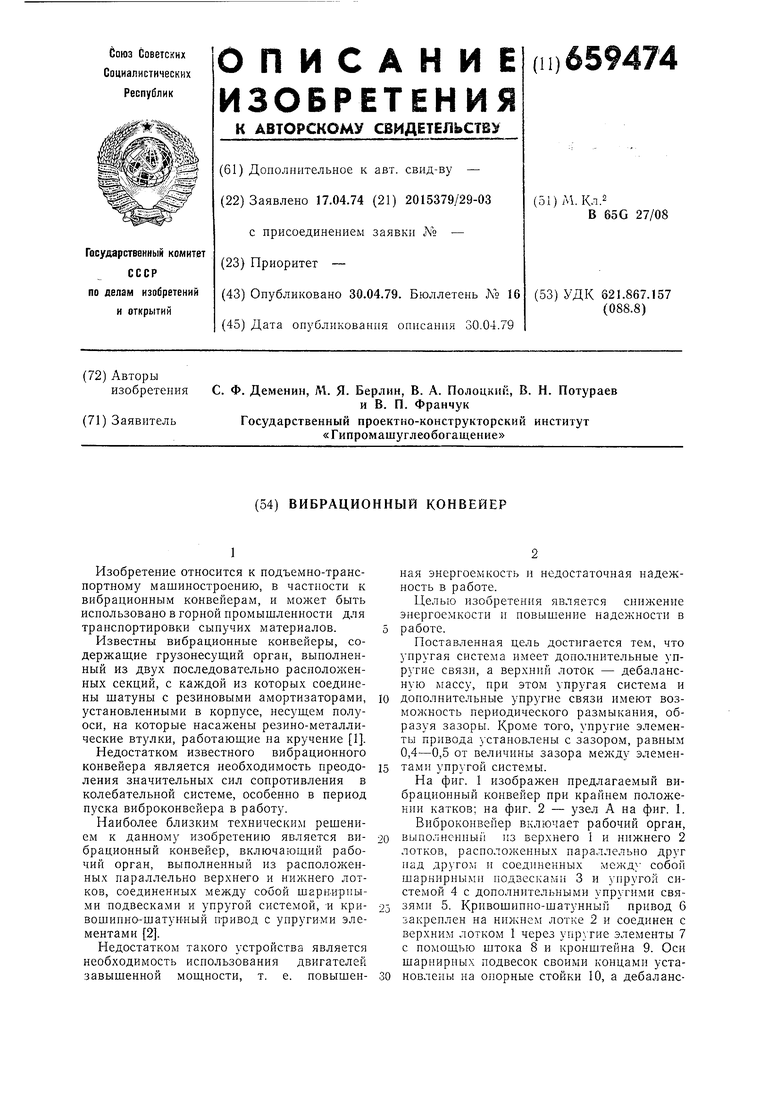
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный виброконтейнер для сыпучих материалов | 1973 |
|
SU535195A1 |
| Вибрационный конвейер | 1981 |
|
SU945012A1 |
| йиьСОЮЗмА ЯicfJIMf! л ?VEI4'.?rr-W.'? 1Ы\ I «SM t bAsIf! iXvJsfLj^NrSflHOTr'iA | 1973 |
|
SU388973A1 |
| Вибрационный конвейер | 1979 |
|
SU844509A1 |
| Вибрационный конвейер | 1979 |
|
SU876532A1 |
| ВИБРАЦИОННЫЙ РЕЗОНАНСНЫЙ КОНВЕЙЕР | 1970 |
|
SU274705A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА КАМНЕЙ БЕТОННЫХ | 2017 |
|
RU2661484C1 |
| Вертикальный вибрационный конвейер | 1970 |
|
SU365099A1 |
| ВЕРТИКАЛЬНЫЙ ВИБРАЦИОННЫЙ КОНВЕЙЕР | 1967 |
|
SU195365A1 |
| Устройство для вибровыпуска труднотранспортируемой руды | 1983 |
|
SU1131789A1 |
е
Г
2е
гф
