Изобретение относится к электротехнике, способу изготовления торцовЫх коллекторов на пластмассе для малых электрических машин, в частности, коллектора стартерол для запуска двигателей внутреннего сгорания. Известны способы изготовления торцовых коллекторов, характеризующиеся тем, что .в диске коллектора выдавливаются радиальные углубления, при опрессовке коллектора углубления заполняются пластмассой, а при проточке рабочей поверхности коллектора излишек материала, получившийся при выдавливания, удаляется с рабочей поверхности коллектора и пластины коллектора отделяются друг от друга 1. Недостатком известного способа является то, что для изготовления диска необходимо применение материала, толщина которого обеспечивает возможность проточки торцовой поверхности коллектора, что ведет к увеличению металлоемкости коллектора. Кроме того, этот способ изготовления коллектора не исключает возможности, при погрешности обрабатывающего инструмента, выдавливание радиальных канавок разной глубины, что приводит к наличию неоткрытых пазов и замыканию пластин коллектора, и может быть обнаружено только при последней операции, когда коллектор уже насажен на якорь. Известны также способы изготовления коллектора, при которых в коллекторном диске просекаются сквозные пазы. В этом случае до последней операции пластины удерживаются вместе при помощи наружного кольцевого участка диска, который затем отсекается или протачивается. Для повышения механической прочности коллектора при удалении нарул-сной кромки применяется дополнительная фиксация пластин, например, при помощи приклеивания к материалу диска листового электроизоляционного материала 2. Однако этот способ не обеспечивает достаточную механическую прочность коллектора при удалении наружной кромки, что приводит к расшатыванию пластин, снижает надежность изготовления коллектора за счет дополнительных операций. Целью изобретения является обеспечение достаточной механической прочности коллектора при его обработке, повышение надежности в эксплуатации, а также снижение трудоемкости изготовления. Для этого при опрессовке коллекторного диска часть прессовочного материала продавливают через пазы и образуют на рабочей поверхности диска технологически
кольцевой выступ, геометрическая форма которого обусловлена конструкцией прессформы. Выступ расположен в средней части диска и его удаляют после обработки коллектора и сборки его с якорем электричсОКОЙ машины.
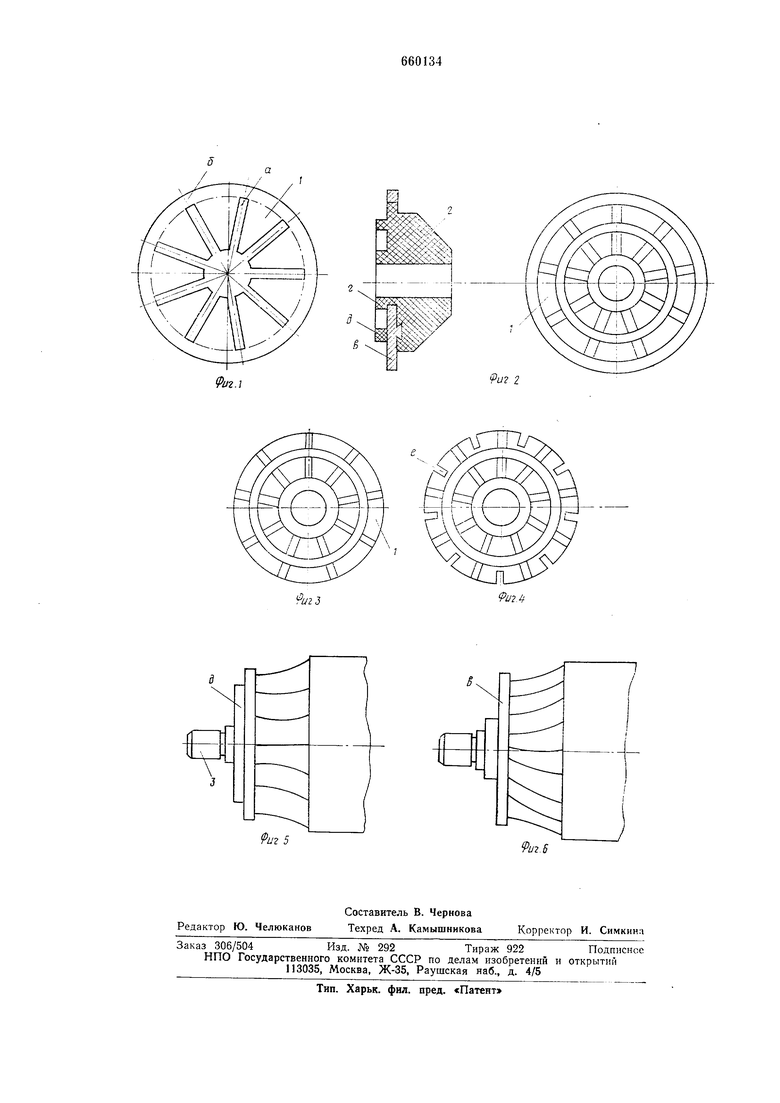
На фиг. 1-6 изображены последовательно операции изготовления торцового колл-ектора.
Коллекторный диск / с радиальными оквозными цазами «а, центральным отверстием и наружной кольцевой кромкой «б изготовляют вырубкой из токоведущего материа.та при „тюбой последовательности операций (фиг. 1).
Диск снабжен стопорящнми элементами, изготовленными любым известным способом.
Коллекторный диск 1 опрессовывают электроизоляционным материалом, образующим корпус 2 коллектора, при этом часть прессовочного материала продавлпвают па рабочую поверхность в диска и образуют два кольцевых выступа, составляющих одно целое с корпусом: первый «г - в зоие центрального отверстия диска, второй на уровне средней части коллекторного диска / (фиг. 2).
Далее производят удаление наружной кольцевой кромки с целью иолучения отдельных изолированных друг от друга пластин (фиг. 3), а также прорезку пазов «с на каждой пластине для закреплення в нпх
обмотки (фиг. 4).
Коллектор насаживают на вал якоря о электрической машины и производят закрепление концов обмотки якоря в пазах соответствующих пластин коллектора (фиг. 5). При всех операциях мехапического воздействия на коллектор, начиная от удаления наружной кольцевой кромки и кончая закреплением концов обмотки Б пазах пластин, пластмассовый выступ, находягцийся на рабочей поверхности коллектора и составляющий одно целое с пластмассовым корлусом коллектора, обеспечивает жесткость конструкции коллектора и препятствует смещению и вырыванию пластин.
После закрепления концов обмотки в
пазах указанный выступ уд.яляют с рабочей поверхности коллектора, например, методом проточки (фиг. 6).
Использование даппого способа пзготовлепия торцового коллектора обеспечивает по сравнению с существующнми снособамц следующие нреимущества:
повышение надел ности коллектора, вследствие увеличения механической прочности коллектора при его изготовлении, что исключает возможность вырывания и расшатывания пластин;
снижение трудоемКости ироцесса изготовления торцовых коллекторов;
уменьшение расхода материала для изготовления дисков;
возможность своевременного обнаружения и исправления брака в течение всего процесса пзготовлепия торцового коллектора.
Формула и 3 о б р е т е п и я
Способ пзготовления торпового коллек тора, включающий просечку сквозных пазов в диске из токопроводящего материала, опрессовку диска пластмассой в прессформе и механическую обработку коллектора, включаюпдую удаление парулшой кольцевой кромки диска и нрорезку пазов п закрепление в них конпов обмоток, о т л ич а ю пд и и с я тем, что, с целью обеспечения механической прочности коллектора при обработке, новышения надежности в эксплуатации и снижения трудоемкости изготовления, на рабочей поверхности диска образуют путем продавливания прессовочного материала через пазы технологический кольцевой выступ, геометрическая форма которого обусловлепа конструкцией, прессформы, после окопчанпя механической обработки коллектора указанный выступ удаляют.
Источники информации, принятые во внимание при экспертизе:
1.Патент ФРГ № 961910, кл. Н 02 К, 1950.
2.Патент Великобритании Л9 1132565, кл. П 2 А, 1968.
Й/г.;
Ри 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовый коллектор | 1978 |
|
SU708444A1 |
| Способ изготовления торцового коллектора электрической машины | 1988 |
|
SU1534588A1 |
| Способ изготовления торцевого коллектора электрической машины | 1977 |
|
SU705578A1 |
| Торцевой коллектор | 1972 |
|
SU467426A1 |
| Способ изготовления торцевого коллектора электрической машины | 1981 |
|
SU982123A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2079196C1 |
| Приспособление для сборки коллекторных пластин в пакет | 1977 |
|
SU702443A1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Способ изготовления коллектора электрической машины | 1980 |
|
SU896703A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |