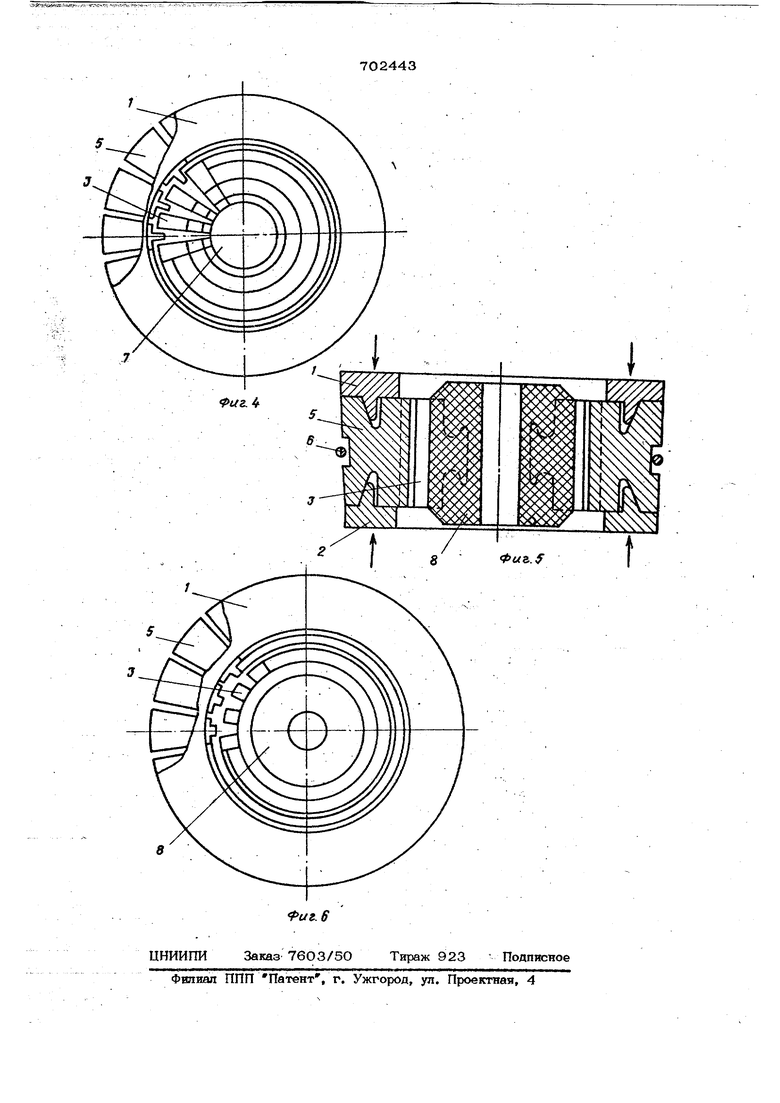
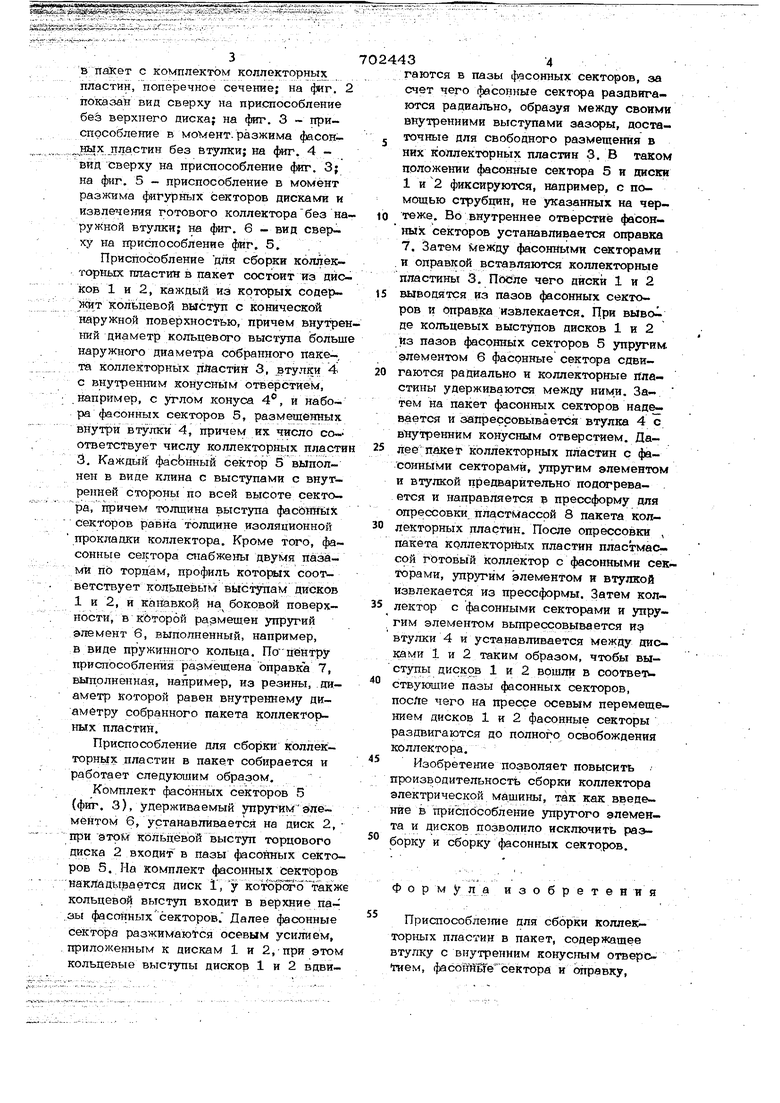
(54) ПРИСПОСОБЛЕНИЕ ДЛЯ СБОРКИ КОЛЛЕКТОРНЫХ ПЛАСТИН В ПАКЕТпакет с комплектом коллекторных ластин, поперечное сечение; на (}жг, 2 оказан вид сверху на приспособление без верхнего диска; на фиг. 3 приспособление в момент, разжима фасонкь1Х пластин без Втулки; на фиг. 4 вид сверху на приспособление фиг. 3; на . 5 - приспособление в момент разжима фигурных секторов дисками и извлечения готового коллектора без наружной втулки; на фиг. 6 - вид сверху на приспособление фиг. 5,
Приспособление для сборки коллекторных пластин в пакет состоит из дисков 1 и 2, каждый из которых содерШт кольцевой выступ с конической наружной поверхностью, причем внутренний диаметр кольцевого выступа больше наружного диаметра собранного паке-, та коллекторных пйастйн 3, втулки 4 с внутренним конусным отверстием, например, с углом конуса 4, и набора фасонных секторов 5, размещенных внутри втулки 4, причем их число со ответствует числу коллекторных пластин 3. Каждый фасЬнный сектор 5 выполнен в виде клина с выступами с внутренней стороны по всей высоте сектора, причем толщина выступа фасвШых секторов равна толщине изоляционной прокладки коллектора. Кроме того, фасонные сектора снабжены двумя пазами по тордам, профиль которых соответствует KonbneBbitvfBUCTjTiaM дисков 1 и 2, и канавкой на боковой поверхности, в кЬторой рармещен упругий элемент 6, выполненный, например, в виде пружинного кольца. По центру приспособления размещена оправка 7, выполненная, например, из резины, диаметр Которой равен внутреннему диаметру собранного пакета коллектор ных пластин.
Приспособление для сборки коллекторных пластин в пакет собирается и работает следующим образом.
Комплект фасонных секторов 5 {фиг. 3), удерживаемый упругимэле ментом 6, устанавливается на диск 2, при STOW кольцевой выступ торцового диска 2 входит в пазы фасойных секторов 5. На комплект фасонных Секторов накладывается диск Г, у которсго также кольцевой выступ входит в верхние паы фасонных секторов. Далее фасонные сектора разжимаются осевым усилием, приложенным к дискам 1 и 2,при этом кольцевые выступы дисков 1 и 2 вдви702443
4
гаются в пазы ({«сонных секторов, за счет чего фасонные сектора раздвигаются радиально, образуя между своими внутренними выступами зазоры, достаточные для свободного размещения в них коллекторных пластин 3. В таком положении фасонные сектора 5 и писки 1 и 2 фиксируются, например, с помощью струбцин, не указанных на чертеже. Во внутреннее отверстие фасонных секторов устанавливается оправка 7. Затем ежду фасонными секторами . и оправкой вставляются коллекторные пластины 3. nctCrte чего диски 1 и 2
выводятся из пазов фасонных секторов и Оправка извлекается. При выво де кольцевых выступов дисков 1 и 2 из пазов фасонных секторов 5 упругим: элементом 6 фасонные сектора сдвигаются радиально и коллекторные ггластины удерживаются между ними. Затем на пакет фасонных секторов надевается и запрессовывается втулка 4 с в гутреннйм конусным отверстием. Далее; паке т коллекторных пластин с фасонными секторами, упругим элементом и втулкой цредварительно подогревается и направляется в прессформу для опрессовки пластмгассой 8 пакета коллекторных пластин. После опрессовки , пакета коллекторйых пластин пластмассой готовыми коллектор с фасонными секторами, упругим элементом и втулкой извлекается из прессформы. Затем коллектор с фасонными секторами и упругим элементом вьшрессовывается ид втулки 4 и устанавливается между дисками 1 и 2 таким образом, чтобы выступы дисков 1 и 2 вошли в соответ.
ствуюшие пазы фасонных секторов,
после чего на прессе осевым перемещением дисков 1 и 2 фасонные секторы раздвигаются до полного освобождения коллектора.
Изобретение позволяет повысить производительность сборки коллектора электрической машины, так как введение в приспособление упругого элемента и дисков позволило исключить раэборку и сборку ({йсонных секторов.
Форму л а изобретения
Приспособление для сборки коллевсторных пластин в пакет, содержащее втулку с внутренним конусным отверстием, фасонйЙГе сектора и оправку.
расположенную внутри втулки, отличающееся тем, что, с целью по вышения производительности сборки, снабжено упругим элементом охватываюшнм фасонные сектора, и дисками 6 отверстиями, на торцовой поверхности каждого из которых выполнен кольцевой выступ с конической наружной поверхностью, а на торцовых поверхностях фасонных секторов выполнены па24436
зы, Б которых расположены выступы дисков.
Источники информации, принятые во внимание при экспертизе 5 I- Патент ЧССР № 78652, кл. 21 3 59, опубяик. 195О.
2. Бабаджанян П. А., Люсин Б. И,, , Конструкция и производство коллекторов электрических машин, М, - Л,, ГЭИ, 10 1960, с. 165. utJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки пластин коллектора в технологическое кольцо | 1977 |
|
SU684660A1 |
| Устройство для сборки в пакет пластин коллекторов электрических машин | 1978 |
|
SU750622A1 |
| Устройство для сборки пластинКОллЕКТОРА элЕКТРичЕСКОй МАшиНы ВТЕХНОлОгичЕСКОЕ КОльцО | 1979 |
|
SU830603A1 |
| Способ изготовления торцевого коллектора | 1976 |
|
SU660134A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2079196C1 |
| Устройство для сборки коллектора электрической машины | 1983 |
|
SU1076993A1 |
| Устройство для фиксации сердечников магнитопроводов электрических машин | 1977 |
|
SU736279A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Способ изготовления алюминиевого коллектора электрической машины | 1985 |
|
SU1411870A1 |
| Станок для сборки в пакет пластин коллекторов электрических машин | 1977 |
|
SU729711A1 |