t
Изобретение относится к области машиностроения, а точнее к оборудованию для зачистки сварных швов, преимуш.ественно в трубах малого диаметра, с продольным швом.
Известно устройство для удаления внутреннего грата, содержащее корпус с укрепленным на нем рабочим инструментом и инструментом для насекания грата 1.
Недостаток известного устройства заключается в ненадежности последнего и некачественном удалении грата, т. к. грат, образуюш,ийся при сварке трубы, имеет, как правило, кроме сплошного выступа треугольного профиля (плош.адь поперечного сечения около 1 мм) выплески в форме усов длиной около 10 мм, относительно непрочно связанные с гратом, и выплески в форме капель на поверхности трубы в месте кон.такта рабочего инструмента с трубой.-Эти выплески в процессе движения трубы, попадая в зазор между корпусом устройства и трубой, отжимают корпус - грат оказывается иедосрезанным, либо заклинивают его - корпус устройства обрывается и уносится трубой; попадая в пазы и отверстия.
выполненные в корпусе устройства, плотно закупоривают их.
Наиболе е близким по технической сущности решением является устройство для удаления внутреннего грата в электросварных трубах, содержащее корпус с укрепленным на нем рабочим инструментом и оправку с инструментом для удаления выплесков, соединенную с упомянутым корпусом 2}
В известном устройстве инструментом для удаления выплесков являются две режущие кромки, в месте схода которых расположен направляюш,ий паз, шириной несколько превышающей ширину грата.
Обработке подвергается лишь околошовная она, т. е. удаляются выплески металла с поверхности трубы, при этом в процессе резания они смещаются вдоль режущей кромки в направлении к грату.
Выплески, связанные непосредственно с гратом, частью свободно проходят по иаправляюшёму пазу к рабочему йнструменту, а частьюсминаются отходящими режущими кромками и увлекаются ими в направляющий паз.
Таким обра:(ом, создается возможность забивяиия вправляющего паза выплесками спарпого шва.
При изменении диаметра трубы или при изиосе режущих-кромок нарушается контакт между последними и обрабатываемой поверхиостью, что снижает качество зачистки.
Повышение качества внутренней абверхности труб путем более полного удаления грата и выплесков достигается тем, что корпус и оправка устройства для удаления грата соединены между собой посредством шарнира, а инструмент для удаления выплесков выполнен в виде щеток.
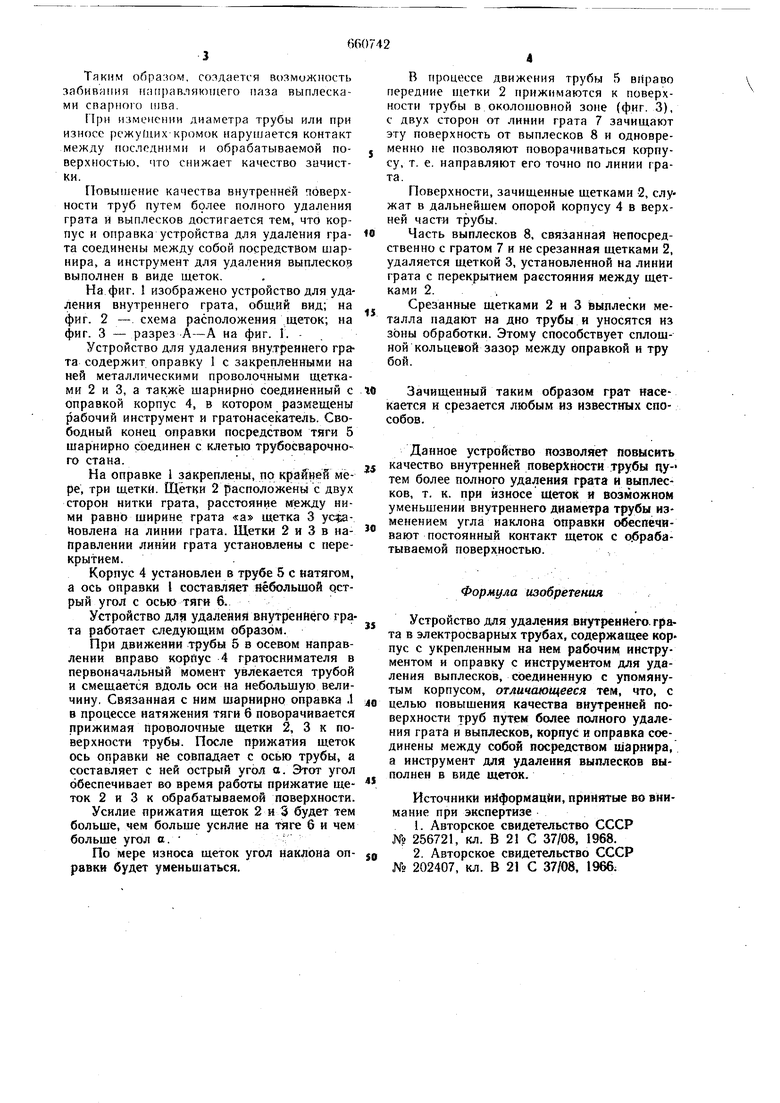
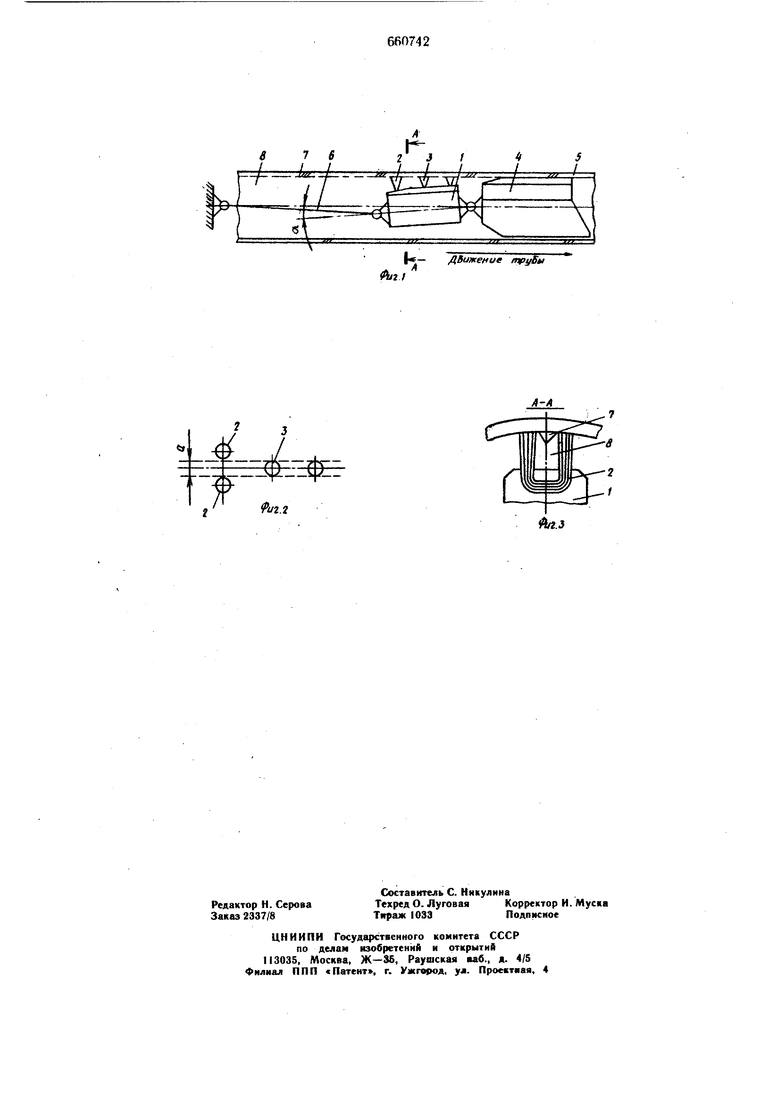
На фиг. 1 изображено устройство для удаления внутреннего грата, общий вид; на фиг. 2 --. схема расположения щеток; на фиг. 3 - разрез А-А на фиг. 1. Устройство для удаления внутреннего грата содержит оправку 1 с закрепленными на ней металлическими проволочными щетками 2 и 3, а также щарнирно соединенный с оправкой корпус 4, в котором размещены рабочий инструмент и гратонасекатель. Свободный конец оправки посредством тяги 5 шарнирно соединен с клетью трубосварочного стана.
На оправке 1 закреплены, по Kpaffiiel мере, три щетки. Щетки 2 расположены с двух сторон нитки грата, расстояние между ними равно щирине грата «а щетка 3 ус$аИовлена на линии грата. Щетки 2 и 3 в направлении линии грата установлены с перекрытием.
Корпус 4 установлен в трубе 5 с натягом, а ось оправки составляет небольшой острый угол с осью тяги 6.
Устройство для удаления внутреннего грата работает следующим образом.
При движении трубы 5 в осевом направленин вправо корпус 4 гратоснимателя в первоначальный момент увлекается трубой и смещается вдоль оси на небольщую величину. Связанная с ним шарнирно оправка .1 в процессе натяжения тяги б поворачивается прижимая проволочные щетки 2, 3 к поверхности трубы. После прижатия щеток ось оправки не совпадает с осью трубы, а составляет с ней острый угол о. Этот угол обеспечивает во время работы прижатие щеток 2 и 3 к обрабатываемой поверхности. Усилие прижатия щеток 2 и 3 будет тем больще, чем больше усилие на тйге б и чем больще угол а.
По мере износа щеток угол наклона оправки будет умеиьщаться.
В процессе движения трубы 5 вправо передние щетки 2 прижимаются к поверхности трубы в околошовной зоне (фиг. 3), с двух сторон от линии грата 7 зачищают эту поверхность от выплесков 8 и одновременно не позволяют поворачиваться когрпусу, т. е. направляют его точно по линии грата.
Поверхности, зачищенные щетками 2, служат в дальнейщем опорой корпусу 4 в верхней части трубы.
Часть выплесков 8, связанная непосредственно с гратом 7 и не срезанная щетками 2, удаляется щеткой 3, установленной на линии грата с перекрытием расстояния между щетками 2..
Срезанные щетками 2 и 3 1выплески металла падают на дно трубы и уносятся нз зоны обработки. Этому способствует сплощной кольцевой зазор между оправкой и тру бой.
Зачищенный таким образом грат насекается и срезается любым из известных способов.
Данное устройство позволяет повысить качество внутренней поверхности трубы путем более полного удаления грата и выплесков, т. к. при изиосе шеток и возможиом уменьшении внутреннего диаметра трубы изменением угла наклона оправки обеспечивают постоянный контакт щеток с обрабатываемой поверхностью.
Формула изобретения
Устройство для удаления внутренйего. грата в электросварных трубах, содержащее корпус с укрепленным на нем рабочим инструментом и оправку с инструментом для удаления выплесков, соединенную с упомянутым корпусом, отличающееся тем, что, с целью повышения качества внутренней поверхности труб путем более полного удаления грата и выплесков, корпус и оправка соединены между собой посредством шарнира, а инструмент для удаления выплесков выполнен в виде щеток.
Источники информации, примятые во внимание при экспертизе
1.Авторское свидетельство СССР № 256721, кл. В 21 С 37/08, 1968.
2.Авторское свидетельство СССР № 202407, кл. В 21 С 37/08, 1966.
движение труВы
f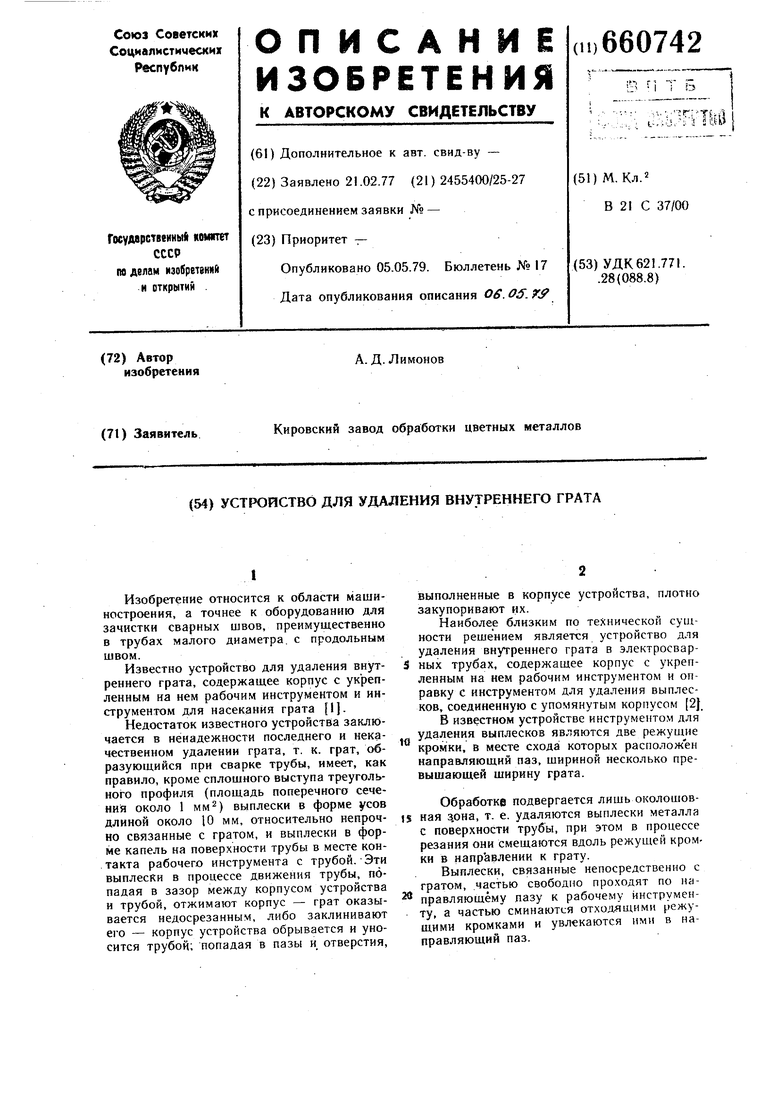
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ СТАН | 1998 |
|
RU2121899C1 |
| Устройство для удаления внутреннего грата с электросварных труб | 1976 |
|
SU707641A1 |
| Устройство для удаления внутреннего грата в сварных трубах | 1976 |
|
SU620300A1 |
| Режущий инструмент для удаления грата | 1982 |
|
SU1348120A1 |
| Сердечник для сварки труб токами высокой частоты | 1975 |
|
SU517343A1 |
| Устройство для удаления внутреннего грата | 1976 |
|
SU656689A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ СРЕЗАННОГО ГРАТА ИЗ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1998 |
|
RU2122476C1 |
| Способ производства высокопрочных электросварных труб | 1980 |
|
SU969758A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1269944A1 |
А-А
.3
