Изобретение относится к области производства труб, в частности на трубоэлектросварочных станах.
Известны станы для производства труб радиочастотной сваркой, включающие скользящие вблизи кромок сформованной полосы токоподводы и сварочную клеть (Матвеев Ю.М., Ружинский М.Б., Ромашов А.А., Халамез Е.М. Технология производства электросварных труб. - М.: Металлургия, 1967, с.85).
Известны также трубоэлектросварочные станы, принятые за прототип, включающие механизм обработки кромок полосы, токоподводы и сварочную клеть (Шевакин Ю. Ф., Глейберг А.З. Производство труб.- М.: Металлургия, 1968, с. 287, 292, 293). Механизм обработки кромок выполнен в виде резцов, срезающих часть металла кромки полосы.
Одним из существенных недостатков таких станов является нестабильное качество сварочного соединения, обусловленное нестабильностью качества подготовки кромок полосы под сварку и электрического контакта между скользящими токоподводами и кромками полосы.
Техническая задача, решаемая изобретением, заключается в повышении качества сварного соединения труб за счет обработки кромок полосы и ее поверхности вблизи кромок.
Поставленная задача решается за счет того, что в трубоэлектросварочном стане, включающем механизм обработки кромок полосы, формовочные и сварочную клети и контактные токоподводы, согласно изобретению, механизм обработки кромок полосы выполнен в виде металлических щеток с шириной рабочей поверхности каждой не менее ширины токоподвода и кольцевых иглофрез, размещенных рабочей поверхностью параллельно плоскости кромок полосы, при этом радиальная ширина рабочей поверхности каждой иглофрезы меньше половины ее наружного радиуса, а зоны обработки кромок полосы расположены на линии, проходящей через середину перпендикулярного к ней среднего радиуса иглофрезы.
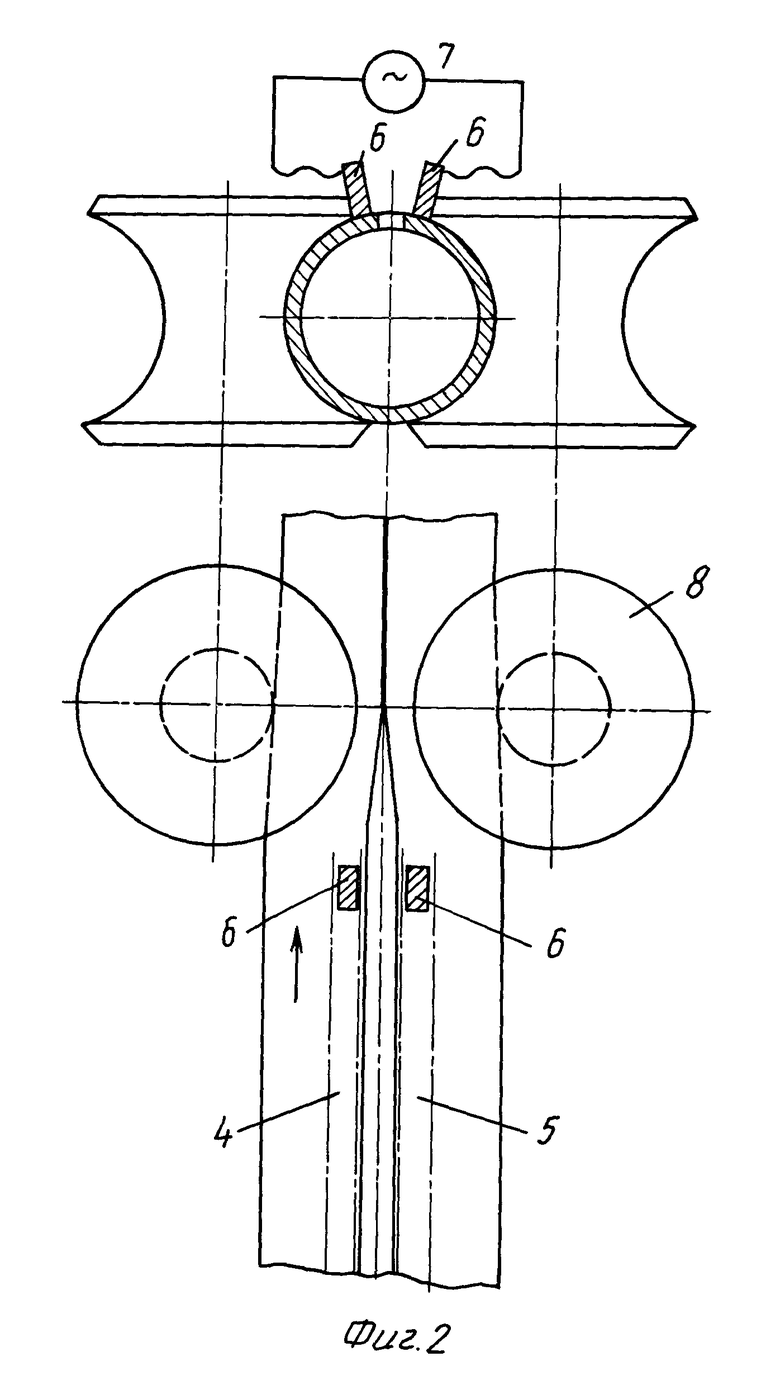
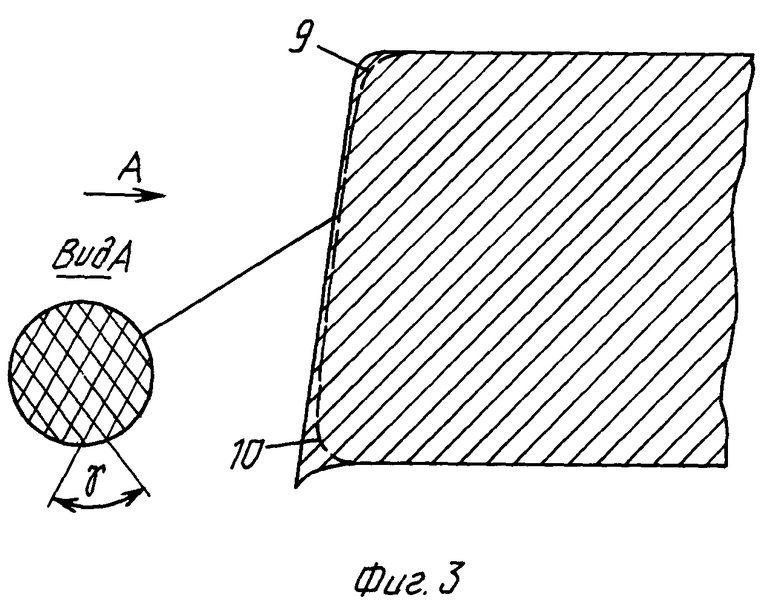
На фиг. 1 приведена схема расположения щетки и кольцевой иглофрезы; на фиг.2 - схема расположения контактных токоподводов на очищенной поверхности; на фиг.3 - геометрия кромки полосы после обработки иглофрезой.
Поступающая на вход формовочных клетей трубоэлектросварочного стана полоса 1 (фиг. 1) проходит через механизм обработки кромок полосы, включающий симметрично расположенные относительно оси полосы кольцевые иглофрезы 2 и металлические щетки 3, имеющие привод осевого вращения. Иглофрезы 2 обрабатывают кромку полосы, щетки 3 - поверхность полосы вблизи кромок 4, 5, по которым после завершения формовки скользят токоподводы 6 сварочного тока от генератора 7 (фиг. 2). Сварочные валки 8 осуществляют сдавливание и сварку кромок. Известно, что состояние поверхности полосы вблизи кромок оказывает существенное влияние на условия подвода сварочного тока через скользящие контакты 3. Из-за наличия остатков окалины и загрязнений наблюдается "бисерное" искрение между контактами и полосой, что нарушает стабильность процесса сварки, приводит к поджогам на теле трубы, снимает стойкость контактов (Матвеев Ю.М., Ружинский М.Б., Ромашов А.А., Халамез Е.М. Технология производства электросварных труб. М.: Металлургия, 1967, с.93). Очистка поверхности полосы вблизи кромок металлическими щетками, ширина рабочей поверхности каждой из которых не менее ширины токоподвода, улучшает условия его работы и способствует устранению указанных выше негативных явлений, что особенно важно при сварке труб с повышенными требованиями к качеству сварного соединения. Выбор ширины рабочей поверхности щетки не менее ширины токоподвода обеспечивает очистку всей контактирующей с токоподводом поверхности полосы. Обработка кромок полосы кольцевыми иглофрезами, радиальная ширина рабочей поверхности каждой из которых меньше половины ее наружного радиуса, а зоны обработки кромок полосы расположены на линии, проходящей через середину, перпендикулярного к ней среднего радиуса иглофрезы, обеспечивает наиболее оптимальные для сварки геометрию кромок и микрорельеф их поверхности. Это связано с тем, что резаная кромка полосы характеризуется специфическими дефектами реза - мелкими "чешуйками" и "иголками", которые при формовке отходят от поверхности кромки и образуют "щетинку". При схождении кромок они образуют для сварочного тока "мостики", сгорают с образованием микродуг, вызывают несинусоидальные броски сварочного тока, ухудшают энергетические параметры колебательного контура сварочной головки. Образовавшиеся капли расплавленного металла, попадая на кромки, ухудшают условия сварки. Подобные же явления имеют место при обработке кромок резцами, в особенности после их притупления и микровыкрашивания, что всегда имеет место на практике уже через несколько минут работы режущей кромки резца после заточки. Обработка иглофрезами позволяет избавиться от упомянутых недостатков. При этом важно направление вектора перемещения иголок иглофрезы в зоне обработки. Как показывает практика, наиболее оптимальным является перемещение иголок иглофрезы под углом α = 140-160o к вектору скорости полосы, причем обработка должна проводиться вначале с одной стороны, например, "сверху-вниз", а потом - с другой стороны - "снизу-вверх". Именно такие движения реализуются при обработке торцевой - кольцевой иглофрезой согласно заявляемому техническому решению (фиг.1). При этом преимущественно обрабатывается "верхняя" грань кромки 9 (фиг. 3) и ее средняя часть. Удаляются заусенцы, "чешуйки", "иголки", грань "заваливается", на среднюю часть кромки наносится микрорельеф в виде сетки наклонных выступов и впадин. При дальнейшем движении полоса обрабатывается игольчатым ворсом среза, движущимся "снизу-вверх" - очищается и "заваливается" нижняя грань кромки 10 (фиг.3), а чистота обработки средней части кромки повышается, устраняются "рванины", образуется микрорельеф в виде сетки пересекающихся выступов и впадин с углом пересечения γ = 50-70o (фиг. 3) - наиболее благоприятный микрорельеф для сварки. Следует отметить, что при резке кромки полосы на дисковых ножницах наблюдаются как отрицательные последствия реза, отмеченные выше: наличие заусенцев "чешуек", "иголок", так и положительное явление - специфическое изменение текстуры кромок полосы в районе реза - искривление концентричных волокон металла, выходящих на кромку под углом 40 - 45o (Шварц В.М., Заборский К.П., Пешков А.М., Коробкин Е. П. Геометрия кромок исходной резаной полосы в качество электросварочных труб. /Производство труб. Тематический отраслевой сборник N 4. - М.: Металлургия, 1978, с.73). При последующей сварке искривления волокон от резки накладываются на искривления от сварки и частично компенсируют их, улучшая текстуру металла в околошовной зоне. Строжка, фрезерование кромок лезвийным инструментом ухудшает благоприятную текстуру резки. Иглофрезерование фрезой устраняет заусенцы от резки полосы, сохраняя при этом текстуру резки. Тем самым повышается качество сварного соединения, уменьшается и становится более однородным по длине внутренней грат. Таким образом, в результате обработки иглофрезами формируется наиболее благоприятная для сварки геометрия кромок - с "заваленными" гранями, оптимальным микрорельефом поверхности и благоприятной текстурой металла в околошовной зоне. Если иглофреза размещается зонами обработки на линии, проходящей ближе к ее периферии, то это приводит к недостаточной обработке граней кромки, так как иголки фрезы преимущественно скользят вдоль них. Если линия, проходящая через зоны обработки, расположена ближе к оси иглофрезы, то это приводит к образованию заусенцев от иглофрезерования и, как следствие, к нарушению оптимального режима сварки.
Таким образом, предлагаемое техническое решение позволяет повысить качество сварного соединения труб за счет повышения стабильности процесса сварки, уменьшения загрязнения зоны шва примесями, улучшения текстуры околошовной зоны, а следовательно, улучшения физико-механических свойств сварного соединения.
Заявляемое техническое решение опробовано при сварке труб ответственного назначения размером 112 х 7,0 мм из стали 22ГЮ. При последующем холодном волочением труб не наблюдалось разрушения сварочного соединения, в 3-4 раза уменьшилось образование "складок" в зоне шва и уменьшалась их глубина. Складки глубиной более 0,3 мм устранены полностью. За счет повышения однородности внутреннего грата в 2-3 раза уменьшился объем стружки, снимаемой внутренним гратоснимателем, что привело к повышению в 1,7-2 раза стойкости резцов. Кроме того, была снижена величина припуска металла под последующую механическую обработку кромок.
Таким образом, заявляемое техническое решение позволило существенно повысить качество сварного соединения труб ответственного назначения, в частности, подвергаемых при последующих технологических операциях холодному переделу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ ГОРЯЧЕКАТАНОГО ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2175900C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| СПОСОБ СВАРКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2135317C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ СВАРНЫХ ТРУБ | 2000 |
|
RU2170633C1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ СТАН | 1999 |
|
RU2151659C1 |
| Способ изготовления электросварных прямошовных труб | 2021 |
|
RU2763696C1 |
| Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах | 2018 |
|
RU2677558C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 1997 |
|
RU2119837C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ | 2006 |
|
RU2304477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2571298C2 |
Изобретение относится к области производства труб, в частности на трубоэлектросварочных станах. Трубоэлектросварочный стан содержит механизм обработки кромок полосы, формовочные и сварочную клети и контактные токоподводы. Механизм обработки кромок полосы выполнен в виде металлических щеток с шириной рабочей поверхности каждой не менее ширины токоподвода и кольцевых иглофрез, размещенных рабочей поверхностью параллельно плоскости кромок полосы. При этом радиальная ширина рабочей поверхности каждой иглофрезы меньше половины ее наружного радиуса, а зоны обработки кромок полосы расположены на линии, проходящей через середину перпендикулярного к ней среднего радиуса иглофрезы. Устройство обеспечивает повышение качества сварного соединения труб. 3 ил.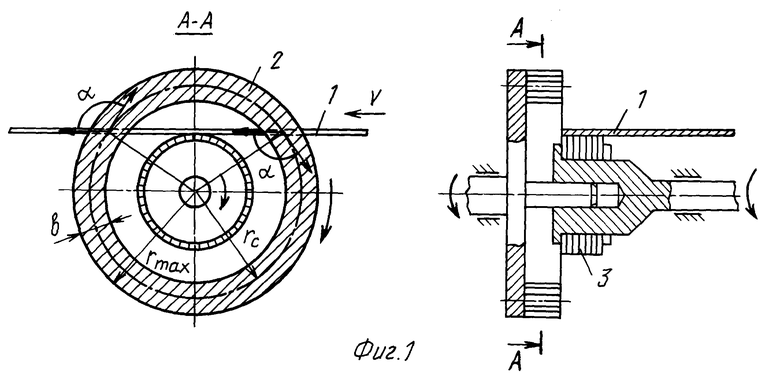
Трубоэлектросварочный стан, включающий механизм обработки кромок полосы, формовочные и сварочную клети и контактные токоподводы, отличающийся тем, что механизм обработки кромок полосы выполнен в виде металлических щеток с шириной рабочей поверхности каждой не менее ширины токоподвода и кольцевых иглофрез, размещенных рабочей поверхностью параллельно плоскости кромок полосы, при этом радиальная ширина рабочей поверхности каждой иглофрезы меньше половины ее наружного радиуса, а зоны обработки кромок полосы расположены на линии, проходящей через середину перпендикулярного к ней среднего радиуса иглофрезы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Поточная линия для производства сварных термоупрочненных труб | 1977 |
|
SU659222A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ производства сварных труб большого диаметра | 1984 |
|
SU1224035A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| GB, 1342990, 09.01.74 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| DE 3105351 A1, 17.12.81 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| GB 1039409, 17.08.66. | |||
