1
Изобретение относится к области производства электросварных труб.
Известен сердечник для высокочастотной сварки сопротивлением труб, содержащий смонтированную на держателе направляющую втулку с кожухом, в котором соосно с ней. установлена штанга с насаженными на нее ферритами и заглущкой, которая центрирует сердечник относительно внутренней поверхности трубы. Наружная поверхность заглушки снабжена продольными пазами для прохождения охлаладающей жидкости.
Такое выполнение системы охлаждения приводит к тому, что части сердечника, находящиеся в зоне сварки, подвергаются воздействию выплеска, состоящего из металлических или окисных частиц и вылетающего со значительной силой из зоны сварки под действием электрОМагнитных сил. Эти частицы попадают на незащищенные части сердечника, прилипают к ним, затвердевают и образуют наслоения, величина которых быстро растет, в результате чего процесс сварки прерывается.
С целью стабилизации процесса сварки за счет применения направленного потока жидкости, охлаждающей штангу, в предложенном устройстве на поверхности отверстия заглушки выполнена коническая «анав-ка с вершиной конуса, направленной в сторону выхода штанги. Выполнение па з-утрсгитеп повсрх ;ост11 заглушки конической канавки и размещение последней непосредстьенпо на;., шталгой при направлении конуса канавки в сторону выхода штанги из сердечника обес гечпвает создание на иоверлносги штакгп, обращенпой к зоне сварки, жидкостной завесы, которая препятствует налипанию па штангу выплески и тем самым обеспечивает стабггльныГ пр-гп-цссс сварки .
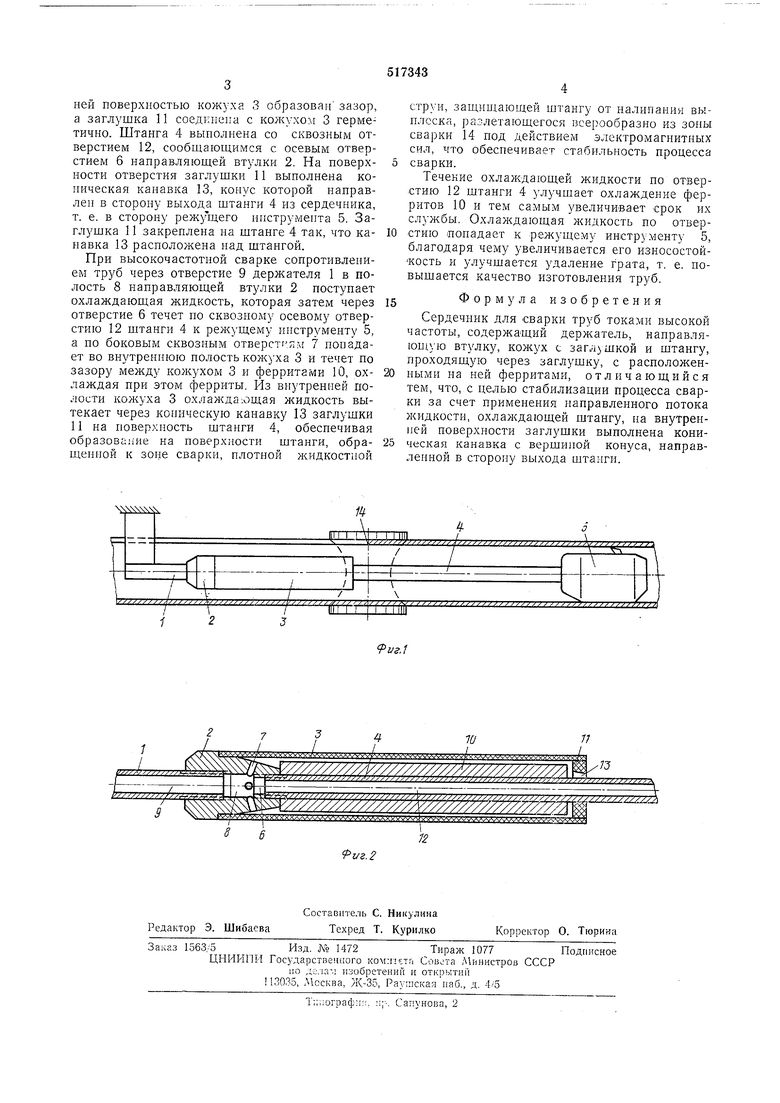
На фиг. 1 показана .1аи труба, внутри которой устамовлеп сердечник для высокочастотной сварки сопрот1 В. труб с режущ,;м инстру юптом, продольны;: осеней ра:з|А::5; на фиг. 2 - пшк, tip:)..
На держателе 1 С ан:::и,:е:
втулка с кожухом 3. Штачга
ОД::
цом укренлепа в ::aHpai3J; :ioiuefi втулке 2. На
другом конце штанги 4 смоитироза; режущнй инструмеит 5 для удаления внутреннего грата. Направляющая втулка 2 имеет осевое отверстие 6 и сквозные боковые отверстня 7, которые сообщаются с впутреыи-ей полостью 8
и осевым отверстием 9 .-ержателя 1. На укрепленном в иаправляющеп втулке 2 ;;:о1тте штанги 4 насажены ферриты 10 ;: -;пг.;ушка 11 так, что фечриты I заглунка paa ienie-ih во внутренней полост кож/ха 3. Гричем рлежду маружпой новерхпостью феррптои 10 :; знхтренней поверхностью кожуха 3 образован зазор, а заглушка 11 соедкнепа с кожухолг 3 герметично. Штанга 4 выполнена со сквозным отверстием 12, сообщающимся с осевым отверстием 6 направляющей втулки 2. На поверхности отверстия заглущки 11 выполнена коническая канавка 13, конус которой направлен в сторону выхода щтанги 4 из сердечника, т. е. в сторону режущего инструмента 5. Заглущка 11 закреплена на штанге 4 так, что канавка 13 расположена над штангой.
При высокочастотной сварке сопротивлением труб через отверстие 9 держателя 1 в полость 8 направляющей втзлки 2 поступает охлаждающая жидкость, которая затем через отверстие 6 течет по сквозному осевому отверстию 12 щтанги 4 к режущему инструменту 5, а по боковым сквозным отверстиям 7 попадает во внутреннюю полость кожуха 3 и течет по зазору между 3 и ферритами 10, охлаждая при этом ферриты. Из внутренней полости кожуха 3 охлажда;ощая жидкость вытекает через коническую канавку 13 заглушки 11 на поверхность щтанги 4, обеспечивая образование на поверхности щтанги, обращеиной к зоне сварки, плотной жидкостной
струн, защищающей щтангу от налипания выплеска, разлетающегося веерообразно из зоны сварки 14 под действием электромагнитных сил, что обеспечивает стабильность процесса сварки.
Течение охлаждающей жидкости по отверстию 12 щтанги 4 улучщает охлаждение ферритов 10 и тем самым увеличивает срок их службы. Охлаждающая л идкость по отверстию попадает к режущему инструменту 5, благодаря чему увеличивается его износостойкость и улучшается удаление грата, т. е. новышается качество изготовления труб.
Формула изобретения
Сердечник для сварки труб токами высокой частоты, содержащий держатель, направляюн1ую втулку, кожух с заглушкой и щтангу, проходящую через заглущку, с расположенными на ней ферритами, отличающийся тем, что, с целью стабилизации процесса сварки за счет применения направленного потока жидкости, охлаждающей штангу, на внутренней поверхности заглушки выполнена коническая канавка с верщиной конуса, направленной в сторону выхода щтанги.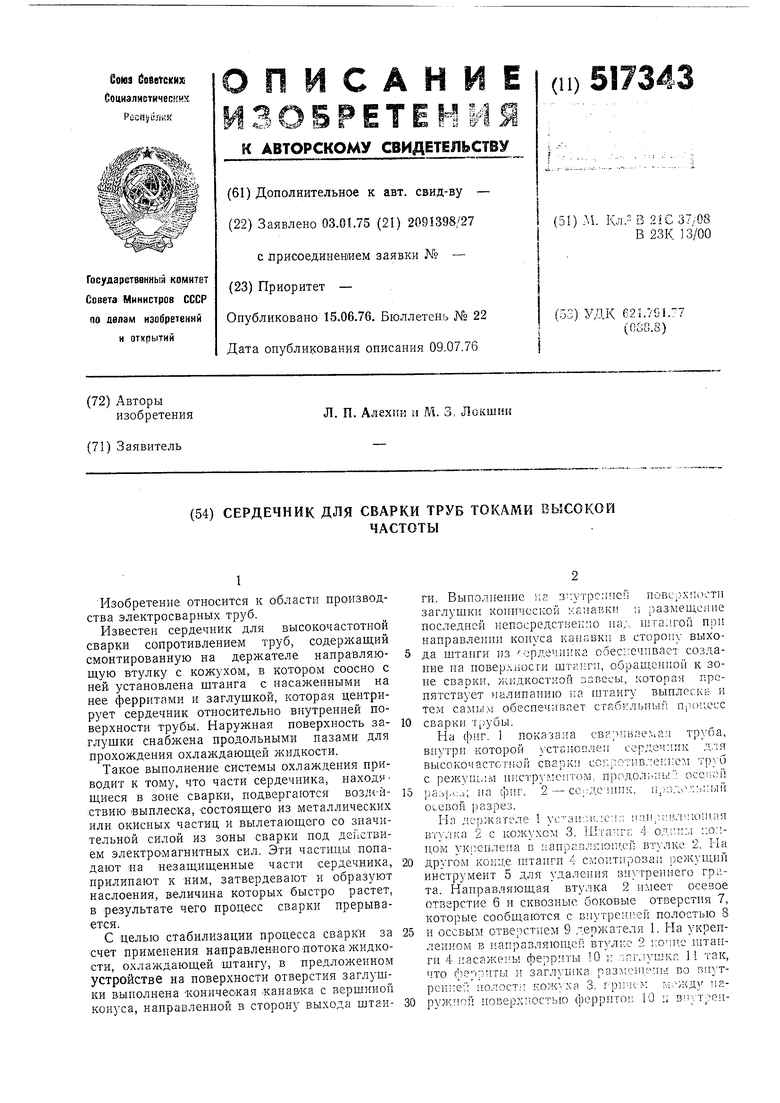
| название | год | авторы | номер документа |
|---|---|---|---|
| Сердечник для радиочастотной сварки прямошовных труб | 1981 |
|
SU1007877A1 |
| Устройство для удаления внутреннего грата | 1979 |
|
SU988401A2 |
| Внутренняя штанга для сварки прямошовных труб | 1974 |
|
SU546408A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| Устройство для удаления внутреннего грата | 1976 |
|
SU940887A1 |
| Устройство для удаления внутреннего грата в сварных трубах | 1976 |
|
SU620300A1 |
| Способ добычи жидкости и газа из скважины и скважинный штанговый насос для его осуществления | 2002 |
|
RU2225502C1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
| Устройство для сборки и сварки неповоротных кольцевых стыков | 1978 |
|
SU749601A1 |
| Устройство для высокочастотной сварки труб из нержавеющих сталей | 1988 |
|
SU1540888A1 |
