Изобретение относится к устройствам для изготовления армированных профильных изделий из волокнистых материалов, оно может найти применение при изготовлении погонажных, конструкционных и др. изделий.
Известно устройство для изготовления профильных изделий из волокнистых материалов, содержаш.ее отжимные ролики и набор фильер постоянного сечения 1. Однако в этом устройстве отжимные ролики неточно и неравномерно регулируют отжим связующего, так как зазор между роликами не является замкнутым контуром. Другим недостатком устройства является наличие набора фильер и tfx постоянное сечение, поскольку для получения изделий другого сечения требуется замена фильер, кроме того, невозможна регулировка размера сечения фильер по мере их износа, что также требует их замены.
Известно устройство для изготовления профильных изделий из волокнистого материала методом протяжки, содержащее смонтированный в корпусе узел формования 2. Получение профильных изделий иного сечения или износ фильеры требует демоитажа
и замены этой фильеры фильерой аналогичного или другого сечения.
Цель изобретения - упрощение процесса переналадки устройства при изготовлении изделий различных типоразмеров. Поставленная цель достигается тем, что узел формования выполнен в виде ирисовой диафрагмы.
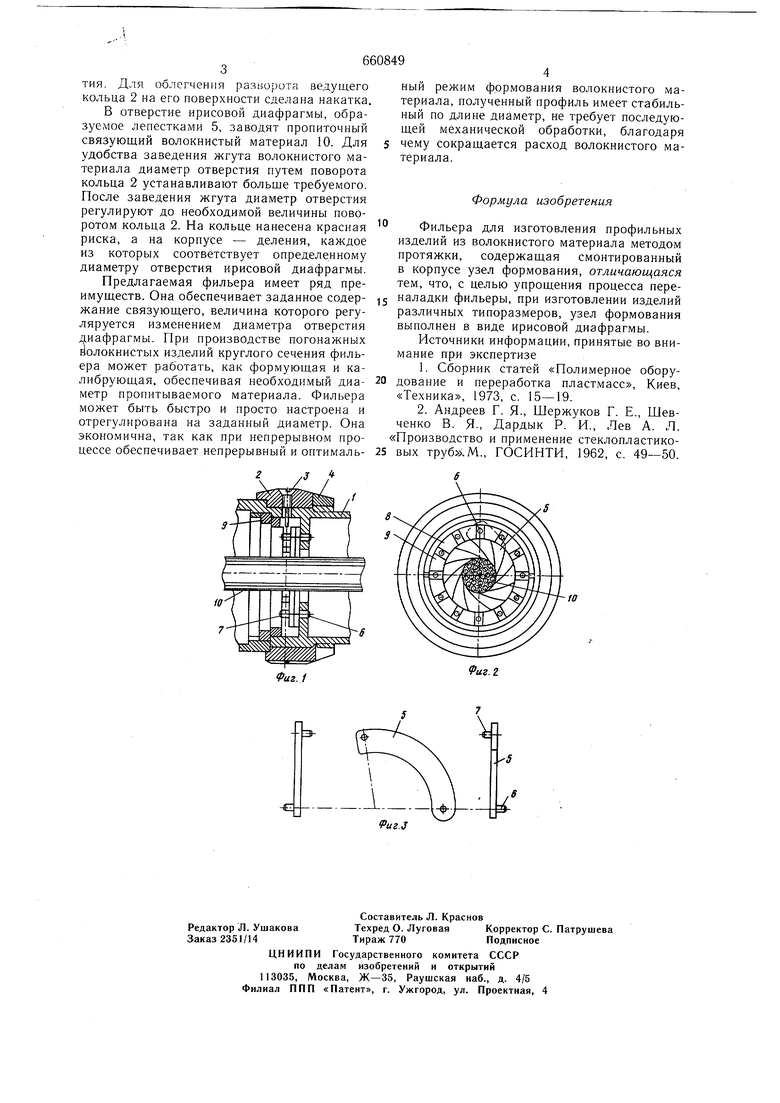
На фиг. 1 изображена предлагаемая фильера, вид сбоку; на фиг. 2 - то же, вид спереди; на фиг. 3 - конструкция лепестка ирисовой диафрагмы.
Фильера содержит установленные на корпусе 1 ведущее кольцо 2 с фиксирующим винтом 3, кольцо 4 с резьбой, лепес- ки 5 со штифтами 6, входящими в отверстие корпуса , и со штифтами 7, входящими в пазы коронки 8, которая связана при помощи храповика с винтом 3. Коронка 8 удерживается кольцом 9.
Фильера работает следуюиип образом.
Диаметр отверстия для протяжки мпк-риала изменяют поворотом ведущего коль ца 2, при этом храповик винта 3 повора чивает коронку 8, которая перемещает лепестки 5 и соответственно уменьшает или увеличивает диаметр центрального отверстия. Для облегчения разворота ведущего кольца 2 на его поверхности сделана накатка. В отверстие ирисовой диафрагмы, образуемое лепестками 5, заводят пропиточный связующий волокнистый материал 10. Для s удобства заведения жгута волокнистого материала диаметр отверстия путем поворота кольца 2 устанавливают больще требуемого. После заве/аения жгута диаметр отверстия регулируют до необходимой величины поворото.м кольца 2. На кольце нанесена красная риска, а на корпусе - деления, каждое из которых соответствует определенному диаметру отверстия ирисовой диафрагмы. Предлагаемая фильера имеет ряд преимуществ. Она обеспечивает заданное содер- 5 жание связующего, величина которого регуляруется изменение.м диаметра отверстия диафрагмы. При производстве погонажных олокнистых изделий круглого сечения фильера может работать, как формующая и калибрующая, обеспечивая необходимый диа- 20 метр пропитываемого материала. Фильера может быть быстро и просто настроена и отрегулирована на заданный диаметр. Она экономична, так как при непрерывном процессе обеспечивает непрерывный и оптималь- 25
Фаг.1
10
.г.г
Риг.З ный режим формования волокнистого материала, полученный профиль имеет стабильный по длине диаметр, не требует последующей механической обработки, благодаря чему сокращается расход волокнистого материала. Формула изобретения Фильера для изготовления профильных изделий из волокнистого материала методом протяжки, содержащая смонтированный в корпусе узел формования, отличающаяся тем, что, с целью упрощения процесса переналадки фильеры, при изготовлении изделий различных типоразмеров, узел формования выполнен в виде ирисовой диафрагмы, Источники информации, принятые во внимание при экспертизе 1. Сборник статей «Полимерное оборудование и переработка пластмасс, Киев, «Техника, 1973, с. 15-19. 2. Андреев Г. Я., Шержуков Г. Е., Шевченко В. Я., Дардык Р. И., Лев А. Л. Производство и применение стеклопластиковых труб.М., ГОСИНТИ, 1962, с. 49-50.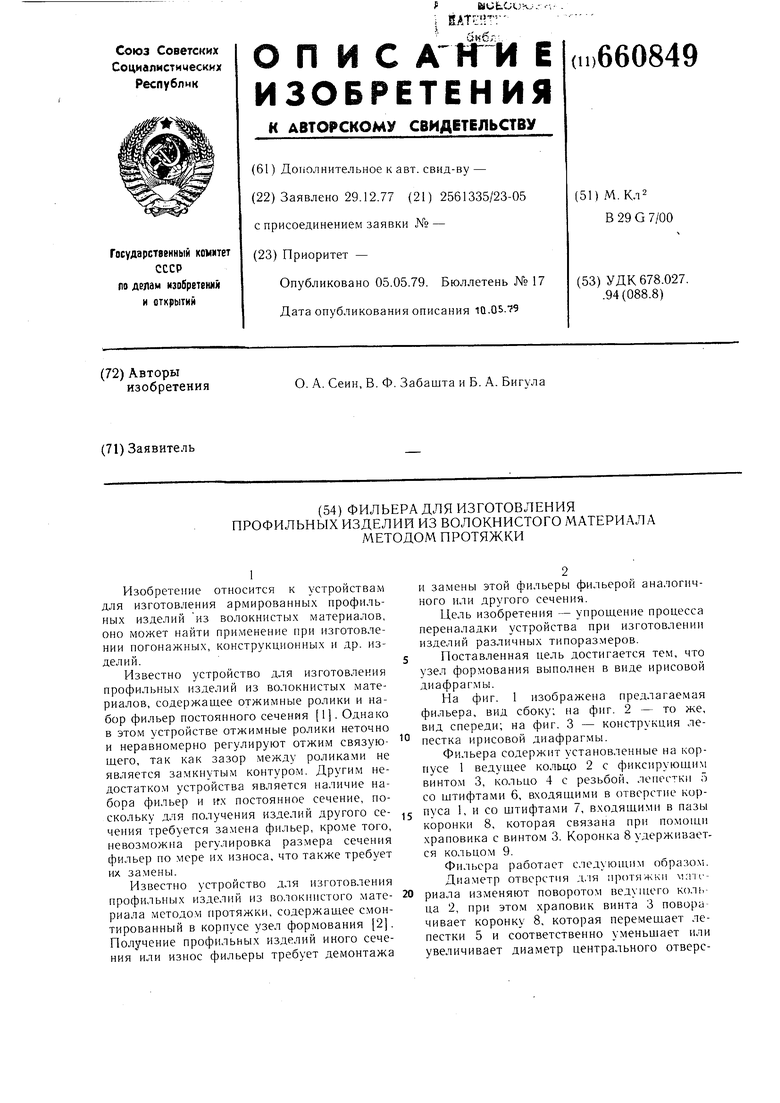
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2210501C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ НАПОЛНЕННЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2112649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2505403C1 |
| Способ изготовления стеклопластиковой арматуры и устройство для его осуществления | 1980 |
|
SU937207A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ НАПОЛНЕННЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2152307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2133670C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2336169C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2345889C1 |
| Устройство для пропитки и отжима однонаправленных волокнистых композиционных материалов | 1990 |
|
SU1792838A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
