Изобретение относится к промышленности строительных материалов и может быть использовано в стекольной промышленности при получении гнутых изделий, работающих в инфракрасной области. По основному aiBT. св. № 881017 , известен способ изготовления гнутых изделий из стекла, включающий размещение заготовки в печь в разогретой форме, иа.гревание и изгибание. Размещение заготовкой стекла в форме осуществляют в н агретую печь с посяе дукнцим нагреванием заготовки до УСтановления температуры в печи на 110 выше температуры размягчения стекла со скоростью не менее 100 С в минуту. Известный способ позволяет получать гнутые заготовки из кальций алюминатных и кальцийгалатных. стеко с малой степенью поверхностной кристаллизации, что обеспечивает их применение в. качестве и.делий, работающих в инфракрасной области спектра L Однакоизвестный спЪсоб не обеспечивает высокого качества гнутых заготовок стекла из-за появления дефектрв на их поверхности от контакта с формой. Это объясняется тем, что известный способ не обеспечивает вое производи1иих результатов нагревания заготовок перед их изгибанием до величины вязкости, при которой протекает процесс изгибания без повреждения поверхности заготовок от контакта с формой или формующих элементов.Действительно, так как стекло не является однородным материалом как по химическому составу, так и по физическим параметрам, его свойства но- сят статический характер и изменяются от одной заготовки к другой в некотором диапазоне конкретных величин, В известном способе не определен момент времени для изгибания заготовок, поэтому в каждом конкретном случаене воспроизводится одна и та же величина, вязкости для каждой заготовки в момент ее изгибания. Следовательно, в известном способе возможны случаи перегрева или недогрева заготовок стекла, В первом случае величина вязкости стекла будет меньше, чем это необходимо для его изгибания, например, под воздействием вакуума, и оно сильно повреждается от контакта с формой (прилипание к форме, вмятины, отлипы и т.п. дефекты). Во втором случае величина вязкости стекла будет больше, чем это необходимо для его изгибания, т.е. оно еще не перейдет в вязкотекучее состояние и при изгибании под давлением разрушается. На практ ке, чтобы исключить случаи paspyujeния заготовок при изгибании под дав лением, их обычно перегревают и тем самым значительно повреждают поверх ность заготовок. Кроме того, при перегреве заготовок из стекол с повышенной склонностью к кристаллизации и с коротким интервалом температур размягчения, например кальцийалюминатных или кальцийгалатных, значительно повышается степень их поверхностной кристаллизации. Важную роль в, определении момента изгибания заготовок стекол играют также их геометрические параметры, т.е. конкретные величины толщины и, например, диаметра в случае изгибания круглой заготовки. Эти параметры изменяются от одной заготовки к другой в пределах-допуска при механичес кой обработке в процессе их изготовления. Указанный способ не учитывает фактора невоспроизводимости геометрических параметров заготовок. В то же время эти параметры, так же как и неоднородность их химического состава, регламентируют время нагревания заготовок в печи перед изгибанием, так как в зависимости от них не. обходимо- различное время для достижения одной и той же величины вязкос ти заготовок, необходимой и достаточ ной для процесса их изгибания. Цель изобретения - повышение качества изделий путем обеспечения возможности учета неоднородности состава заготовок и ИА фактических геометрических параметров, а также путем снижения степени поверхностной кристаллизации стекла. Поставленная цель достигается тем что согласно способу изготовления гнутых изделий из стекла осуществляют замер электропроводности заготовок, а изгибание последних проводят в момент ее скачкообразного возраста ния. Изгибание заготовок в момент скач кообразното возрастания электропроводности последних позволяет подобрать для каждой заготовки стекла про должительность нагревания, обеспечивающую получение гнутых заготовок с бездефектной поверхностью, так как устранено влияние неоднородности со става и невоспроизводимости геометри ческих параметров плоских заготовок стекла на качество гнутых заготовок. При этом изменение продолжительности нагревания заготовок стекол осуществляют в пределах интервала размягчения стекла. Это позволяет получить гнутые заготовки из стекол с повышенной склонностью к кристаллизации и с коротким интервалом температур размягчения, например кальцкЛалюминатных и кальцийгалатных, с малой степенью поверхностной кристаллизации, что позволяет использовать их в качестве изделий, работающих в инфракрасной области спектра, с меньшими затратами при механической обработке гнутых заготовок при получении оптических изделий. Операции совершают в следующем порядке. Разогревают форму, находящуюся в печи, до температуры на 140-160с превЕЛшающую температуру размягчения стекла, предназначенного дл-я изгибания. На верхней части формы устанавливают два контактных электрода. Контактные электроды подсоединяют в электрическую цепь через электроизмерительный прибор одним из извест-, ных способов. С помощью механического привода открывают печь, и размещают заготовку стекла на форму, после чего печь закрывают. Нагревают заготовку стекла, расположенную на форме с контактными электродами и соприкасающуюся с ними, до установления температуры в печи на 110-1ЗО С выше температуры размягчения стекла со скоростью не менее в минуту. По мере нагревания заготовки стекла в печи она начинает пропускать электрический ток между двумя электродами, установленными на форме. Электроизмерительный прибор, например милли-iамперметр, регистрирует изменение электропроводности заготовки стекла. При нагревании заготовки стекла до интервала размягчения стекла ее электропроводность резко возрастает, что фиксируется электроизмерительным прибором. В этот момент на заготовку стекла прилагают давление, например, с помощью вакуума и изгибают до заданной кривизны, определяемой- формой. Конкретные величины электропроводности заготовок стекол по мере их нагревания в печи и величины электропроводности зависят от фактических геометрических параметров заготовок и химического состава стекла. Время изгибания определяется весом заготовки и конфигурацией формы. Далее отключают печь и отжигают гнутую заготовку стекла. При температуре в печи 60вО с заготовку стекла вынимают из формы и передают на последующие операции холодной обработки (шлифовка и полировка поверхности) для получения изделия. Пример 1, Необходимо получить нутую заготовку стекла, со сферичесой кривизной поверхности с радиусом ривизны 130 мм, максимальной стреой прогиба 100 мм, толщиной 9 мм
для изготовления изделия, работающего в инфракрасной оьласти спектра. Применяют плоскую-заготовку диаметром (250±0,2) мм, толщиной (10+ ±0,2) мм из кальцийалюминатного стекла, имеющего температуру размягчения . Используют, Форму из кварцевой керамики с двумя контактными электродами, выполненными из никелевой ленты и установленными на верхней части формы в .ее взаимно про тивоположных сторонах. Контактные электроды соединены в электрическую цепь постоянного тока с напряжением 30 В через миллиамперметр. Разогревают печь с расположенной на ее поду формой и установленными на ней двумя контактными электродами до температуры (930+10) и полного прогрева печи иформы. Открывают под печи с расположенной на нем формой механическйм приводом в течение 3-5 с, и размещают плоскую заготовку стекла на форму с. двумя контактными, электродами в течение 10-20 с, после чего закрывают под печи в течение 4-6 с. Нагревают заготовку стекла, расположенную на форме и соприкасающуюся с двумя контактными электродами, до установления температуры в пе;чи (9004 +, 10)С со скоростью в минуту,7 т.е. за 7 мин 18 с, и выдерживают печь при этой температуре. После рагмещения заготовки стекла на форме в печи наблюдают за показаниями миллиамперметра.
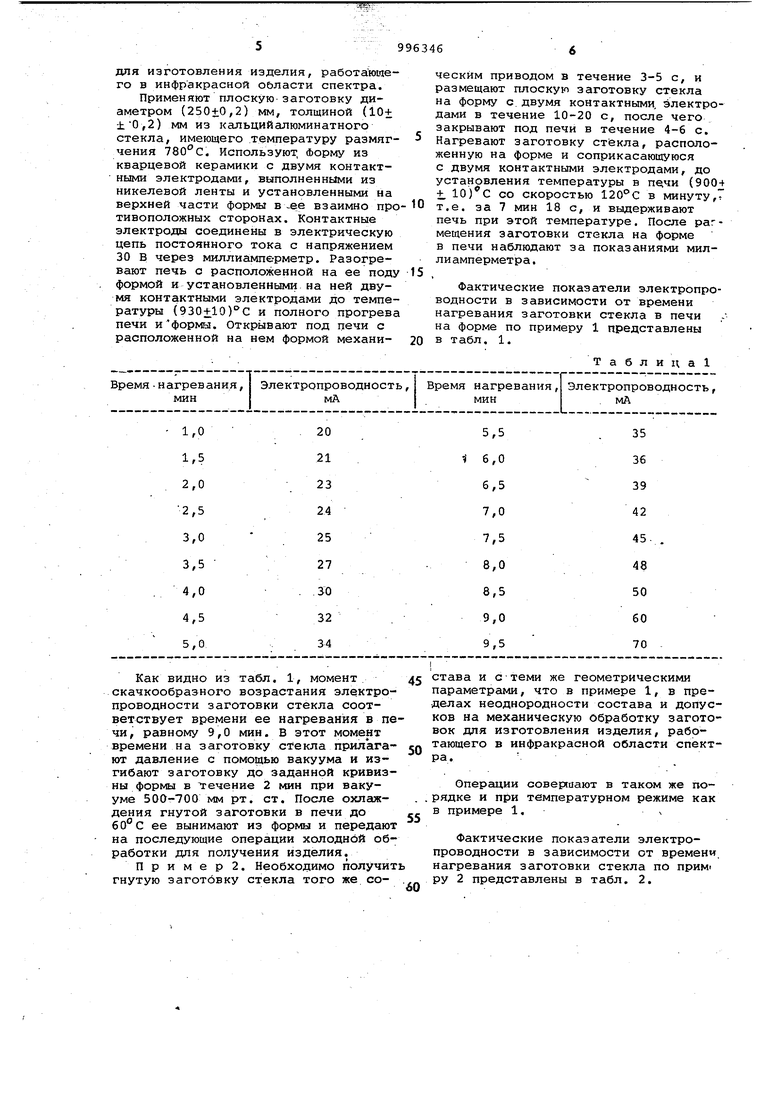
Фактические показатели электропроводности в зависимости от времени нагревания заготовки стекла в печи на форме по примеру 1 представлены в табл. 1.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых изделий из стекла | 1980 |
|
SU881017A1 |
| Способ изготовления гнутых изделий из стекла | 1982 |
|
SU1087476A1 |
| Способ изготовления гнутых изделий из стекла | 1981 |
|
SU962224A2 |
| Способ изготовления гнутых изделий из стекла | 1982 |
|
SU1043120A2 |
| Способ изготовления гнутых изделий из стекла | 1987 |
|
SU1426954A2 |
| Устройство регулирования процессом моллирования стеклозаготовок на форме | 1981 |
|
SU969686A1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2014 |
|
RU2560021C1 |
| Способ переформования листового стекла | 1976 |
|
SU660946A1 |
| Форма для моллирования листовогоСТЕКлА | 1979 |
|
SU814907A1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2345000C2 |
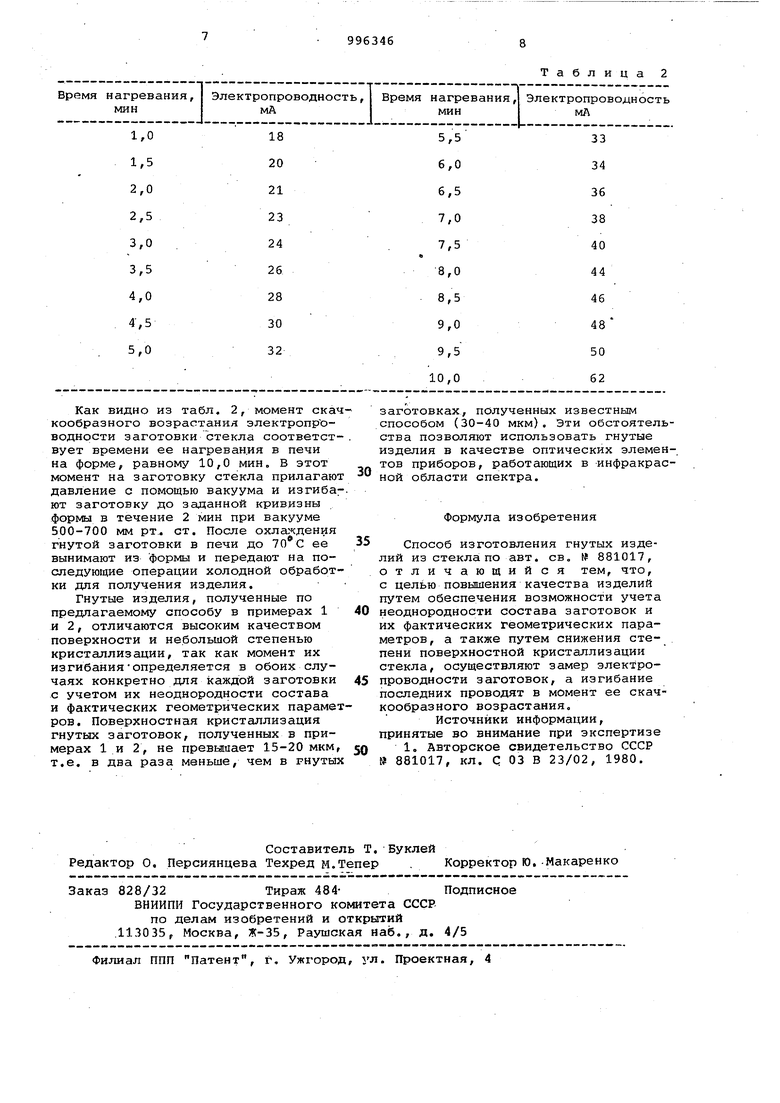
Как видно из табл. 1, момент скачкообразного возрастания электропроводности заготовки стекла соответствует времени ее нагревания в пе чи, равному 9,0 мин. В этот момент времени на заготовку стекла прилагают давление с помощью вакуума и изгибают заготовку до заданной кривизны формы в тгечение 2 мин при вакууме 500-700 мм рт. ст. После охлаждения гнутой заготовки в печи до 60° С ее вынимают из формы и передают на последующие операции холодной обработки для получения изделия. П р и м е р 2. Необходимо получит гнутую заготовку стекла того же состава и стеми же геометрическими параметрами, что в примере 1, в пределах неоднородности состава и допусков на механическую Обработку заготовок для изготовления изделия, работающего в инфракрасной области спектра. - Операции совершают в таком же порядке и при температурном режиме как в примере 1.ч Фактические показатели электропроводности в зависимости от времени, нагревания заготовки стекла по прим ру 2 представлены в табл. 2. Время
Как видно из табл. 2, момент скачкообразного возрастанил электропроводности заготовки стекла соответствует времени ее нагревания в печи на форме, равному 10,0 мин, В этот момент на заготовку стекла прилагают давление с помощью вакуума и изгибают заготовку до заданной кривизны формы в течение 2 мин при вакууме 500-700 мм рт. ст. После охлаждения гнутой заготовки в печи до ее вынимают из формы и передают на последующие операции холодной обработки для получения изделия.
Гнутые изделия, полученные по предлагаемому способу в примерах 1 и 2, отличаются высоким качеством поверхности и небольшой степенью кристаллизации, так как момент их изгибанияопределяется в обоих случаях конкретно для каждой заготовки с учетом их неоднородности состава и фактических геометрических параметров. Поверхностная кристаллизация гнутых заготовок, полученных в примерах 1 и 2, не превыгиает 15-20 мкм, т.е. в два раза меньше, чем в гнутых
заготовках, полученных известным способом (30-40 мкм). Эти обстоятельства позволяют использовать гнутые изделия в качестве оптических элементов приборов, работающих в инфракрасной области спектра.
Формула изобретения
Способ изготовления гнутых изделий из стекла по авт. св. № 881017, отличающийся тем, что, с целью повышения качества изделий путем обеспечения возможности учета
неоднородности состава заготовок и их фактических геометрических параметров , а также путем снижения степени поверхностной кристаллизации стекла, осуществляют замер электропроводности заготовок, а изгибание последних проводят в момент ее скачкообразного возрастания.
Источники информации, принятые во внимание при экспертизе
1 Авторское свидетельство СССР 881017, кл. q 03 В 23/02, 1980. нагревания, Электропроводность, Время нагревания, Электропроводность мин I мАминмА лица
