Изобретение относится к промышле ност.и стройматериалов, в частности к ..изготовлению гнутого стекла, и может быть использовано в стекольной промышпенностн при получении гнутых изделий сложной кривизны, включая сферическую. По Основному авт. св. № 962224 излестен способ изготовления гнутых изделий ИЗ стекла, включающий размещение заготрвки в нагретую печь, нагревание заготовки до установления темцературы в печи на 110-130°С выше температуры размягчения стекла со скоростью не менее 100°С в минуту и изгибание, а изгибание заготовки про изводят на форме с радиусом кривизны 1,2-1,6 заданного для изделий, а после изгибания осуществляют перемещение заготовок в форму с радиусом кривизны, заданным изделию, с последующи| и дополнительными нагреванием и изгибанием ij . Недостатком известного способа является .то,, что .срок эксплуатации формы с радиусом кривизны, заданным изделию, невелик из-за быстрого ее ра.зрушения и непригодности к дальней шей эксплуатации. Это объясняется тем, что после перемещения гнутой заготовки на форму с заданным издели радиусом кривизны и при дополнитель.ном ее нагревании, заготовка стекла начинает расширяться и, вследствие этого, разрушать форму.Так как коэффициент линейного расширения неорганических стекол находится в пределах ()10 , а керамических форм приблизительно на порядок меньше, то на края формы действует значительная сила, которая разрушает форму. Использование форм моллирования из керамики с коэффициентом линейного рас ширения меньшим, чем у изгибаемых стекол, обязательно, так как в противном случае, например при использовании металлических или чугунных форм с коэффициентом линейного расши рения большим, чем у изгибаемых стекол, происходит разрушение гнутых заготовок стекла в процессе их отжига,, т.ак как они зажимаются формой, что особенно ярко проявляется при из готовлении полусферических заготовок стекла. Разрушение полусферических форм с радиусом кривизны, заданным изделию, особенно часто происходит при изгибании заготовок с большими геометрическими параметрами, так как в этом случае большой вес заготовок приводит к их заклиниванию в , а большие линейные размеры приводят к значительному линейному расширению в процессе дополнительного нагреван заготовок. Поэтому разрупюние форм с рсшиусом кривизны, заданным издеЛИЮ, происходит после 2-3 циклов моллирования. Кроме того, разрушение формы приводит к значительному искривлению поверхности заготовки стекла,, н ходящейся в ней, что, в конечном счете, приводит к увеличению процента брака изделий. Цель изобретения - повшаение срока службы формы с радиусом кривизны, задан.ным изделию. Поставленная цель достигг ется тем, что согласно способу изготовления гнутых изделий из стекла между формой и заготовкой перед дополнительным нагревом помещают жгут из жаростойкой ткани, который перед допол- . нительным изгибанием заготовки удаЛЯ1рТ.Изготовление гнутых язделий из стекла по предлагаемому способу обеспечивает увеличение срока службы формы с радиусом кривизньа, заданным изделию. Это объясняется тем, что при осуществлении предлагаемого способа практически исключается влияние разности коэффициентов линейного расширения изгибаемого неорганического стекла и материала формы, на разрушение форйы с радиусом кривизны, задан.ным изделию, так как при расширении заготовки стекла она воздействует не непосредственно на края формь, а на упругий жгут из жаростойкой ткани, например стеклоткани. На чертеже приведена заготовка стекла. Заготовка 1 стекла расположена на жгуте 2 из жаростойкой ткани, находящемся в керамической .форме 3 с радиусом кривизны, заданным изде- , ЛИЮ, с отверстием 4 для создания вакуума в форме. Операции совершают в следующем порядке. Разогревают форму (не показана) с радиусом кривизны 1,2-1,6 заданного для изделия, находящуюся на поду печи до температуры на l O-ieO C превышающую температуру размягчения стекла, предназначенного для изгибания. Открывают под печи и размещают плоскую заготовку стекла с заданными геометрическими параметрами на форму с радиусом кривизны 1,2-1,6 заданного для изделия. Закрывают под печи и нагревают плоскую заготовку стекла, расположенную на фоме, до установлё,ния температуры в печи на 110-130 с выше температуры размягчения стекла со скоростью не менее 100°СЬ минуту. При достижении указанной температуры осуиествляют изгибание плоской зйГотовки стекла с помощью вакуума. Открыванхг под печии охлаждают гнутую | заготовку. Гнутую заготовку 1 стёкла полученную на форме с радиусом кривизны в пределах 1,2-1,6 заданного для изделия, перемещают в разогретую форму 3, расположеннную на поду печи. Предварительно в форме 3 размещают жгут 2 из жаростойкой ткани. Предпочтительно, «чтобы длина жгута была достаточна для свободного распо ложения-его на образующей формующей поверхности и свободного свисания с краев формы, как это изображено на чертеже. Это необходимо для удобства размещения и удаления жгута 2 из фор мы 3, Конкретные размеры жгута 2 и количество слоев в нем жаростойк ой ткани зависят от размерюв формы 3 и заготовки 1 стекла-. Размещение жгута из жаростойкой ткани, возможно .производить на любой стадии, разогрева формы в печи или, непосредственно перед перемещением заготовки в форму с радиусом кривизны, заданным изделию. После перемещения заготовки 1 стекла в форму 3 жгутом 2 под печи закрывают и осуще ствляют дополнительный нагрев заготов ки до установления температуры в пе- чи 110-130 С выше температуры размяг чения стекла. При достижении указанной температуры со.скоростью не менее,, чем 100°С в, jviHHyTy, открывают ПОД печи, гнутую заготовку 1 стёкла пр 1поднимают над формой 3, например с помощью вакуумной удочки , удаляют жгут 2, размещают гнутую заготовку 1 стекла непосредственно на форму 3 и закрывают под -печи. Осуществляют дополнительное изгибание заготовки 1 стекла с помощью вакуума, создаваемо го в форме 3 через отверстие 4, до .кривизны поверхности, заданной изде:ЛИЮ. Отключают нагрев печи и обжигаю заготовку стекла. При температуре в -.печи 60-80°С заготовку стекла вынимают из формы и передают на последую щие операции холодной обработки для получ1вния изделия. Приме р. Необходимо получить гнутую.заготовку стекла со сферической кривизной поверхности с радиусом кривизны 130 мм, максимальной стрело прогиба 130 мм, толщиной 12 мм/ для изготовления изделия остекления с . . высокой температурой размягчения стекла.. Применяют плоскую заготовку диаметром 350 мм, толщиной 14 мм на кальцийалюминатном стекле, имеющем температуру размягчения 780-С. Используют две керамические формы моллирования: одну с радиусом кривизны 160 мм, т.е. равным 1,23 заданного изделию; другую с радиусом кривизны заданным изделию 130 мм. Разогревают печь, с распох1оженндй на ее поду формрй с радиусом кривизны 160 мм до gSOilO c и устанонлен ния теплового баланса между печью и окружакхаей средой, т.е. до полного прогрева печи и формы. Открывают под печи, с расположенной на .нем формой механическим приводом в течение 1-2 с, размещают плоскую заготовку стеклп на форму с радиусом кривизны 160 мм в течение 1-2 с. После этого под печи закрывают в течение 1-2. с и нагревают плоскую заготовку- стекла до уста- ., новления температуры в печи QOOilOcсо скоростью 120°.С в минуту. Изгибают заготовку стекла при температуре. 900±10°С в течение 2 мкн при вакууме 500-700 мм рт.ст. Охлаждают гнутую заготовку стекла, после чего с помощью вакуумной присоски перемещают гнутую заготовку 1 стекла в форму 3 с радиусом кривизны 130 мм и располагают ее на предварительно помещенный в нее жгут 2 в течение 2-3 с и закрывают под печи в течение 1-2 с. Используют жгут 2 из стеклоткани марки КТ-11. Жгут 2 свободно располагается по образующей формующей по-, верхности формы 3, таким образом,что его концы свисают с. противоположных краев формы. Дополнительно нагревают гнутую заготовку 1 стекла, расположенную, на жгуте 2 в форме 3, до установления температуры в печи 900±-10°С в течение 9 мин. После этого, открывают под.печи в течение 1-2 с,-поднимают гнутую заготовку 1 стекла над формой 3 с помощью вакуумной удочки и удаляют жгу-т 2 из формы 3 и печи нагрева-в течение 1-2 с, опускают заготовку 1 стекла -непосредственно на форму 3 и закрывают под печи в течение 1-2 с. Дополнительно- изгибают гнутую заготовку стекла 1 до заданного радиуса кривизны 130 мм при температуре .в печи 900±10°-С в течение2 мин при вакууме 500 600мм рт.ст., создаваемом через отверстие 4 в фор- . ме. После охлаждения гнутой заготовки, с заданной для, изделия кривизной поверхности, ,до температуры 60-70 с в течение 18 ч, ее вынимают из формы и передают на последующие операции холодной обработки д;1я получения из-делия. Применение предлагаемого изготовления гнутых- изделий из стекла по сравнению с известным позво.ляет использовать полусферические формы с радиусом кривизн(1,. заданным изделию, изготовленные из керамики, в течение большого количества циклов моллирования и .тем самым значительно увеличить срок их службы. Например, при изготовлении гнутых изделий из стекла с геометрическими параметрами (по известному способу} разрушение керамической формы с радиусом кривизны 130 мм наблюдается прсле 2-3 циклов моллирования, в то время как при изготовлении гнутых изделий из стекла с теми же геометрическими параметрами
510431206
по предлагаемому способу, разрушения дения 56 цикловмоллированик, при керамической формы с радиусом кривиз- этом форма пригодна для дальнейшей ны 130 мм не наблюдается после прове- эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых изделий из стекла | 1982 |
|
SU1087476A1 |
| Способ изготовления гнутых изделий из стекла | 1987 |
|
SU1426954A2 |
| Способ изготовления гнутых изделий из стекла | 1981 |
|
SU962224A2 |
| Форма для моллирования листовогоСТЕКлА | 1979 |
|
SU814907A1 |
| Способ одновременного моллирования нескольких комплектов стекол | 1978 |
|
SU743954A1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487090C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА И ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2352530C2 |
| Способ изготовления гнутых изделий из стекла | 1981 |
|
SU996346A2 |
| СПОСОБ ПЕРЕФОРМОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2431613C1 |
| Способ изготовления гнутых изделий из стекла | 1980 |
|
SU881017A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТШ ИЗДЕЛИЙ ИЗ СТЕКЛА, ПО авт. св. № 962224, отличающийся тем, что, с целью повышения срока службы формы с радиусом кривизны, заданным изделию, между ней и заготовкой перед дополнительным нагревом помещают жгут из жаростойкой ткани, который перед дополнительньпч изгибанием заготовки удаляют. (Л { :о N0 D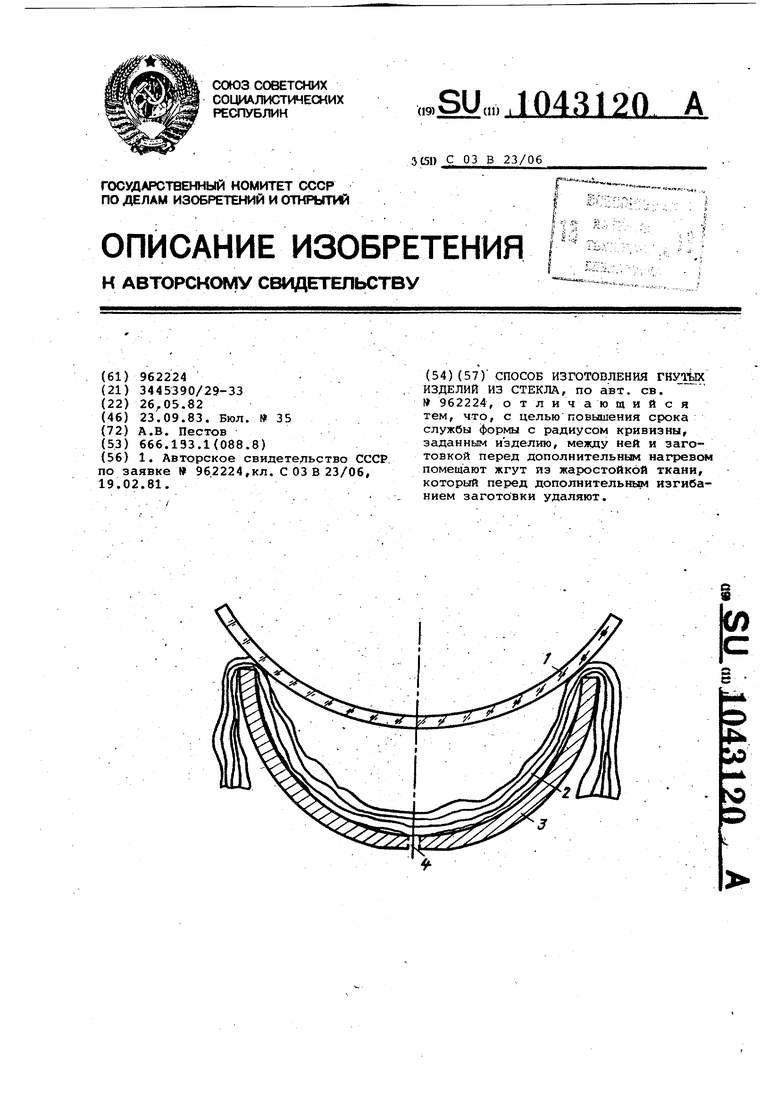
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления гнутых изделий из стекла | 1981 |
|
SU962224A2 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
