1
Изобретение относится к трубогибочному производству и может быть использовано в машиностроении при изготовлении трубогибочных станков.
Известно устройство для автоматического замера угла пружинения труб к трубогибочному станку,с программным управлением, которое устанавливается на рычаге гнбочной головки и имеет два щупа. Один щуп неподвижный, а другой подвижный в осевом направлении и связан с сельсинным датчиком. Устройство установлено с возможностью поворота вокруг точки крепления I.
Недостатком этого устройства является низкая производительность измерения, а также невозможность измерения угла пружинения при гибке трубы на угол, больщий 60
Из известных устройств для измерения угла пружинения наиболее близким к изобретению является устройство, содержащее электрические датчики перемещения, смонтированные в зажимной колодке трубогибочного станка, жестко закрепленной на корпусе каретки зажима. При этом измерительные стержни устройства установлены в отверстиях зажимной колодки и каждый
ИЗ них подпружинен и связан с датчиком перемещения. Угол пружинения на этом устройстве определяется по разности показаний датчиков 2.
Недостатком такого устройства является низкая точность измерения, которая обусловливается тем, что при измерении не учитывается смещение прямого конца согнутой трубы от зажима.
Целью изобретения является повышение точности измерения угла пружинения трубы при гибке.
Для достижения цели устройство снабжено смонтированными на корпусе каретки зажима, ползуном с установленными на нем поворотным кронштейном, несущим подпружиненную зажимную колодку, и контактирующими с датчиком перемещения, и двуплечим рычагом, одно плечо которого шарнирно соединено со штоком смонтированного на станке приводного гидроцилиндра, а другое контактирует с ползуном.
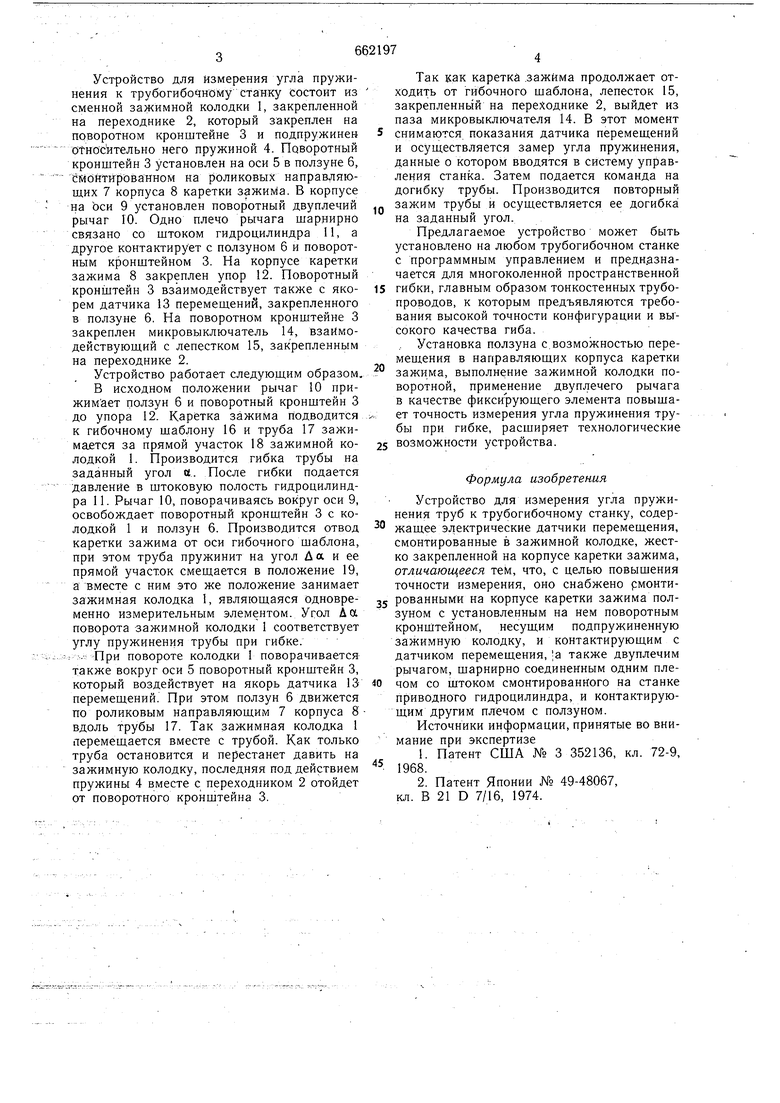
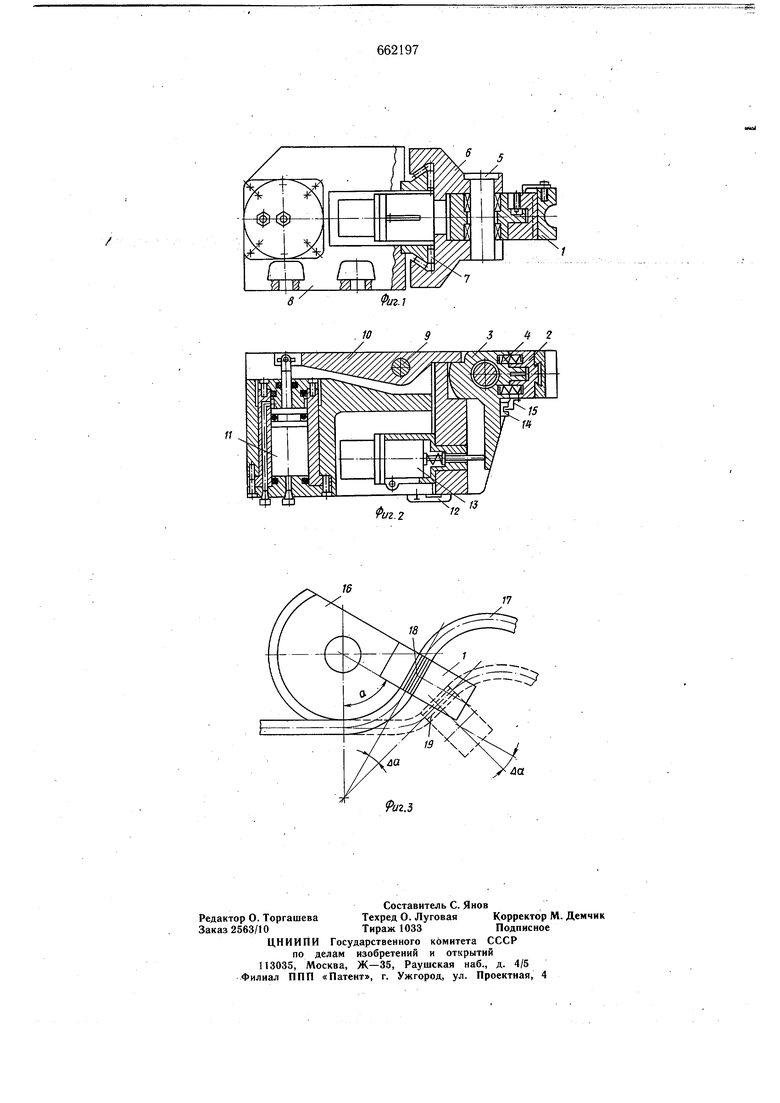
На фиг. 1 показано предлагаемое устройство, вид сбоку; на фиг. 2 - то же, вид в плане; на фиг. 3 - схема измерения угла пружинения трубы при гибке.
Устройство для измерения угла пружинения к трубогибочному станку состоит из сменной зажимной колодки 1, закрепленной на переходнике 2, который закреплен на поворотном кронштейне 3 и подпружинен относительно него пружиной 4. Поворотный кронштейн 3 установлен на оси 5 в ползуне 6, сйойтИрованном на роликовых направляюших 7 корпуса 8 каретки зажима. В корпусе на оси 9 установлен поворотный двуплечий рычаг 10. Одно плечо рычага шарнирно связано со штоком гидроцилиндра 11, а другое контактирует с ползуном 6 и поворотным кронштейном 3. На корпусе каретки зажима 8 закреплен упор 12. Поворотный кронштейн 3 взаимодействует также с якорем датчика 13 перемешений, закрепленного в ползуне 6. На поворотном кронштейне 3 закреплен микровыключатель 14, взаимодействующий с лепестком 15, закрепленным на переходнике 2.
Устройство работает следующим образом.
В исходном положении рычаг 10 прижимает ползун 6 и поворотный кронштейн 3 до упора 12. Каретка зажима подводится к гибочному шаблону 16 и труба 17 зажимается за прямой участок 18 зажимной колодкой 1. Производится гибка трубы на заданный угол а. После гибки подается давление в штоковую полость гидроцилиндра 11. Рычаг 10, поворачиваясь вокруг оси 9, освобождает поворотный кронштейн 3 с колодкой 1 и ползун 6. Производится отвод каретки зажима от оси гибочного шаблона, при этом труба пружинит на угол Да и ее прямой участок смещается в положение 19, а вместе с ним это же положение занимает зажимная колодка 1, являющаяся одновременно измерительным элементом. Угол Да поворота зажимной колодки 1 соответствует углу пружинения трубы при гибке. - При повороте колодки 1 поворачивается также вокруг оси 5 поворотный кронштейн 3, который воздействует на якорь датчика 13 перемещений. При этом ползун 6 движется по роликовым направляющим 7 корпуса 8 вдоль трубы 17. Так зажимная колодка 1 перемещается вместе с трубой. Как только труба остановится и перестанет давить на зажимную колодку, последняя под действием пружины 4 вместе с переходником 2 отойдет от поворотного кронштейна 3.
Так как каретка .зажима продолжает отходить от гибочного шаблона, лепесток 15, закрепленнь1Й на переходнике 2, выйдет из паза микровыключателя 14. В этот момент
5 снимаются показания датчика перемешений и осуществляется замер угла пружинения, данные о котором вводятся в систему управления станка. Затем подается команда на догибку трубы. Производится повторный
.. зажим трубы и осуществляется ее догибка на заданный угол.
Предлагаемое устройство может быть установлено на любом трубогибочном станке с программным управлением и предн.азначается для многоколенной пространственной
5 гибки, главным образом тонкостенных трубопроводов, к которым предъявляются требования высокой точности конфигурации и высокого качества гиба.
, Установка ползуна с.возможностью перемещения в направляющих корпуса каретки зажима, выполнение зажимной колодки поворотной, применение двуплечего рычага в качестве фиксирующего элемента повышает точность измерения угла пружинения трубы при гибке, расширяет технологические
5 возможности устройства.
Формула изобретения
Устройство для измерения угла пружинения труб к трубогибочному станку, содержащее электрические датчики перемещения, смонтированные в зажимной колодке, жестко закрепленной на корпусе каретки зажима, отличающееся тем, что, с целью повышения точности измерения, оно снабжено рмонти5 рованными на корпусе каретки зажима ползуном с установленным на нем поворотным кронштейном, несущим подпружиненную зажимную колодку, и контактирующим с датчиком перемещения, а также двуплечим рычагом, щарнирно соединенным одним плечом со штоком смонтированного на станке приводного гидроцилиндра, и контактирующим другим плечом с ползуном.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3 352136, кл. 72-9, 1968.
2.Патент Японии № 49-48067, кл. В 21 D 7/16, 1974.
иг.2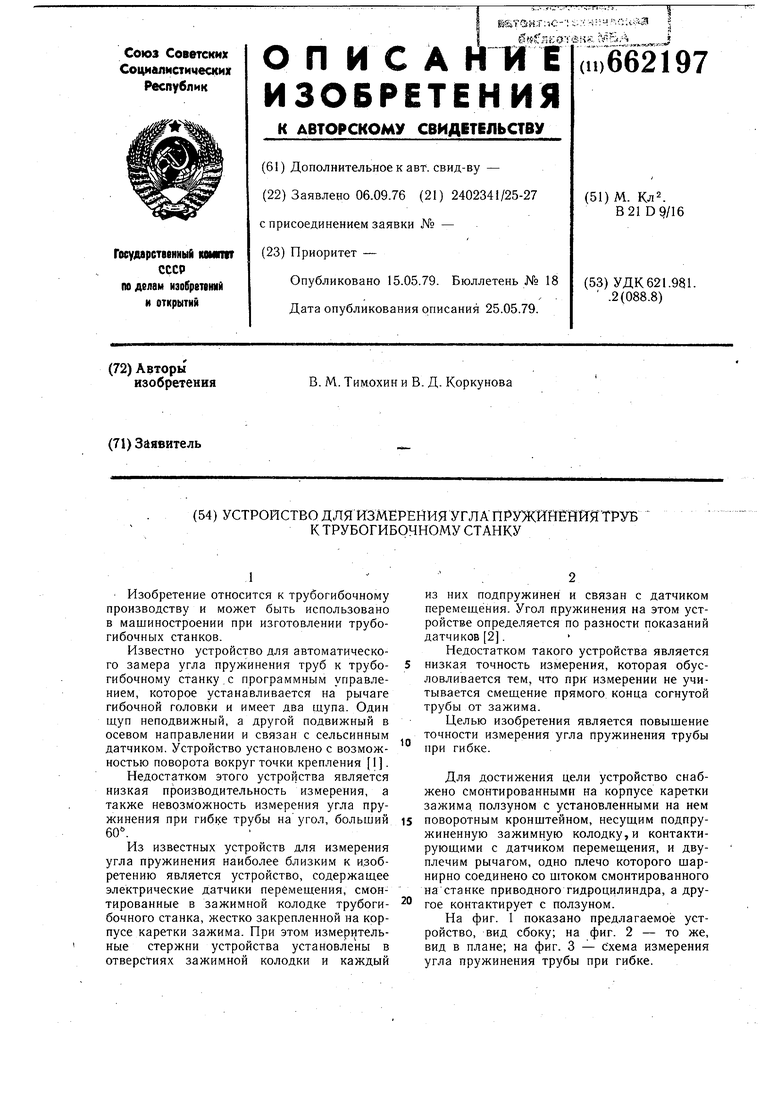
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля углов пружинения к трубогибочному станку | 1979 |
|
SU836857A1 |
| Машина для гибки труб | 1975 |
|
SU564044A1 |
| Гибочная головка к трубогибочному станку с программным управлением | 1976 |
|
SU633638A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ УГЛОВ ГИБКИ И УГЛОВ ПРУЖИНЕНИЯ К ТРУБОГИБОЧНОМУ СТАНКУ | 2000 |
|
RU2204454C2 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 2004 |
|
RU2270733C1 |
| Трубогибочный станок | 1984 |
|
SU1274802A1 |
| Трубогибочный станок | 1979 |
|
SU837471A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ И ЗАЖИМА ТРУБ | 1992 |
|
RU2043803C1 |
| Трубогибочный станок | 1981 |
|
SU1030064A2 |
| Устройство для гибки труб | 1982 |
|
SU1152684A1 |
/7
.З
