г Г9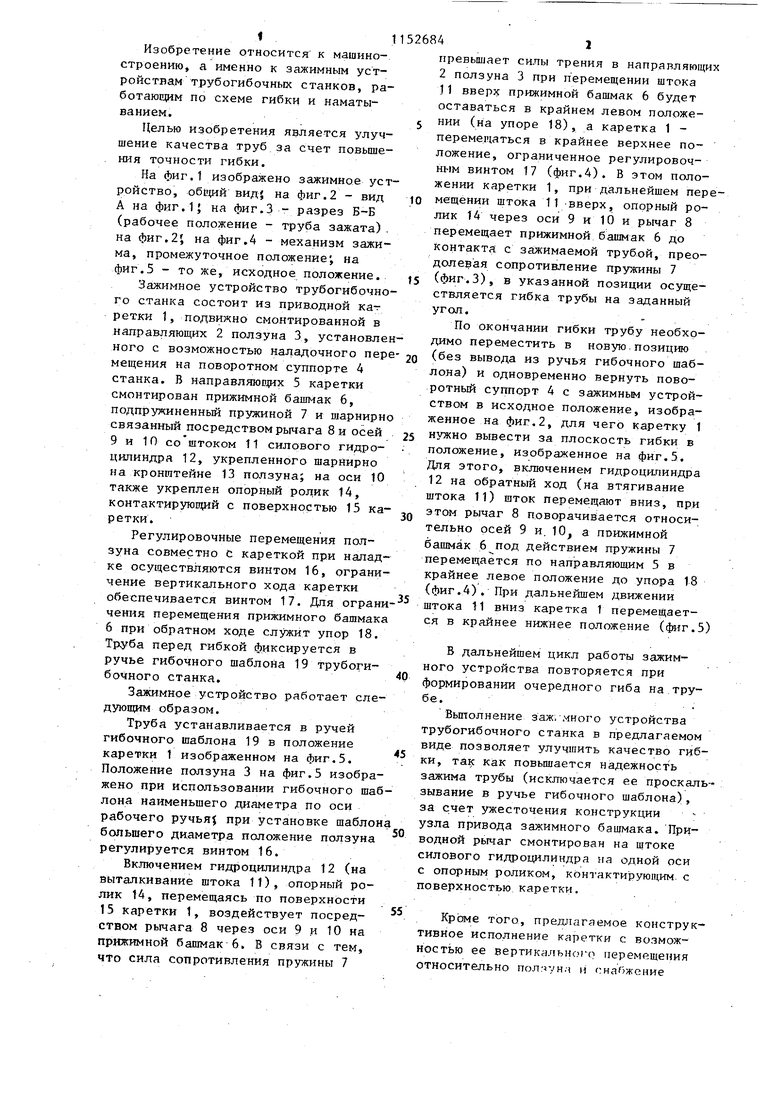
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ И ЗАЖИМА ТРУБ | 1992 |
|
RU2043803C1 |
| Трубогибочная машина | 1973 |
|
SU467556A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 2004 |
|
RU2270733C1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Трубогибочный станок | 1988 |
|
SU1637902A1 |
| Трубогибочный станок | 1979 |
|
SU837471A1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ, содержащее раму, размещенный в суппорте с возможностью возвратнопоступательного перемещения ползун с гибочным шаблоном, неподвижную каретку, прижимной башмак, шарнирно связанный посредстве рычага со штоком силового цилиндра, отличающееся тем, что, с целью улучшения качества труб за счет повышения точности гибки, каретка размещена в ползуне с возможностью возвратно-поступательного перемещения перпендикулярно к направлению его перемещения и снабжена направляющими, в которых размещен с возможностью возвратно-поступательного перемещения параллельно направлению перемещения ползуна подпружиненный к каретке прижимной башмак и роликом, установленным, посредством оси на .рычаге с возможностью взаимодействия с кареткой.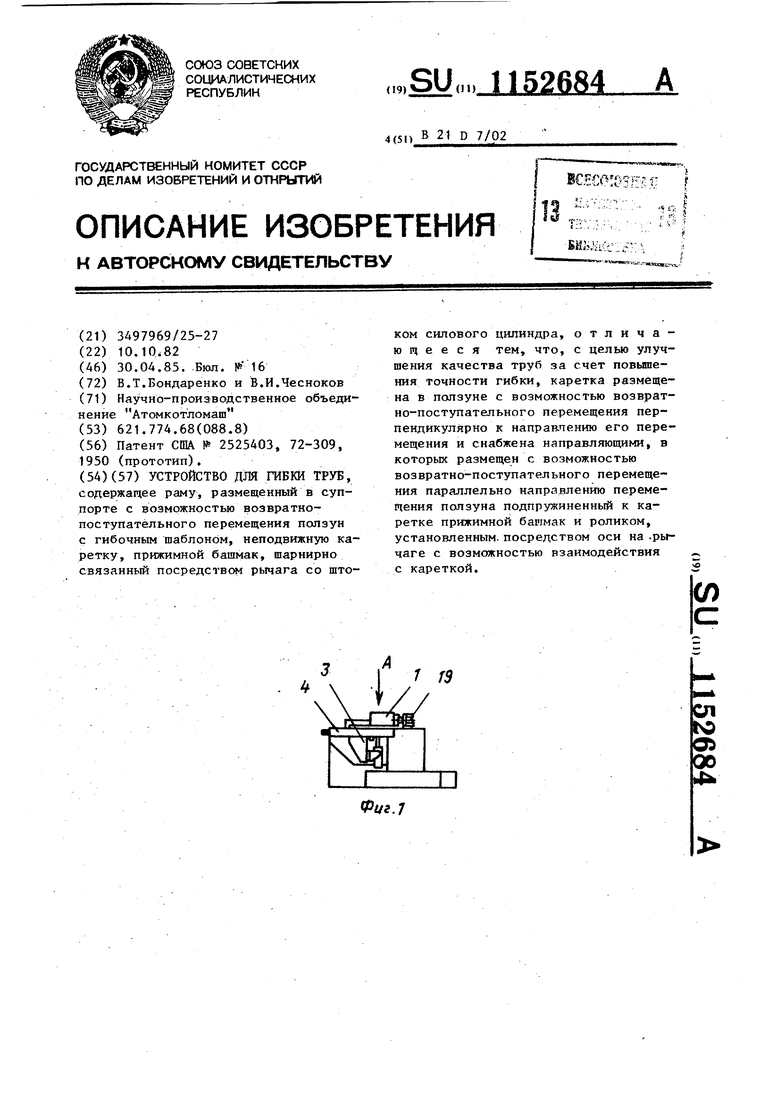
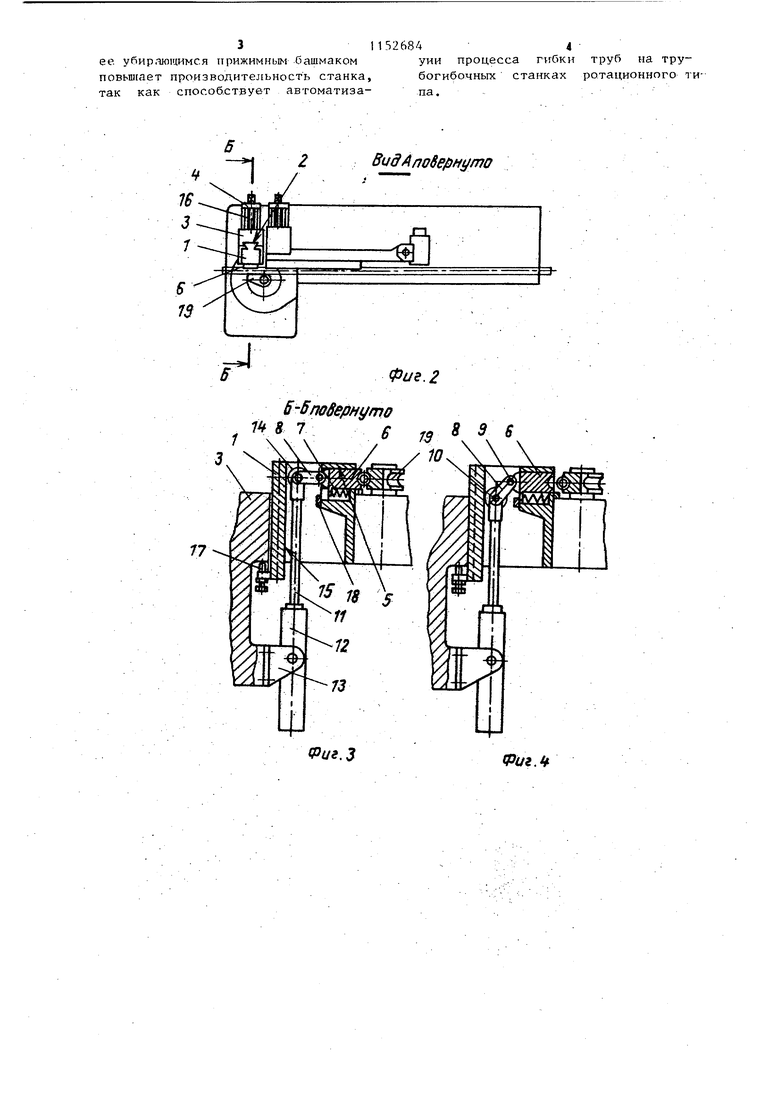
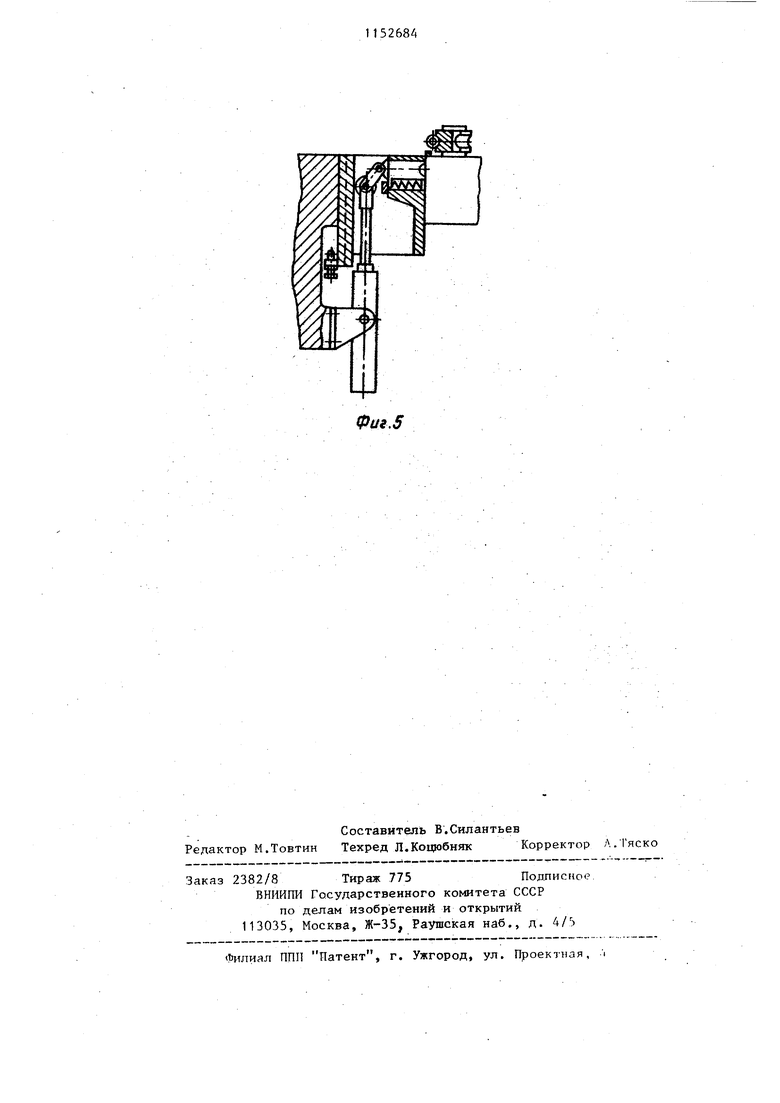
Фиг. 7 Изобретение относится к машиностроению, а именно к зажимным устройствам трубогибочных станков, работающим по схеме гибки и наматыванием. Целью изобретения является улучшение качества труб за счет повышения точности гибки. На фиг.1 изображено зажимное уст ройство, обсщй вид5 на фиг.2 - вид А на фиг.1} на фиг.3 - разрез Б-Б (рабочее положение - труба зажата). на фиг.25 на фиг.4 - механизм зажима, промежуточное положение на фиг.5 - то же, исходное положение. Зажимное устройство трубогибочно го станка состоит из прив.одной ка ретки 1, подвижно смонтированной в направляющих 2 ползуна 3, установле ного с возможностью наладочного пер мещения на поворотном суппорте 4 станка. В направляю1 их 5 каретки смонтирован прижимной башмак 6, подпружиненный пружиной 7 и шарнирн связанный посредством рычага 8 и осей 9 и 10 со штоком 11 силового гидроцилиндра 12, укрепленного шарйирно на кронштейне 13 ползуна; на оси 10 также укреплен опорный ролик 14, контактирующий с поверхностью 15 ка ретки. Регулировочные перемещения ползуна совместно е кареткой при налад ке осуществляются винтом 16, ограни чение вертикального хода каретки обеспечивается винтом 17. Для огран чения перемещения прижимного башмак б при обратном ходе служит упор 18. Труба перед гибкой фиксируется в ручье гибочного шаблона 19 трубогибочного станка. Зажимное устройство работает сле дующим образом. Труба устанавливается в ручей гибочного шаблона 19 в положение каретки 1 изображенном на фиг.5. Положение ползуна 3 на фиг.5 изобра жено при использовании гибочного ша лона наименьшего диаметра по оси рабочего ручья| при установке шабло большего диаметра положение потгзуна регулируется винтом 16. Включением гидроцилиндра 12 (на выталкивание штока 11), опорный ролик 14, перемещаясь по поверхности 15 каретки 1, воздействует посредством рычага 8 через оси 9 и 10 на прижимной башмак 6. В связи с тем, что сила сопротивления пружины 7 превьш ает силы трения в направляющих 2 ползуна 3 при перемещении штока J1 вверх прижимной башмак 6 будет оставаться в крайнем левом положении (на упоре 18), а каретка 1 перемещаться в крайнее верхнее положение, ограниченное регулировочным винтом 17 (фиг.4). В этом положении каретки 1, при дальнейшем перемещении штока 11 -вверх, ОПОРНЫЙ ролик 14 через оси 9 и 10 и рычаг 8 перемещает прижимной башмак 6 до контакта с зажимаемой трубой, преодолевая сопротивление пружины 7 (фиг.3), в указанной позиции осуществляется гибка трубы на заданный угол. По окончании гибки трубу необходимо переместить в новую.позицию (без вывода из ручья гибочного шаблона) и одновременно вернуть поворотный суппорт 4 с зажимным устройством в исходное положение, изображенное на фиг.2, для чего каретку 1 нужно вывести за плоскость гибки в положение, изображенное на фиг.5. Для этого, включением гидроцшшндра 12 на обратный ход (на втягивание штока 11) шток перемещают вниз, при этом рычаг 8 поворачивается относительно осей 9 и. 10, а ПРИЖИМНОЙ башмак 6 под действием пружины 7 перемещается по направляющим 5 в крайнее левое положение до упора 18 (фиг.4). При дальнейшем движении штока 11 вниз каретка 1 перемещается в крайнее нижнее положение (фиг.5) В дальнейшем цикл работы зажимного устройства повторяется при формировании очередного гиба на трубе. Выполнение заж. много устройства трубогибочного станка в предлагаемом виде позволяет улучшить качество гибки, так как повьшгается надежность зажима трубы (исключается ее проскальзывание в ручье гибочного шаблона), за счет ужесточения конструкции узла привода зажимного башмака. Приводной рычаг смонтирован на щтоке силового гидроцилиндра на одной оси с опорным роликом, контактирующим, с поверхностью каретки. Кроме того, предлагаемое конструктивное исполнение каретки с возможностью ее вертикальног(;| перемещения относительно пол.чун.ч и снабжение
31152684 4
ее убир.яющимся прижимным башмаком уии процесса гкбки труб на труповьшсает производительность станка, богибочных станках ротационного титак как способствует автоматиза- па. 5-6гю8ернуто
/ /«.Учч
Фиг.З
ВидАпо е нуто
Фие.2
РN3 ч
Фиг Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
