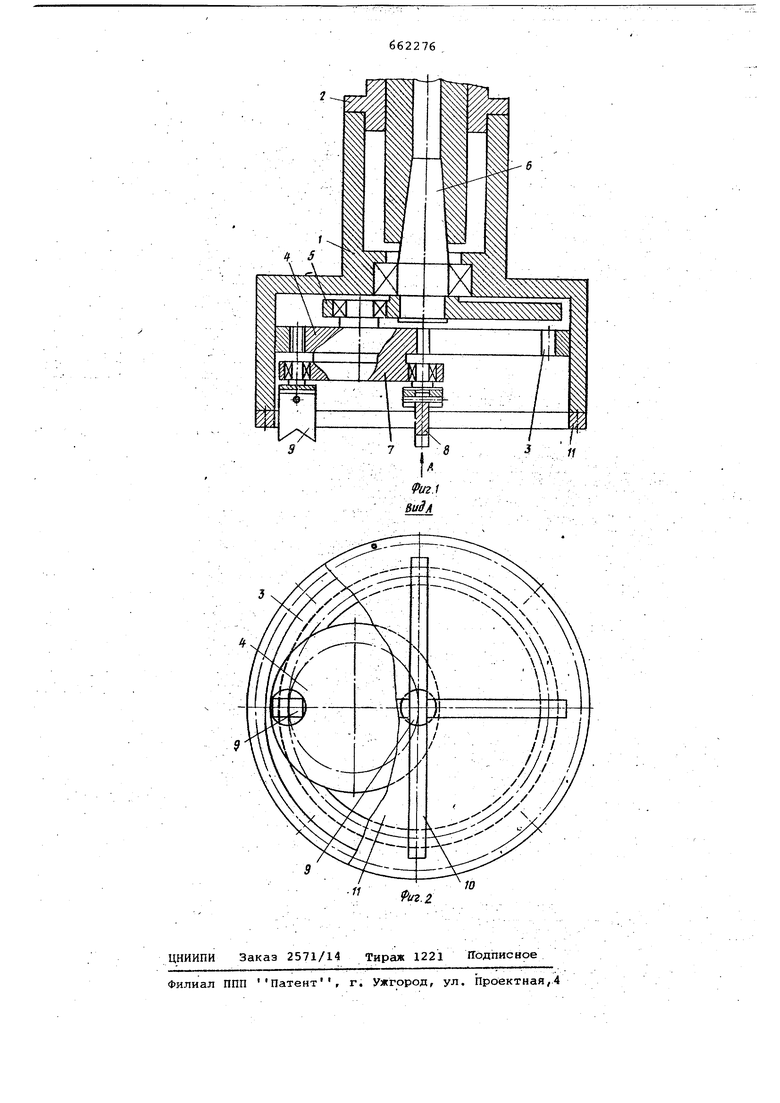
(54) МНОГОИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА И закрепления в нем на оси Плоского .1 резца, гребенки 9. Каждая гребёнка 9сопряжена своими боковыми сторонами с направляющими 10 диаметральных пазов, выполненных на крышке 11 корпу са 1 , а продольная ось гребенки 9 пересекает ось цилиндрического конца рёзцЬвоЙ державки 8. . Головка работает следующим образом -:,;- .-,: :.:- Л :--..,--;. -:./,.-- -Центральный вал 6 с коническим хвостовиком и кривошипом 5 приводится во вращательное движениеОТ шпинделя В результате этого сателлит 4 совершает сплошное движение, состоящее из переносного вращательного вокруг оси 1ипИнделЯ С угловой скоростью СУ и относительного вращатель{1ого вокруг . своей оси с угловой скоростью равной щ но противоположной по направлению благодаря зацеплению с центральной шестерней 3. Йри этом любая точка, взятая на линии начальной окружности сателлита 4, т.е. на оси цилиндрического конца державки 8, буйет описывать траекторию в плоскости ее движ ния в виде диаметральных прямйх, проход ящик черезось вращения шпиндел)я. видно из следующих уравнений движения указанной точки, взятой в начал ный момент времени t на оси X неподвижной системе координат ХОУ, расположенной на торце корпуса 1 с нача ЛОМ, совмещенным с осью врашеМия шпин деля 6. , ... Х« е cos uut-v Vcos (-U) i 2 есов ш-1 2усбв uut, 4 esinouttVeinC-uyt)o, где V - радиус начальной окружНости шестерни -.сателлита 4; i е - эксцентриситет установки ос .сателлита 4 относительно оси шпйнделя. , Укрепленные в прорезях державок 8 гребёнки 9 будут совершать возвратно-поступательные движения вдоль диаметральных направляющих 10 крышки 11, не встречаясь друг с другом, и про- изводить обработку прорезей на торце заготовки, установленной на столе станка (заготовка на чертеже не показана) . Осевая подача предлагаемой гольвки обеспечивается осевой подачей шпинделя с пинолью 2 сверлильного станка. . ; - :; , Проиэводительность обработки торцовых пересекающихся пазов с использованием головки возрастает пропорционально количеству пазов, подлежа- . щих обработке. Предлагаемая головка может быть использована на метизных заводах. Формула изобретения , Мйогоинструментальная головка, содержащая корпус, закрепленный на пиноли сверлильного станка, привоДной вал с кривсяяипом на конце и ин-. струментальные державки, о т л и - чающаяся тем, что, с целью обеспечения возможности одновременной обработки пересекающихся торцовых пазов, головка снабжена центральНЕЛ зуёчатым колесом с внутренним зацеплением, сателлитом с поводковым диском с торцовыми отверстиями, оси которых совмещены с начальной окружностЕю сателлита, и торцовой крышкой с перекрещивающимися пазами, при этом сателлит смонтировай на кривощипе сэксцентриситетом, равным на- . . чальной окружности сателлита, а.инструментальные державки смонтированы в отверстиях-поводкового диска и расположёны в перекрещивающихся паЗах.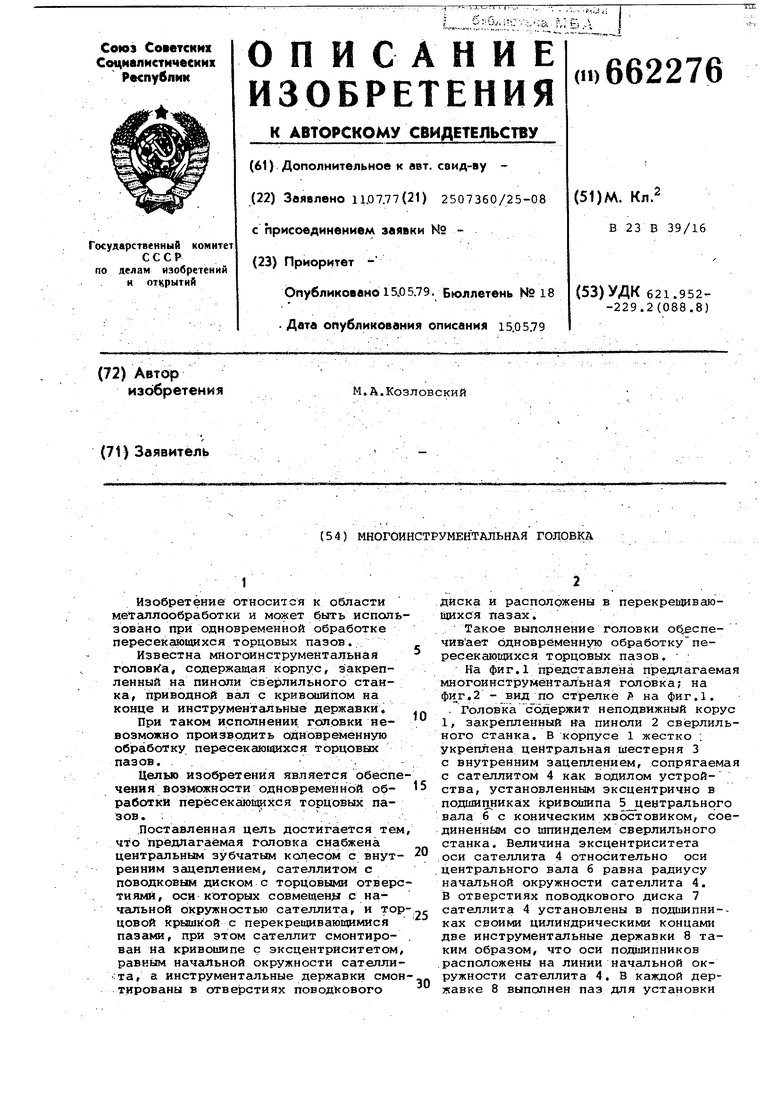
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ГОЛОВКА | 1973 |
|
SU393047A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1972 |
|
SU422539A1 |
| Плавающая оправка | 1991 |
|
SU1816570A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Фрезерная головка | 1960 |
|
SU139540A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2220039C2 |
| Устройство для дробления сливной стружки на токарном станке | 1981 |
|
SU986611A1 |
| Устройство для образования внутренней резьбы | 1981 |
|
SU967640A1 |
| Механизм подачи шпинделя сверлильного станка | 1980 |
|
SU933292A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2176586C1 |