Изобретение относится к металлообработке и может быть использовано при абразивной обработке плоских поверхностей.
Известен способ финишной обработки плоских поверхностей с концентрично расположенными инструментами, при котором инструментам сообщают вращательное движение вокруг собственной оси, а в зону обработки подают смазочно-охлаждающую жидкость, но с целью повышения производительности и качества обработки вращение инструментов осуществляют в противоположных направлениях, а СОЖ подают в пространство между вращающимися инструментами /1/.
Недостаток данного способа обработки состоит в наличии двух приводов, что приводит к увеличению его габаритов и большим затратам на модернизацию станка, их настройки на одинаковые угловые скорости, что сказывается на качестве обрабатываемой поверхности, а также ограниченное число применяемых инструментов.
Наиболее близким по технической сущности является устройство для абразивной обработки. Устройство для абразивной обработки выполнено в виде размещенного в пиноли станка шпинделя, несущего планшайбу с дискретно расположенными на ней и смонтированными на осях рабочими элементами, и механизма вращения последних вокруг своей оси, выполненного в виде зубчатого колеса, жестко закрепленного на пиноли, и находящихся с ними в зацеплении шестерен-сателлитов, каждая из которых размещена на противоположном конце оси рабочего элемента, причем с целью повышения качества и производительности процесса обработки на зубчатом колесе концентрично его венцу выполнен дополнительный венец, предназначенный для зацепления с шестернями из условия вращения рядом расположенных шестерен в противоположные стороны /2/.
Недостаток данного устройства в том, что скорость вращения рабочих элементов мала, что не соответствует процессу шлифования (18-20 м/с), снижается производительность и ухудшается качество обрабатываемой поверхности, также не обеспечивается важный показатель обработки - прямолинейность при торцовом шлифовании. Большие нагрузки на оси устройства приводят к снижению их долговечности, появлению шума и вибраций, в результате полученный рельеф поверхности является неоднородным, что сказывается на качестве обрабатываемой поверхности и ее несущей способности.
Изобретение направлено на повышение производительности, улучшение физико-механических свойств и получение высококачественных показателей обрабатываемых плоских поверхностей.
Это достигается тем, что устройство для абразивной обработки плоских поверхностей, состоящее из шпинделя станка и сопряженной с ним пиноли, на торце которой жестко закреплено зубчатое колесо, рабочих элементов, смонтированных на осях, и шестерен-сателлитов, каждая из которых размещена на противоположном конце оси рабочих элементов, находящихся в зацеплении с зубчатым колесом, согласно изобретению снабжено корпусом, установленным на шпинделе, на рабочей поверхности корпуса нанесен абразивный слой, а на внутренней поверхности по окружности корпуса выполнены зубья, предназначенные для зацепления с шестернями-сателлитами из условия вращения с разной частотой вращения корпуса и рабочих элементов, выполненных в виде торцовых шлифовальных инструментов.
Сущность заявляемого изобретения поясняется чертежом, где изображено устройство для абразивной обработки плоских поверхностей:
фиг. 1 - общий вид устройства;
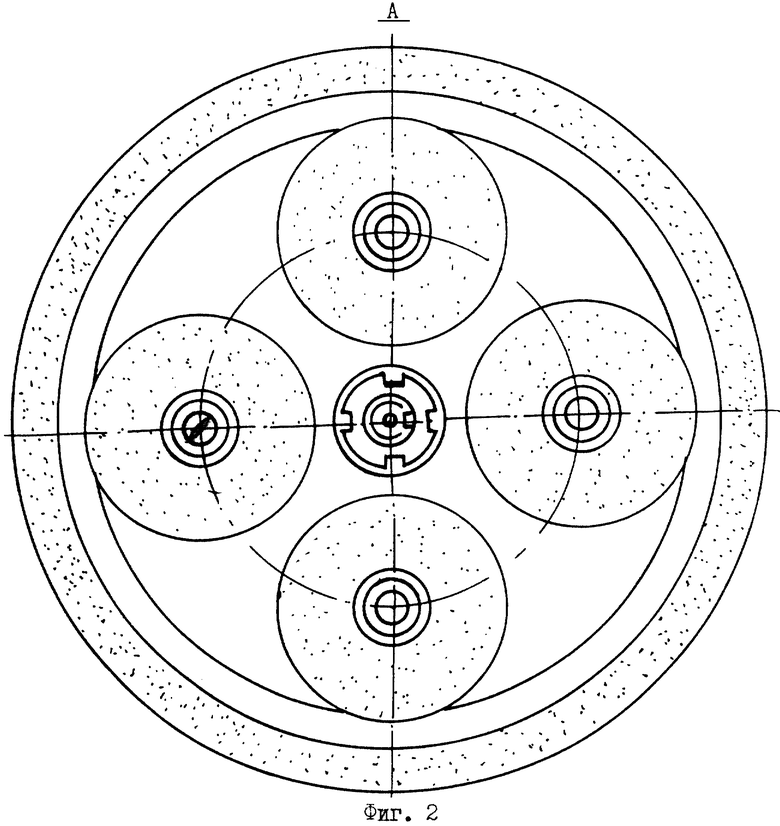
фиг. 2 - вид А фиг. 1.
Устройство для абразивной обработки плоских поверхностей содержит корпус 1 с нанесенным на его рабочий торец слоем абразивного материала 2 и с размещенной в нем неподвижной пинолью 3 с внутренним каналом 4 для подвода смазочно-охлаждающей жидкости. С внутренней стороны по окружности корпуса выполнены зубья 5. На торце пиноли со стороны абразивного слоя имеется жестко закрепленное зубчатое колесо 6, кинематически связанное с корпусом 1 посредством одинаковых шестерен-сателлитов 7, 8, которые закреплены на осях 9, 10. Оси 9, 10 размещаются внутри корпуса 1 с возможностью вращения относительно пиноли 3 за счет шестерен 7, 8, входящих в зацепление с зубчатым колесом 6 и зубьями 5 корпуса 1. Оси установлены соосно на подшипниковые опоры 11, 12 и закрываются крышками 13, 14 с обеих сторон. На противоположных концах осей 9, 10 со стороны рабочего торца корпуса 1 под указанными шестернями 7, 8 установлены рабочие элементы 15, 16 из условия вращения с разной частотой вращения корпуса и рабочих элементов. Последние выполнены в виде торцовых шлифовальных инструментов и крепятся на оси с помощью винтов 17, 18. Корпус 1 закреплен с помощью винтов 19 на станке с вертикальным расположением шпинделя 20, который получает вращение от одного привода через клиноременную передачу 21 шкива 22. К шпинделю 20 с обеих сторон крепят крышки с уплотнениями 23, 24.
Устройство работает следующим образом.
От одного привода станка вращение получает шкив 22 от клиноременной передачи 21, шпиндель 20, корпус 1 и при подводе обрабатываемой детали начинается обработка. Корпус 1, вращаясь, приводит во вращение оси 9, 10, которые находятся внутри него, за счет зацепления зубьев 5 корпуса 1 и жестко закрепленных на осях одинаковых шестерен-сателлитов 7, 8, которые обкатываются по зубчатому колесу 6, жестко закрепленному на неподвижной пиноли 3. На противоположных концах осей, соответственно, приводятся во вращение рабочие элементы, которые выполнены в виде торцовых шлифовальных инструментов 15, 16, что позволяет торцовым шлифовальным инструментам и корпусу вращаться в одном направлении, но с разной частотой вращения. Причем абразивный слой 2 корпуса 1, имея основное движение, окончательно формирует микрорельеф и плоскостность обрабатываемой поверхности. Смазочно-охлаждающую жидкость подают по внутреннему каналу 4 пиноли 3 между вращающимися инструментами в зону обработки. За счет того, что оси 9, 10 установлены соосно в подшипниковые опоры и имеются одинаковые шестерни-сателлиты 7, 8, в результате нагрузка на оси распределяется равномерно, что позволяет увеличить их долговечность, снизить шум и вибрации, повысить технико-экономические показатели обрабатываемых деталей.
Применение устройства для абразивной обработки плоских поверхностей с увеличенным количеством формообразующих инструментов позволяет с большей эффективностью осуществлять обработку, улучшить точность и качество обрабатываемой поверхности. Изменение частоты вращения корпуса и торцовых шлифовальных инструментов и подача смазочно-охлаждающей жидкости в зону резания по внутреннему каналу неподвижной пиноли между вращающимися инструментами обеспечивает снижение теплонапряженности, а стабильность процесса резания и высокая размерная стойкость шлифовальных инструментов в большей степени позволяют повысить производительность труда и автоматизировать производство. Микрорельеф обрабатываемой поверхности и ее плоскостность улучшаются за счет вращения с разной частотой формообразующих инструментов от одного привода, что дает возможность получить высокую компактность устройства. Все устройство для абразивной обработки выполнено в виде одного моноблока, что позволяет использовать стандартную конструкцию шпиндельных узлов вертикально-шлифовальных станков.
Источники информации
1. N 691284, В 24 В 37/04. Способ финишной обработки плоских поверхностей. 1990 г.
2. N 1791104 А1, В 24 D 17/00. Устройство для абразивной обработки. Би. N 4 /прототип/.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2220039C2 |
| СТАНОК ДЛЯ ЗАТОЧКИ НОЖЕЙ | 2003 |
|
RU2240221C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПЛОСКОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228832C1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228831C2 |
| МАГНИТНОЕ ПРИСПОСОБЛЕНИЕ | 2003 |
|
RU2240217C2 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2094209C1 |
| ВАКУУМНОЕ ПРИСПОСОБЛЕНИЕ | 2001 |
|
RU2207239C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Способ абразивной обработки плоских поверхностей и планетарная головка для его осуществления | 1985 |
|
SU1306694A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПРИТИРКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2002 |
|
RU2210482C1 |
Изобретение относится к металлообработке и может быть использовано для обработки плоских поверхностей. Устройство содержит шпиндель станка, установленный на нем корпус и сопряженную со шпинделем пиноль. На торце последней жестко закреплено зубчатое колесо. Рабочие элементы выполнены в виде шлифовальных инструментов и смонтированы на осях шестерен-сателлитов, находящихся в зацеплении с зубчатым колесом. На рабочей поверхности корпуса нанесен абразивный слой, а на внутренней поверхности по окружности выполнены зубья, предназначенные для зацепления с шестернями-сателлитами. Такое выполнение позволяет вращать с разной частотой корпус и рабочие элементы, что повышает производительность и качество обработки и улучшает физико-механические свойства плоских поверхностей. 2 ил.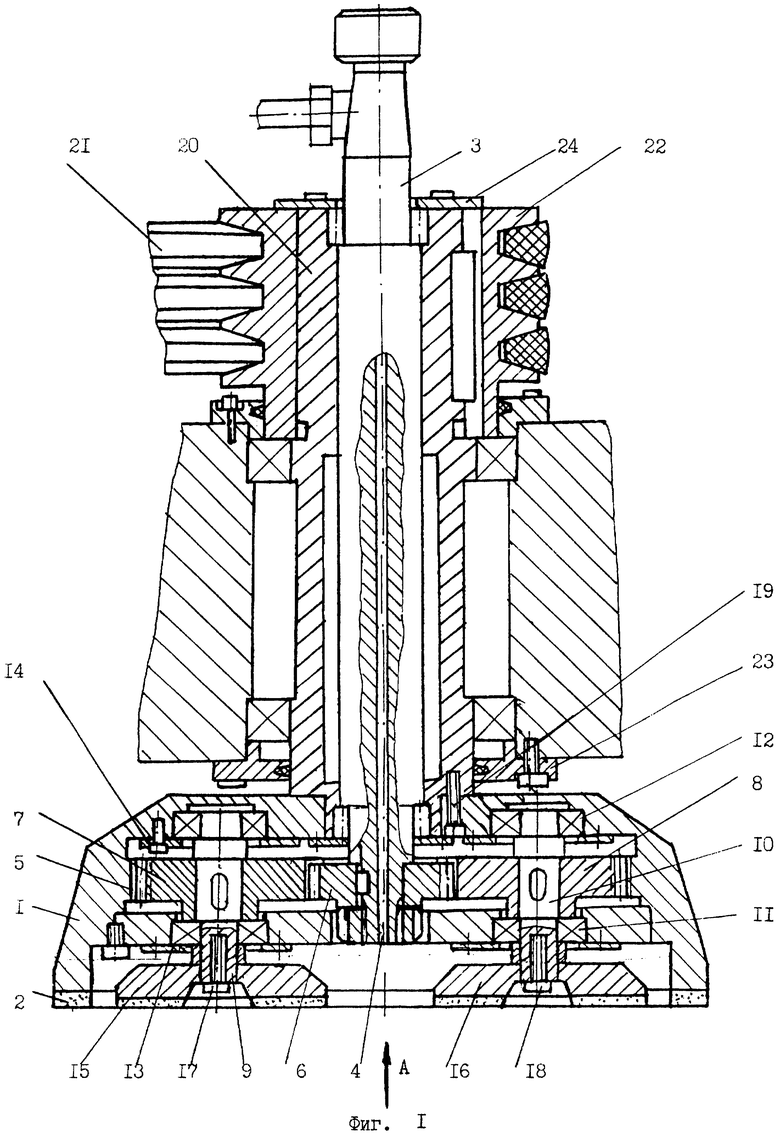
Устройство для абразивной обработки, содержащее сопряженную со шпинделем станка пиноль с жестко закрепленным на ее торце зубчатым колесом, рабочие элементы, смонтированные на осях, и шестерни-сателлиты, размещенные на противоположном конце осей рабочих элементов и входящие в зацепление с зубчатым колесом пиноли, отличающееся тем, что оно снабжено установленным на шпинделе станка корпусом, на рабочей поверхности которого нанесен абразивный слой, а на внутренней поверхности по окружности выполнены зубья, предназначенные для зацепления с шестернями-сателлитами из условия вращения с разной частотой вращения корпуса и рабочих элементов, выполненных в виде торцовых шлифовальных инструментов.
| Устройство для абразивной обработки | 1990 |
|
SU1791104A1 |
| ПЛАНЕТАРНАЯ ГОЛОВКА К СТАНКУ ДЛЯ ШЛИФОВАНИЯ КАМНЯВП ТБи .UHLРШ | 1972 |
|
SU421475A1 |
| Планетарная шлифовальная головка | 1979 |
|
SU810450A1 |
| НЕВЗРЫВЧАТЫЙ РАЗРУШАЮЩИЙ СОСТАВ | 1999 |
|
RU2160236C2 |
| Регистрирующее устройство | 1977 |
|
SU657248A1 |
