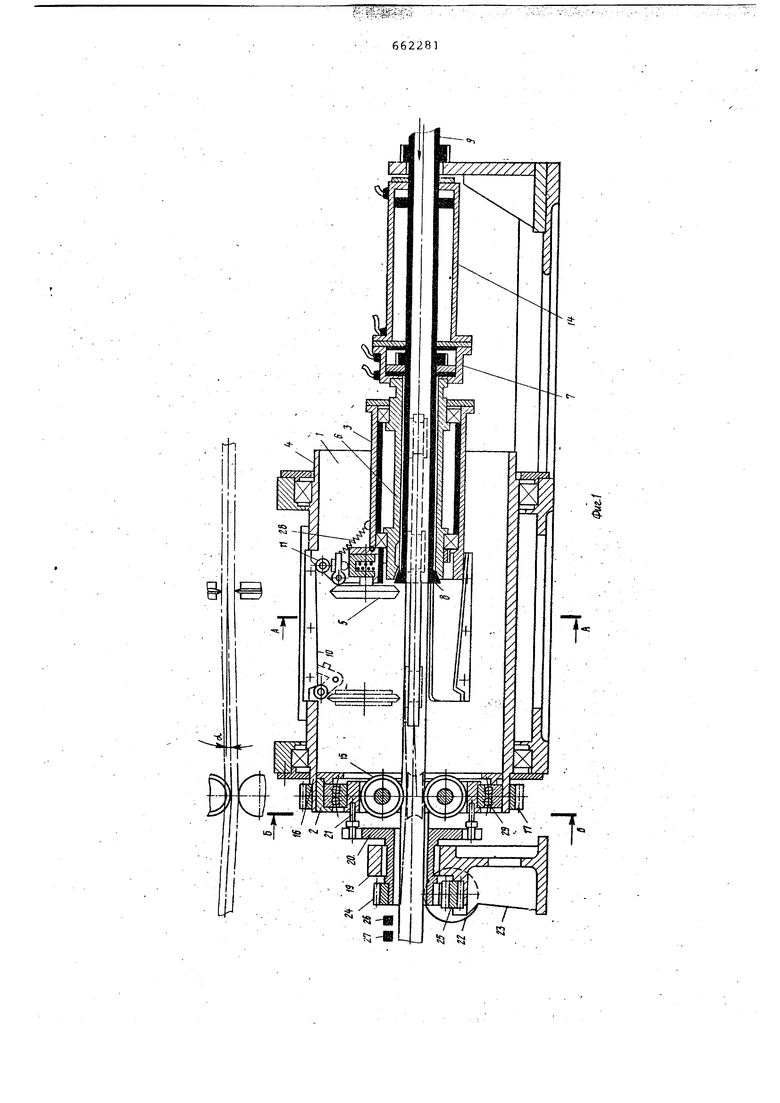
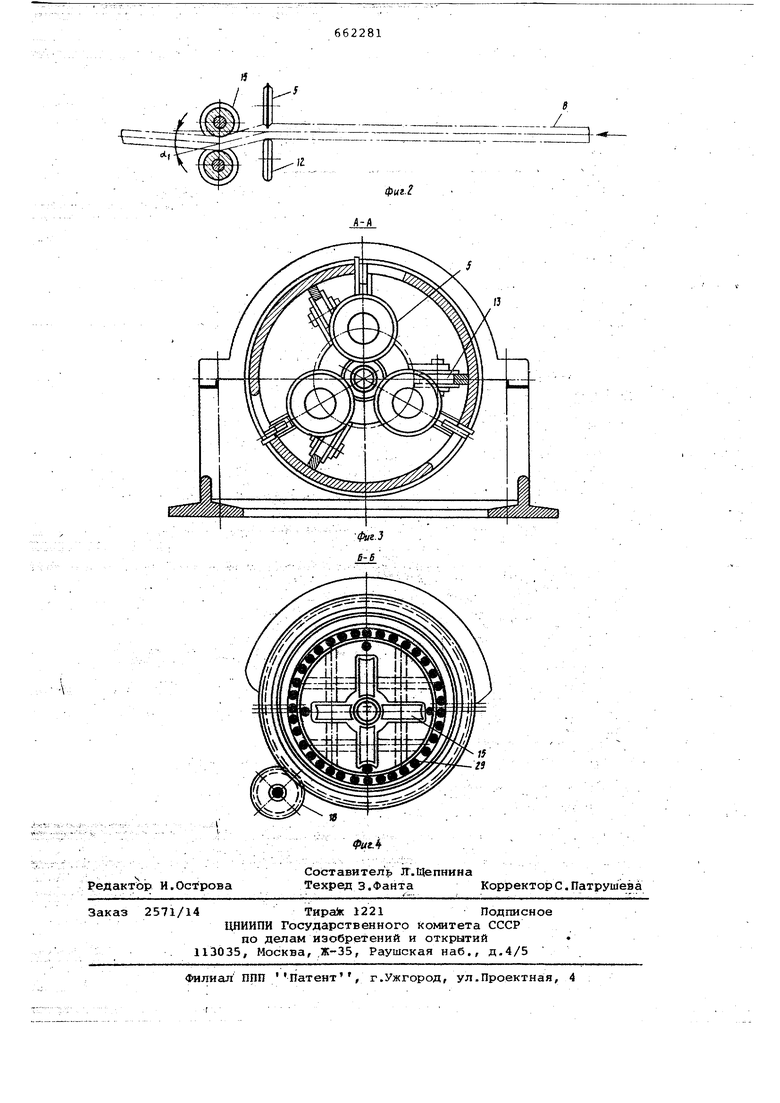
; . ,. ,1, - . Изобретение относится к обработке .металлов давлением и может быть йс-т псзльэоваио э йромышяенности для разделения проката, в частности труб Известно устройство для разделения труб, содержаиее устройство для нашрезки, выполненное в виде вращающегося барабана с перемещающейся внутри него вдоль оси проката ползушкой, йесущей радиально подвижные ййдре зныё Г ролики , и устройство для ломки -р виде ролика, вращающегося вокруг проката р Известна установка для разделения проката, в частности труб, содержащая узел надреэки в виде ползушки, уст- иовленной внутри вращающегося ротора с возможност ьЮ перемещения вД(эяь негр и несущей радиально; цодвйжные режущие инструменты узед ломки в виде роликов, ра.ЗмещенНых диаметрально противоположно во вращающемся барйбане, и направляющие ролики, взаимодействующие с прокатсм 2. Однако известное устройство слржйо и имеет постоянный угол при ломке, что вЛияеТ На время,разделения проката и, как следствие, увеличивает габариты устройства ... . Цель изобретения - упрощение конструкции и повышение производиТельности. Для этого барабан жесткосвязан с ротором. И расйоЛожен эксцентрично ei, а направляющи ё ролики смонтированы в ползушкё. Для повышения стойкости режущих инструментов уетановка снабжена по крайней мере ,. одним роликом сс) сферической поверхностью , установЛёТяНйм диаметрально противоположно одному, из инструментов. Для расишренйя технологических возможностей установка снабжена узлом регулировки:эксцентриситета, вьтолненнЫм в виде втулки, связанной с ;барабаном, и привода ее поворота. На фиг,1 изображена предлагаемая установка, общий вид; на фиг.2 - то же, установка сферического ролика; на фиг.3 - сечение по и-А фиг.1; на фиг.4 .-сечение по Б-В фиг.1. Устройство содержит узел надрезки 1 и узел ломйИ 2. Узел надреэки 1 выполнен в виде прязушки 3, установленной во вращающемся роторе 4 с возможностью совместного с ним вращения и возвратио-поступательного перемещения и несущей инструменты 5, Ползушка 3 жестко закреплена на корпусе 6, жестко связанном с силовым цилиндоом 7, шток которого соединен 8, размещенС цанговым зажимом йУм внутри корпуса б Перемещение ползушки 3 осуществляется при помощи перемещающегося проката 9, зажатого цанговым зажимом 8. Радиальное пе- ремещение инструментов 5 , осущёст вляется при помощи копиров 10, закрепленных на внутренней поверхности рот ра 4, и нажимных роликов 11. Количество надрезающих инструментов может быть разным. Инструменты 5 могут бьоть выполнены или только в виде дис ковых ножей или дисковых ножей и роликов 12 (см.фиг.2), расположенных диаметрально противоположно. Ролики 12 могут быть выполнены со сферичёс. кой поверхностью.: В корпусе б ползушки могут быть установлены направляющие )олики 13, взаимодействующие с прокатом 9. (см. фиг.З). Для возврата корпуса 6 и пол эушки 3 в исходное положение служит силовой цилиндр 14. ,; . Узел ломки 2 выполнен в виде роли ков 15, расположенных диаметрально противоположно друг другу и размещен ных в барабане 16. Барабан 16 жестко связан с ротором.4 и расположен эксцентрично ему.Вращение ротора 4. и барабана 16 осуществляете с помощью шестерни 17, закрепленной на барабане 16 и связанной через зубчатую передачу 18 с приводом на черт, не показано) . Для регулировки эксЦёйт-: рйситета устройство может быть снабжено узя: ом 19 регулировки эКсцёнтриситета, .выполненныйм в виде втулки 20, связанной пальцами 21 с барабаном 16 НС приводом ее поворота/22 и разМёщёйной, в корпусе 23. Привод поворота 22 выпойнёй в виде шестерни 24, жестко связанной с втулкой ; 20 и взаимодействующей с рейкой 25, перемещаемой силовым цилиндром (на черт, не показано). Для включения устройства на рабочий ход служит датчик 26, для возврата зй исходное положение -датчик 27. Устройство работает следу1бщим образом. ;-v .: ч Л ; : ,,. -Г.- . Труба 9 с помощью задающего устройства - тянущих роликов (на lepT. не показаны) вводится в устройство Дойдя передним концом до датчика 26, труба 9 включает устройство. Ротор 4 и барабан 16 совместно с деталями находящимися внутри них, начинаю . вращаться, а силовой цилийдр 7, пере мещаясь, зажимает трубу 9 Цанговым зажимом 8. Ползушки 3 с инструментами 5 и 12 начинает перемещаться. При этом инструменты 5, взаимодействуя с копирами 10, перемещаются радиал ио, нарезая трубы. Труба 9 в процессе надреза не вращается, так как удерживается тянугцими роликами. 14 Надрезка заканчивается, когда наимные ролики 11 сходят с копиров l(h, и инструменты 5 под действием пружин 28 возвращаются в исходное положение. Под действием датчика 27 включается силовой цилиндр 14, и лолзушка 3 перемещается в обратном направлении. Когда ползушка 3 дойдет до заданного положения, место надреза на трубе попадает в ролики 15 узла ломки 2. Колики 15 не вращаются потому, что заключены в подшипниковую.обойму 29. и взаимодействуют с невращающимся прокатом. Так как ролики 15 смещены,, то прокат отклоняется от оси на уголс , производя ломку. При наличии узла 19 регулировки эксцентриситета ролики 15 дополнительно , облегчая ломку проката. , Инструмент 5 выполняет следующий надрез, и цикл повторяется. Формула изобретения .. ,Установка для разделения проката, в частности труб, содержащая узел надрезки в виде ползушки, установленной внутри вращающегося ротора с возможностью перемещения вдоЛь него и несущей подвижные режущие инструменты, узел ломки в/виде роликов, размещенных диаметрально противоположно во вращающемся барабане, и направляющие ролики, взаимодействующие с прокатом, о т л и, ч а ю щ а я с я тем, что, с целыб упрощения конструкции и повышения производительности, барабан, жестко связан с ротором и расположен эксцентрично ему, а направляющие ролики смонтированы в ползушке. 2. Установка по п.1, о т л и ъ аю щ а; я с я тем, что, с целью повышения стойкости режущих инструментов, оно сн.абжёнд по крайней мере одним роликом со сферической поверхностью, установленным диаметрально противоположно одному из инструментов.. , 3. Установка по п.1,о т л и ч аю щ а яс Hj тем, что, с целью расширения технологических возможностей, она снабжена узлом регулировки эксцентриситета, выполненным в виде втулки, связанно с барабаном, и привода ёё поворота. :...:. , .- . . - - : . I Источники инфс5рмации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №144142, кл. В 23 D 21/04, 1961. 1. Авторское свидетельство СССР 416238, кл. В 23 D 21/04, 1972. Приоритет по ПП.1 и 2 - 12.06.72, по п.3 - 27.06.72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| УСТРОЙСТВО ДЛЯ ЛОМКИ ПРОКАТА12 | 1973 |
|
SU398360A1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ | 1992 |
|
RU2036771C1 |
| Устройство для резки труб | 1979 |
|
SU872059A1 |
| Устройство для разделения проката на части | 1986 |
|
SU1488138A1 |
| Устройство для ломки проката и труб на мерные заготовки | 1981 |
|
SU965557A1 |
| Поточная линия для раскроя проката | 1976 |
|
SU683903A1 |
| Автомат для резки труб | 1990 |
|
SU1791079A1 |
| Устройство для холодной резки труб | 1961 |
|
SU144142A1 |