Изобретение относится к механической обработке и моясет быть использовано для ограничения вибраций нри обработке деталей на металлорежущих станках.
Известно устройство огршгичения вибраций, основанное на изменении : величины скорости подачи фрезерного и токарного станка. Устройство содержит станок, регулируемый электропривод подачи с адаптивной системой управления, элемент сравнения, один вход которого соединен с датчиком вибраций, а другой - с источником задания уровня вибраций. Выход элемента соединен с адаптивной системой управления, в которой регулируется и корректируется величина подачи. Уменьшение вибраций происходит за счет изменения величины подачи 11.
Однако в таком устройстве .воздействие только на величину подачи не позволяет эффективно устранять вибрации (особенно на фрезерном станке), так как в зтом случае частота возмущающего воздействия (усилие резания), действующего на упругую систему станок-инструмент-приспособление-деталь, остается постойнной. Кроме того, снижается производительность станка, так как для ограничения вибраций при постоянной частоте возмущающего воздействия, может потребоваться значительное уменьшение подачи.
Целью изобретения является повышение эффективности ограничения вибраций и прочэводител ности обработки на металлорежущих станках.
Для этого, устроойство для ограничения вибраций на металлорежущих станках, содержащее регулируемый электропривод подачи с системой управления, элемент сравнения, входы которого соединены с датчиком вибраций и задатчи- . ком допустимого уровня вибращ1Й, а выход связан с системой управления подачей, снабжено релейными элементами, один из которых не имеет зоны нечз ствительности, а другие имеют зоны нечувствительности, отличные одна от другой, а также триггерами, блоками задержки, логическими элементами запрет с, прямыми и запрещающими входами, сумматорами С прямыми Н инверсньгМи вхоД;аМи, задатчиком усилия резания, датчиком усилия резания, а
также задатчиком частоты вращения привода главного движения станка, причем входы релейных элементов с различной зоной нечувствительности соединены с выходом датчика вибраций, выход первого релейного элемента соединен с первым входом первого триггера, выход которого соединен с прямым входом первого логического элемента запрет, а выход первого элемента запрет соединен, с первым прямым входом первого сумматора, выход которого I через последовательно подключенный интегратор связан с первым входом второго сумматора, второй вход которого соединен с задатчиком частоты вращения привода главного движения станка, выход второго сумматора соединен с системой управления регулируемого электропривода главного движения, выход второго релейного элемента с зоной нечувствительности, превышающей зону нечувствительности первого релейного элемента, через первый блок задержки соединен с первым входом второго триггера, выход которого соединен с. запрещающим входом, первого элемента запрет и прямШл tj входом второго логического элемента запрет, выход которого соединен с первым инверсным входом первого сумматора, выход третьего релейного элемента с зоной нечувствительности, превьшгающей зону нечувствительности второго релейного элемента, через второй блок задержки соединен с первым входом третьего триггфа, выход которого соединен с запрещающим входом второго логического элемента запрет, прямым входом третьего логического элемента запрет и входом второго интегратора, выход которого соединен с первым инверсным входом третьего сумматора, первый прямой вход третьего сумматора соединен с задатчиком усилия резания, а второй инверсный вход соединен С дагиком усилим резащгя, выход четвертого релейного элемента с зоной нечувствительности превыщающей зону нечувствительности третьего релейного элемента, через третий блок задержки соединен с первым входом четвертого триггера, выход которого соединен с вторым инверсяым входом первого сумматора и запрещающим входом третьего логического элемента запрет, выход которого соединен с вторьш прямым входом первого сумматора, причем выход элемента сравнения соединен с входом релейного элемента без зоны нечувствительности, выход которого соединен со вторым входом первого, L второго, третьего и четвертого триггеров.
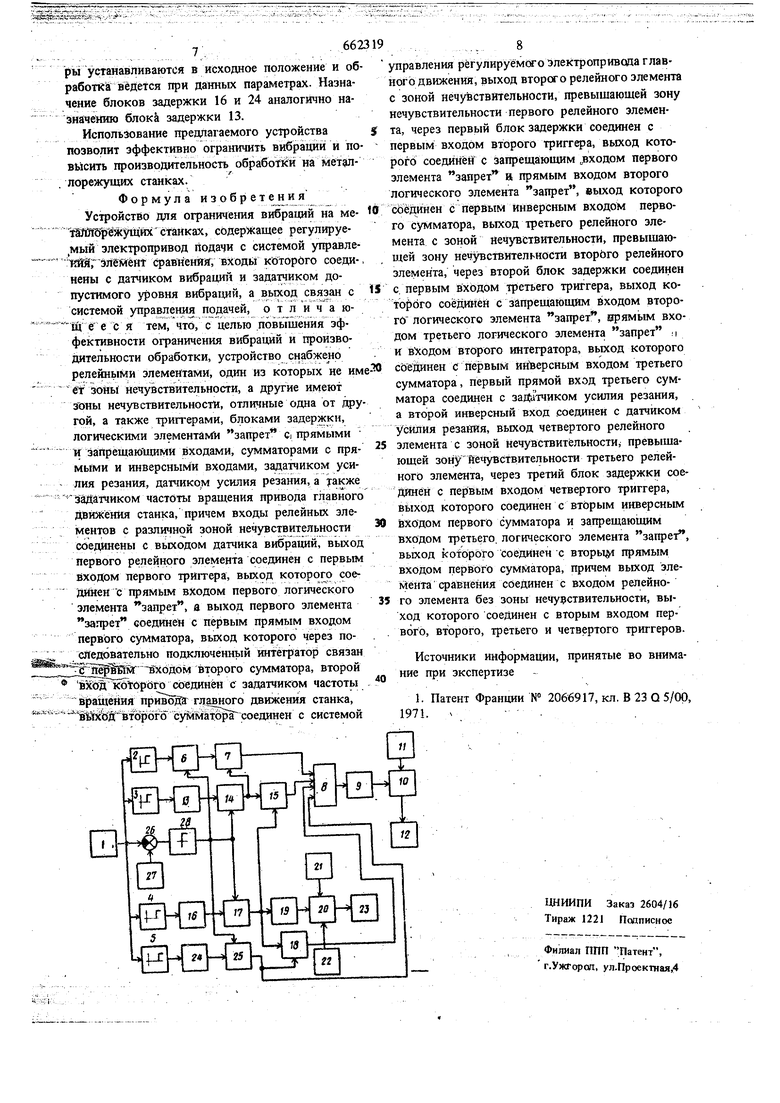
На чертеже представлена блок-схема устройства ограничения вибраций на металлорежущих стайках.
Устройство содержит датчик вибраций 1, ре лейные элементы 2, 3, 4 и 5, имеющие зоны
нечувствительности, отличные одна от другой, входы которых соединены с выходом датчика вибраций 1; первый триггер 6, первый вход которого соединен с выходом первого релейного элемента 2, а выход триггера 6 соединен с прямым входом первого логического элемента запрет 7 выход которого соединен с первым прямым входом первого сумматора 8, выход которого через первый последовательно подключенный интегратор 9 связан с первым входом второго сумматора 10, второй вход которого соединен с задатчиком 11 частоты вращения привода главного движения станка; выход второго сумматора соединен с системой 12 управления регулируемого электропривода главного движения.
Выход второго релейного элемента 3 с зоной нечувствительности, превышающей эону нечувствительности первого релейного элемента 2, через первый блок задержки 13 соединен с первым входом второго триггера 14, выход которого соединен с запрещающим входом первого элемента запрет 7 и- с прямым входом второго логического элемента запрет 15, выход которого соединен с первым инверсным входом первого сумматора 8.
Выход третьего релейного элемента 4 с зоной нечувствительности, превыщающей зону нечувствительности второго релейного элемента 3, через второй блок задержки 16 соединен с первым входом третьего триггера 17, выход которого соедшен с запреща1 щим входом второго логического элемента запрет 15, прямым входом третьего логического элемента запрет 13 и входом второго интегратора 19, выход которого соединен с первым инверсным входом третьего сумматора 20. Первый прямой вход третьего сумматора 20 соединен с задатчиком 21 усилия резания, а второй инверснь1Й вход третьего сумматора 20 соединен с датчиком 22 усилия резания. Выход третьего сумматора 20 соединен с регулируемым электроприводом подачи (системой управления) 23.
Выход четвертого релейного элемента 5 с зоной нечувствительности, превышающей зону нечувствительности третьего релейного элемента 4, через третий блок задержки 24 соединен с первым входомчетвертого триггера 25, выход которого соединен с вторым инверсным входом первого сумматора 8 и запрещающим входом третьего логического элемента запрет 18, выход которого соединен с вторым прямым бходом первого сумматора 8.
Входы элемента фавнения 26 соединены с выходом датчика вибраций 1 и с выходом задатчика 27 допустимого уровня вибраций. Выход элемента сравнения соединен с входом релейного элемента 28 без зоны нечувствитель юсти. Выход которого соединен с вторыми входами первого 6, второго 14, третьего 17 и четвертого 25 триггеров. Работа схемы происходит следующим образом. , Перед началом обработки детали сигнал с выхода датчика вибраций 1 отсутствует, поэтому с выхода элемеита сравнеиия 26 положител ный сигнал поступает на вход релейного элеме та 28 без зоны нечувствительности, выходной сигнал которого устанавливает все триггеры 6, 14, 17 и 25 в исходное положение. В этом .положении сигналы с выхода: триггеров отсутствуют, и частота вращения привода главного движения и усилие резания целиком определяются только величиной сигнала датчика 11 час тоты вращения приводя главного движения станка и величиной сигнала задатчика 22 усилия резания. В таком состоянии схема находится до тех пор, пока при обработке детали уровень сигнала с выхода датчика вибраций 1 не превысит зону нечувствительности первого релейногоэлемента 2. В этом случае сработает релейный элемент 2, а с выхода релейного элемента 28 сигнал исчезает, так как на его входе появляется отрицательный сигнал. Сигнал с выхода элемента 2 перебрасывает первый триггер 6 и на его выходе появляется сигнал, который через первый логический элемент запрет 7i поступает на прямой вход первого. сумматора 8, а с его выхода - на первый интегратор 9. Сигнал на выходе интегратора начинает BO3paictaTb, скорость нарастания опрейёляе1;ся постоянной времени интегрирования. Этот сигнал, суммируясь в сумматоре 10 с сиг иалом or задатчика 11 частоты вращения привода главного движения станка, приводит к тому, что скорость резания начинает возрастать. Это приводит к увеличению частоты возмущаю щей силы, действующей на упругую систему СПИД (станок-приспособление-инструмент-деталь). Если при этом сигнал с выхода датчика вибраций уменьшится и станет равным сигналу (или меньще его) с выхода задатчнка 27 допустимого уровня вибраций, то с выхода релейного элемента 2 сигнал исчезнет а на выходе релейного элемеита 28 появится и перебросит триггер б опять в исходное состояние. Обработка детали будет происходить при более высокой скорости резания.i Если же увеличение скорости резания способствует не уменьщению, а увеличению вибраций, то при уровне сигнала с выхода датчика. 1 превышающем зону нечувствительИости релейного элемеита 3, последний срабатывает. Сигнал с его выхода через время, определяемое установкой первого блока задержки 13, перебрасывает второй триггер 14. Сигнал с вмхода этого триггера поступает на запрещающий вход первого логического элемента запрет 7 и на прямой вход второго логического элемента запрет 15, с выхода которого сигнал поступает на первый Инверсный вход первого сумматора 8. В связи с появлением сигнала на запрешающем входе первого Логического элемента запрет 7| канал увеличения скорости привода главного движения отключается, а Иа выходе сумматора 8 появляется отрицательный сигнал, который через интегратор 9 и сумматор 10 воздействует на систему 12 управления регулируемого электропривода главного движения в сторону уменьшения скорости резания. Блок задержки 13 необходим для того, чтобы при резком увеличении амплитуды вибраций не сработали одновременно релейные элементы 2 и 3 и соответственно триггеры 6 и 14, а это привело бы к выработке воздействия только на уменьшение скорости. Если сигнал с выхода датчика вибраций уменьшится и станет равным сигналу (или меньше его) с выхода задатчика 27 допустимого уровня вибраций, то с выхода релейного элемента 3 сигнал исчезнет, а на выходе релейного элемента 28 сигнал появится и перебросит триггеры 6 и 14 в исходное положение. Обработка детали будет происходить при другой более низкой скорости резания. Если же уменьшение скорости резания приводит к увеличению амплитуды вибраций, то фабатывает третий релейный элемент 4 и сиг-, нал с его выхода через блок эадержки 16 перебрасывает триггер 17. Сигнал с его вьгхода путем воздействия на запрещающий выход элемеита запрет 15 отключает канал уменьшения скорости резания, а путем воздействия через второй интегратор 1 вьисод которого подключен к первому инверсномуЗходу третьего сумматора 20 на систему управления л.-.- .-1- I tfiSa ii iaitSiSariirtfa 23, начинает уменьшать усдайРрезайния. Скорость уменьщения усилии резания определяется постоянной времени второго интегратора 19. Одновременно сигнал с триггера 17 через элемент запрет 13 поступает на второй прямой вход первого сумматора, 4to приводит К увеличению скорости резания. Если вибрация станет ниже допустимого уровня, то все триггеры возвращаются в исход-, иое состояние и обработка ведется уже при новом значении усилия резания и скорости рез.ания. Если же вибрация вновь возрастает, то С1 батывает четвертый релейный элемент 5, сигHart с выхода которого Через элемент задержки пер9бра(ж1вает триггер 25. Это приводит к тому, то юдновременно будет уменьшаться скорость резания и усилие резания. По достижении амплитуды вибраций заданной величины все тригге7662ры устанавливаются в исходное положение и об работка сведется при даиных параметрах. Назначение блоков задержки 16 и 24 аналогично назначению блока задержки 13. Использование предлагаемого устройства позволит зффективно ограничить вибраций и по высить производительность обработйи на мет$л. лорежущих станках. Формула изобрете 11ия Устройство для ограничения вибраций на меШ ВШрё у1ЦйХ станках, содержащее регулируемый электропривод подачи с системой управле 11ЙЙ7 элШёнт равнения, входь кОТорйго соединены с датчиком вибраций и задатчиком допустимого уровня вибраций, а выход связан с системой управлешя подачей, отличаю ВЦ ё е с я тем, что, с целью повышения эффективности ограничения вибраций и производительности обработки, устройство снабжено реле1шь1ми элементами, один из которых ие им ет зоны нечувствительности, а другие имеют нечувствительности, отличные одна от щ)у гой, а также триггерами, блоками задержки, логическими элементам запрет Ci прямыми IT запрещающими входами, сумматорами с прямыми и инверсными входами, задатчиком уси ЛИЯ резания, датчиком усилия резания, а задатчиком частоты вращения привода главного движения станка, причем входы релейных элементов с различной зоной нечувствительности соединены с выходом датчика вибраций, выход первого релейного элемента соединен с первым входом первого триггера, выход которого соединенС прямым входом первого логического элемента запрет, а выход первого элемента запрет соединен с первым прямым входом первого сумматора, выход которого через последовательно подключенньш интегратор связан irei Siflr входом второго сумматора, второй ® йхбдкоторйго соединён с задатчиком частоть 1 |рашёйия привоДгг главного движения станка, ШзсЬй второгб сумматора соединен с системой ..,,. 8 управления рёгулируёмсго электропривода главного движения, выход вторсго релейного элемента с зоной нечувствительности, превыша дщей зону нечувствительности первого релейного элемента, через первый блок задержки соединен с первым входом второго триггера, выход которого соединён с запрещающим уходом первого элемента запрет и прямым входом второго логического элемента запрет, выход которого сЬёДинён с первым инверсным входом первого сумматора, выход третьего релейного элемента с зоной Нечувствительности, превыаиющей зону нечувствительности вторЬго релейного элемента, через второй блок задержки соединен с/первым вхЬдом третьего триггера, выход коTofioro соёди}1ён с запрещающим входом второгй логического элемента запрет, прямым входом третьего логического элемента запрет fi и в :одом второго интегратора, выход которого соединен с первым ин версным входом третьего сумматора, первый прямой вход третьего сумматора соединен с задатчиком усилия резания, а второй инверсный вход .соединен с датчиком УСИЛИЯ резайИя, выход четвертого релейного элемента с зоной нечувствительности превыщающей зону нечувствительности третьего релейного злемента, через третий блок задержки соединён с первым входом четвертого триггера, выход которого соединен с вторым инверсным входом первого сумматора и запрещающим входом третьего, логического элемента запрет, выход которого соединен с вторы прямым входом первого сумматора, причем выход элемента сравнения соединен с входом релейного элемента без зоны нечувствительности, выход которого соединен с вторым входом первого, второго, третьего и четвертого триггеров. Источники информации, принятые во внимание при экспертизе 1. Патент Франции № 2066917, кл. В 23 Q 5/00, 1971. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования числа оборотов шпинделя на металлорежущих станках | 1976 |
|
SU591825A1 |
| Устройство ограничения вибраций на шлифовальном станке | 1981 |
|
SU952553A1 |
| Электропривод постоянного тока | 1991 |
|
SU1815785A1 |
| Система управления станом с порезкой проката на ходу | 1976 |
|
SU654934A1 |
| Многоканальный регулятор | 1986 |
|
SU1388840A1 |
| Устройство тактовой синхронизации сигналов с расщепленной фазой | 1985 |
|
SU1297243A1 |
| Система позиционного управления электроприводом | 1985 |
|
SU1312521A1 |
| Устройство для защиты от изменения заданной скорости вращения электропривода постоянного тока | 1985 |
|
SU1377957A1 |
| Многоточечная релейно-импульсная система для регулирования параметров технологического процесса | 1980 |
|
SU968782A2 |
| Аналого-цифровое устройство для управления токарным станком | 1980 |
|
SU947830A1 |
